WK-35 电铲中央枢轴液氮冷装工艺研究
2023-12-08李韫剑
李韫剑
(中煤平朔集团有限公司露天设备维修中心,山西朔州 036006)
WK-35 电铲适用于年产量1 500 万t 以上的大型露天矿山的岩石剥离和物料采装作业,为大型矿用机械正铲式挖掘机,可与载重量为172~263 t 的矿用自卸卡车相配套,标准斗容为35 m3,生产效率可达4 200 m3/h。中煤平朔集团近年来采购多台WK-35 电铲来替代原有的老旧电铲,在组装电铲时,中央枢轴的安装为大过盈量连接,通常采用液氮作为冷冻介质进行冷装[1-3]。
中央枢轴过盈装配就是利用材料的热胀冷缩性能使中央枢轴(被包容件)进行液氮冷却收缩后,安装于中央枢轴孔(包容件)内,当被包容件(中央枢轴)恢复至室温时,产生对包容件的涨紧力,使2 个部件连接。当金属在弹性限度内变形时,总有一个恢复变形的力存在,恢复力形成作用在两配合面上的正压力。正压力越大,中央枢轴就越不容易脱落,可传递较大的扭矩、轴向力或者两者复合的载荷。这种联接的结构简单,对中性好,承载能力强,能承受较大的交变载荷和冲击力[4]。

图1 外径千分尺

图2 内径千分尺
1 冷装工艺分析
1.1 冷装时所需的轴孔最小间隙的计算
冷装时所需的轴孔最小间隙经验数据[5]为
式中:δ1为冷装时所需的轴孔最小间隙,mm;d为配合直径,mm。
考虑中央枢轴与底盘的配合长度、装配时长以及装配时中央枢轴易吸热膨胀,实际装配时轴孔的最小间隙应为(1.2-1.5)δ[6]。中央枢轴配合直径为508 mm,由式(1)可知将冷装时所需的最小间隙定为0.80 mm。
1.2 中央枢轴冷装时的温度计算
冷装时的温度可用下式计算
式中:t为冷却温度,℃;e为中央枢轴的外径冷缩量,等于最大过盈量与冷装时的轴孔最小间隙之和,mm;k为材料的线膨胀系数,合金钢取k=-1.2×10-5℃;df为配合直径,mm。
计算得:t=(0.22+0.80)/(-1.2×10-5×508)=-167.3 ℃。
冷冻介质通常使用干冰(CO2)和液氮(N2)。干冰在标准大气压即101.325 kPa 下,温度为-78.5 ℃,温度升高直接升华,不会形成液体。在标准大气压即101.325kPa下,液氮沸点为-195.8 ℃,呈液态。2 种物质化学性质稳定,无味、无毒、不自然助燃,根据式(2)计算冷却温度可知,这里应选择液氮为冷冻介质。
1.3 中央枢轴冷缩量的计算
中央枢轴的材料为40CrNiMo 合金钢,冷缩剂选择液态氮,在标准大气压即101.325 kPa 下,液氮沸点为-195.8 ℃,中央枢轴冷缩量可由下式计算
式中:δ2为中央枢轴冷缩量,mm;t为冷却温度,液氮为-195.8 ℃;t0为装配环境温度(10 ℃);k为材料的线膨胀系数,合金钢取k=-1.2×10-5℃。
由已知数据可得,δ2=1.256 mm。
1.4 中央枢轴过盈配合下的力学计算
中央枢轴与中央枢轴孔(电铲底盘)的变形为弹性变形,根据Lame 公式[8],代入表1 中合金钢的各项力学性能参数,可计算其过盈配合面的压强
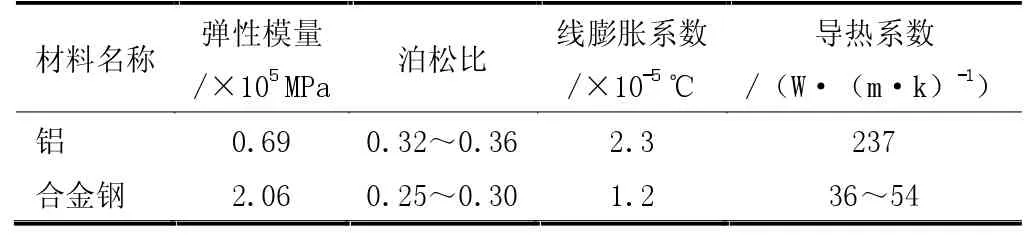
表1 材料的力学性能参数
式中:p为中央枢轴与中央枢轴孔的径向压强,MPa;δ为中央枢轴与中央枢轴孔的过盈量,mm;df为配合直径,mm;Ea为中央枢轴孔(电铲底盘)的弹性模量,MPa;Ei为中央枢轴的弹性模量,MPa;Ca和Ci分别为中央枢轴孔与中央枢轴的刚性系数,公式如下
式中:rp为中央枢轴孔半径;rf为配合半径;rb为中央枢轴内径;Va和Vi分别为中央枢轴孔与中央枢轴的泊松比。
此次装配,中央枢轴孔外径即电铲底盘尺寸dp与配合半径df之比(dp/df)较大,公式(5)中rf/rp可忽略不计。由表1 数据计算可得p=51.28 MPa,满足设计及现场采掘使用要求。
1.5 中央枢轴冷冻后回温时间的估算
中央枢轴在液氮中完全冷冻后,取出置于空气中,然后装于中央枢轴孔中,该过程中,定位销首先与空气发生热传递,然后与中央枢轴孔内壁发生热传递,直至中央枢轴吸热膨胀与中央枢轴孔完成过盈配合。
由表1 可知,中央枢轴(材料为40CrNiMo)导热系数取45 W/(m·k),在相对静止的环境中,空气的导热系数为0.023 W/(m·k)。当液氮冷冻后的中央枢轴刚装入中央枢轴孔时,由于存在1.03 mm 的间隙,此时中央枢轴与孔未完全接触,随着中央枢轴吸热,其表面会迅速凝霜,凝霜与中央枢轴孔接触后,其热传导与膨胀速度呈指数增涨,快速完成过盈配合。
由文献[9]知,冷冻后的中央枢轴在空气中10 min,回温约为0.02 mm,40CrNiMo 导热系数约为空气的1 950倍。粗略估计,中央枢轴接触中央枢轴孔内壁O=15 min后将膨胀1 mm 左右,即此次装配应控制在15 min 内。
2 中央枢轴安装实施步骤
清理中央枢轴及底盘中央枢轴孔,保证接触面的光洁度。
将中央枢轴吊入准备好的容器(工装)(图3)内,加注液氮(图4)。在中央枢轴放入盛有液氮的工装时需要注意:①冷冻过程中应持续向工装内加注液氮,以补存蒸发掉的液氮;②在加注液氮时,保证液氮液位没过中央枢轴而不超过U 型吊环,防止吊环长时间浸泡在低温液体中韧性降低,在吊装过程中出现断裂现象;③吊装中心枢轴应选择全新合成纤维索具而非金属索具,以提高在低温环境下的安全系数。
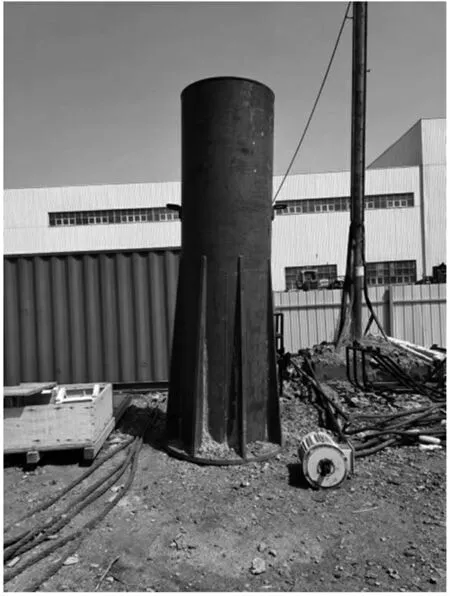
图3 工装实物图
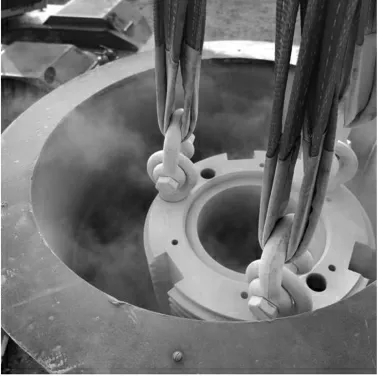
图4 中央枢轴冷冻图
待液氮表面平静或液氮完全不沸腾时进行装配作业,此时中央枢轴温度接近液氮沸点-195.8 ℃时,由式(3)可知,此时中央枢轴冷缩量为1.256 mm,轴孔间隙为1.03 mm,间隙较大。现场安装时,用吊车吊平,直接落入中央枢轴孔内即可,落入后安装下部卡兰,卡兰装好后,吊车上行,使卡兰上表面与中央枢轴孔下表面完全贴合,两表面间隙应小于0.05 mm。为防止吊车泄压导致中央枢轴下落,在中央枢轴下方采用电动液压千斤顶支撑,保持液压千斤顶压力为3 000 psi,直到中央枢轴恢复到环境温度方可撤掉吊车和液压千斤顶,中央枢轴安装实物图如图5 所示。

图5 中央枢轴安装实物图
安装时需注意:①要保证足够的冷却时间,若冷却时间过短,会造成中央枢轴冷缩不到位,装配间隙不满足要求,导致装配时出现卡死的情况。由于该中央枢轴尺寸大、重量重,装配过程中调整困难,调整时间长。为避免装配时间过长造成中央枢轴吸热膨胀,导致装配中途因间隙小或无间隙卡死,需要多工种协同作业,以缩短装配时间。②在安装中央枢轴下部卡兰及在支放液压千斤顶时要保持良好的通风,可以临时加装一台鼓风机,避免因氮气挥发导致的氧气含量减少,操作人员发生窒息的危险。③在测量中心枢轴冷却后的轴径时,要戴好加厚手套,并保证手套是松动的。
3 结论
WK-35 电铲中央枢轴的液氮冷装为WK-35 电铲组装中至关重要的一个环节,在冷装过程中应注意以下几个方面。
1)在安装前应测量和计算好中央枢轴及枢轴孔的尺寸数据,通过数据分析确定装配方案。
2)中央枢轴在液氮中的冷却时间应足够,因中央枢轴过盈冷装具有不可逆性,需避免中央枢轴在装配过程中因升温膨胀卡死。
3)安装中央枢轴时需在较短时间内(15 min)完成,因此,在该工序前需做好各项准备工作,保证安装完成率。
此次安装中央枢轴是在露天设备维修中心的统一布署下,中心和电铲车间的技术人员与太重集团矿山分公司的专家多次研究探讨,结合以往经验,顺利进行了中央枢轴的安装,并梳理总结了此工作的工艺流程,为其他型号电铲的中央枢轴安装积累了宝贵的经验,同时为露天采矿设备维修和研发积累了一定的经验。