宽幅砂光机接触辊挠度变形分析和补偿
2023-12-04侯金标
侯金标
(苏州苏福马机械有限公司,江苏 苏州 215129)
对于人造板宽带砂光机而言,接触辊是整台设备的最关键部件之一,用于支撑和驱动砂带,承受磨削力,通过砂带压紧工件进行磨削,去除大部分砂削余量,并对人造板进行精确的厚度尺寸校准加工[1]。接触辊的运动精度会通过砂带直接反映到工件之上,其品质在很大程度上影响设备性能以及人造板砂光效率和质量。
随着人造板工业的高速发展,市场对宽幅面宽带砂光机的需求逐渐增加,人造板企业对产品质量的要求也越来越高。宽幅砂光机接触辊跨距较长,负载较大,在砂板过程中,在自重和负载的作用下,必定会产生挠度变形,并直接转嫁于人造板产品中,造成产品的厚度偏差。人造板厚度的均匀稳定,是衡量产品是否合格的最基本要素。因此,研究分析接触辊挠度变形规律,计算其挠度大小,并找到合适的应对挠度变形措施,具有十分重要的意义。
1 接触辊受力和挠度分析
1.1 砂带的受力分析
根据宽带砂光机接触辊式磨削工艺特点,可先对砂带进行受力分析进而研究接触辊受力情况。以上接触辊式砂架为例对砂带进行受力分析,如图1所示。张摆辊对砂带施加张紧力Fz,使砂带产生张力。当砂带静止时,砂带左右两边的张力F1、F2相等。当接触辊旋转时,接触辊对砂带作用的有效圆周力Ff。砂带与工件接触产生一定的磨削力,分为相互垂直的两个分力,即法向磨削力Fn和切向磨削力Ft,并反作用于砂带[2]。此时砂带两边张力发生变化。在临界状态(即砂带磨削中将要而又没有打滑的状态)时,各作用力之间存在如下关系:
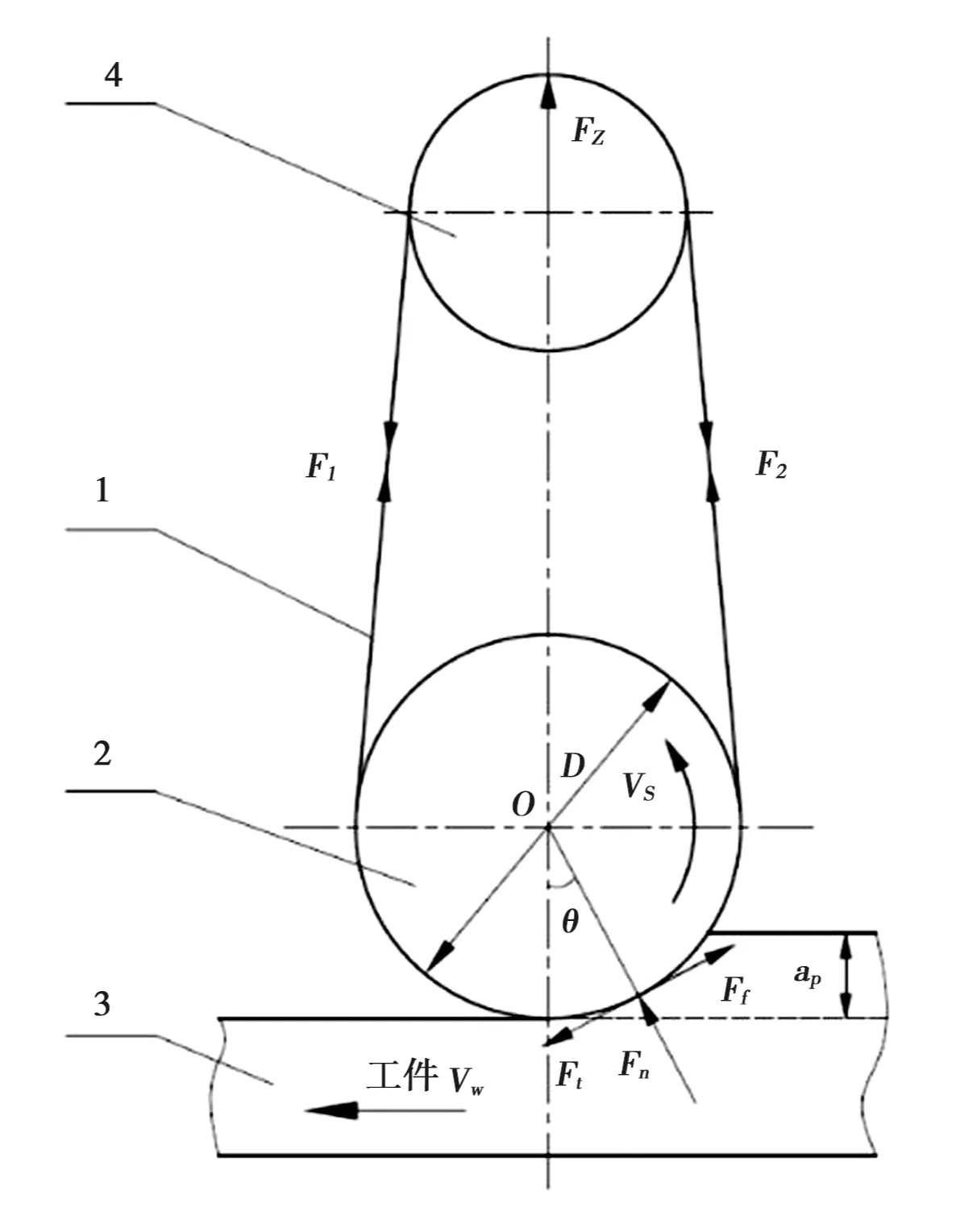
图1 砂带受力简图1.砂带;2.接触辊;3.工件;4.张摆辊
Ff+F2=Ft+F1
如果不计接触辊本身的转动惯量和辊轴轴承间的摩擦阻力,应有:F2=F1,得Ff=Ft。
事实上,磨削深度ap远小于接触辊直径D,法向磨削力Fn与竖直方向的夹角θ非常小,可近似为0°。因此法向磨削力Fn几乎垂直于工件表面。
1.2 接触辊的受力和变形
根据上述砂带的受力分析可知,工作中的接触辊在两端轴承支承下不仅因传递工作扭矩M而产生扭转变形,还受到法向磨削力Fn和砂带张紧力Fz,从而产生弯曲变形。法向磨削力Fn和砂带张紧力Fz为均布载荷,作用在整个辊面上,如图2所示。致使接触辊产生挠度变形的主要载荷集中在竖直方向上,也是工件的厚度方向。在该方向上,接触辊受到砂带张紧力Fz、法向磨削力Fn以及自重G,如图3所示。

图2 接触辊受力简图
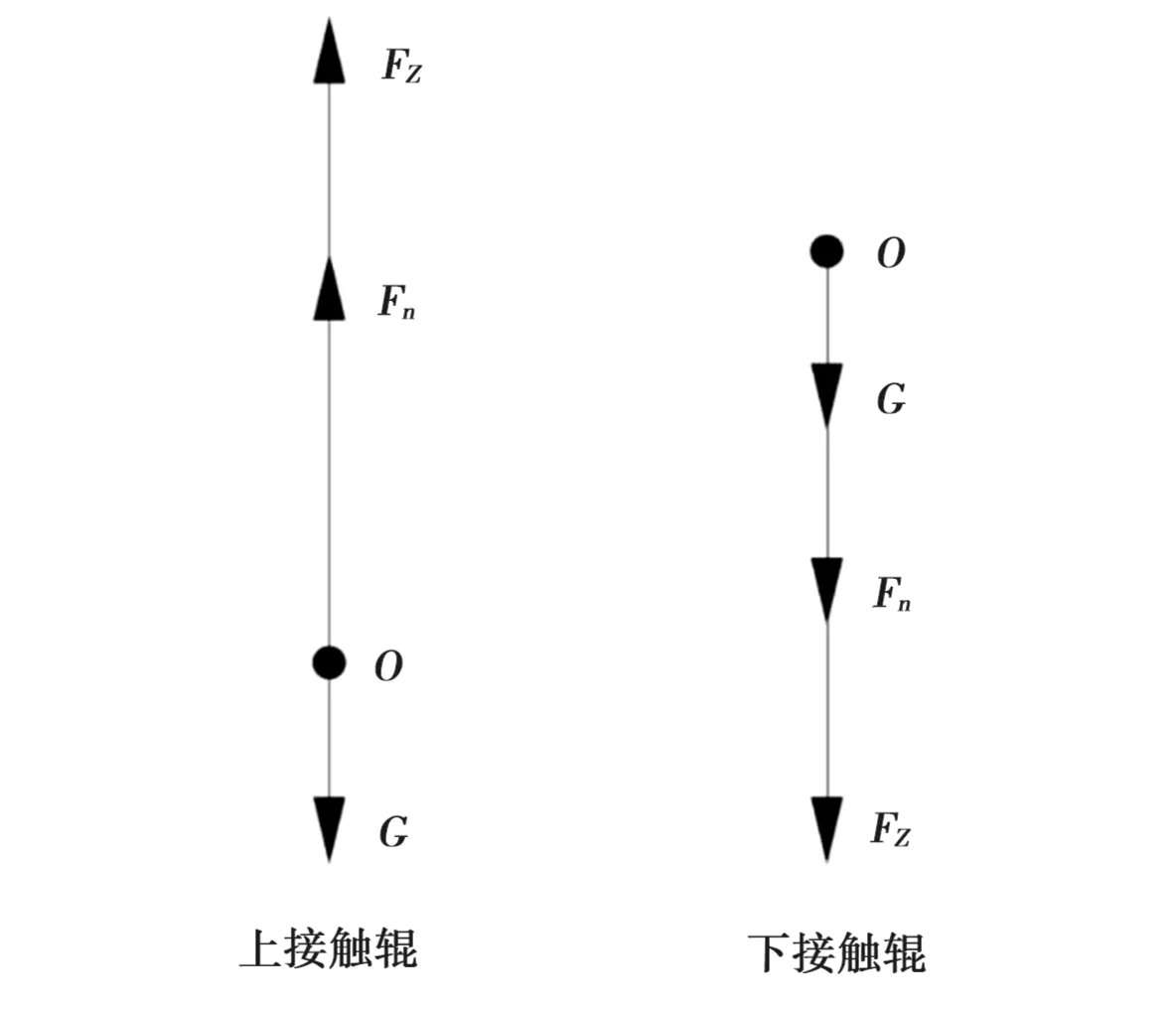
图3 接触辊在竖直方向上受力简图
从理论上讲,砂带的张力越大,磨削力越强。因此,在砂带基体能承受的范围内,应尽量加大砂带的张紧力,以充分发挥砂带的切削能力[3]。故接触辊需承受较大的砂带张紧力。通常情况下,宽幅砂光机砂带张紧力大于接触辊自重。因此,即使对于上接触辊式砂架,接触辊在砂带张紧力Fz和法向磨削力Fn作用下,也会产生向上微量挠度变形。
经上述分析可知,接触辊类似一根受均布载荷的简支梁,在负荷作用下产生挠度变形,中部变形最大。对于双面定厚宽幅砂光机来说,辊式砂架上下对顶布置,在砂板过程中,上、下接触辊在竖直方向负荷作用下均会产生不同程度、方向相反的挠度变形,从而引起两辊之间辊面隔距和对板材压力分布不均匀,如图4所示。挠度的产生导致板材横向厚度不均匀,中间厚度大于两边厚度。若接触辊挠度控制不好,将导致砂光厚度偏差较大,达不到技术要求,影响砂板质量。

图4 接触辊在负荷作用下工作状态
1.3 接触辊最大挠度的计算
首先进行法向磨削力Fn和砂带张紧力Fz分析和计算:
(1)砂带张紧力的计算
按接触辊的接触应力计算,砂带张力F的简单计算公式为:
F=PB
(1)
式中:F——砂带张力,N;
P——接触辊接触应力,一般取P=50~100 N/mm,重负荷用较硬接触辊或刚性接触辊时,P取上限。根据接触辊式磨削特点,P取100 N/mm;
B——砂带宽度,mm。
接触辊上受到总的砂带张紧力Fz应为2F。
(2)法向磨削力Fn可由下式计算:
Fn=εFt
(2)
式中:Ft——切向磨削力,N;
ε——法向力与切向力之比值,磨削木质人造板,一般取2。
接触辊机械功率可由下式计算:
Pm=Ftvs/1 000
(3)
这里:Pm——接触辊机械功率,kW;
vs——砂带线速度,m/s。
由公式(3)得
Ft=1 000Pm/vs
(4)
接触辊机械功率和机械传动总效率的关系由公式(5)计算:
Pm=ηmPn
(5)
这里:Pn——接触辊驱动电机功率,kW;
ηm——机械传动总效率,一般在 0.7~0.85之间,板材砂削效率,一般取0.85。
经换算,可得法向磨削力:
Fn=1 000εηmPn/vs
(6)
根据宽幅砂光机接触辊工作状态和受力情况,可将其简化成受均布载荷的简支梁模型,运用经典力学对其进行最大挠度计算,如图5所示。根据材料力学知识,接触辊的最大挠度方程为:

图5 简支梁
(7)
式中:fmax——最大挠度,mm;
E——辊体弹性模量,MPa;
b——辊面宽度,mm;
l——接触辊两端轴承跨距,mm;

D——接触辊外径,mm;
d——接触辊内径,mm;
q——均布载荷,N/mm。
通常情况下,宽幅砂光机最大加工宽度、砂带宽度B和辊面宽度b大小相近,三者之间差值相对于其数值很小,故计算接触辊均布载荷q时,长度可统一按辊面宽度b来计算。即对于下辊:q=(Fz+Fn+G)/b;对于上辊:q=(Fz+Fn-G)/b。
例如,某型号双面宽幅砂光机钢制接触辊辊面宽度b=2 950 mm,外径D=450 mm,内径d=365 mm,自重G=16 000 N,两端轴承跨距l=3 100 mm,钢的弹性模量E=206×103MPa,砂带宽度B=2 900 mm,砂带线速度vs=33 m/s,接触辊驱动功率Pn=160 kW。根据上述相关公式,可算得上接触辊最大挠度为0.03 mm,下接触辊最大挠度为0.08 mm,二者最大挠度之和为0.11 mm。如排除其他因素的影响,那么经此道砂光后的板材横向厚度中间比两边最大厚0.11 mm。这满足不了人造板企业对产品质量越来越高的要求,降低了产品质量等级,影响企业经济效益。
2 接触辊挠度的控制与补偿
为保证砂光厚度精度要求,提高产品质量,挠度必须控制在合理的范围内。在接触辊工作宽度一定的情况下,设计人员一般优先从抗弯能力角度通过选择合理的辊径和壁厚,即通过增加空心圆截面惯性矩I,来提高辊筒刚性和减小挠度,并验算最大挠度fmax,判断是否满足设计要求。
但是,接触辊的直径选择需考虑如下几个方面因素的影响。(1)接触辊的直径对材料切除率和表面粗糙度有直接的影响。直径越小,砂带和工件接触面积越小,单位面积上压力增大,切削作用增强,磨粒能更好地切入材料,切削率大,粗糙度值也越大,反之亦然。(2)接触辊又是驱动辊,那么它直径的确定必须遵循驱动辊直径选择的原则,即满足砂带线速度和砂带圆周驱动力的要求。(3)接触辊直径还受整个工艺结构尺寸的限制,它包括砂带规格,砂架允许占用的空间以及主轴转速等。因此接触辊直径的选择受到一定的限制。
随着加工幅宽增大,接触辊跨距和所受载荷也越大,产生的挠度也越大,通过提高抗弯能力来减小挠度受到一定的限制。对于此类的大挠度接触辊,除了在接触辊的设计中确定合理的结构尺寸和材料外,还需针对挠度变形采取一定的补偿措施。下文将探讨采用中高度法来对接触辊挠度进行修正[4]。所谓的“中高度法”,就是把接触辊工作面设计为中间直径稍大,两端直径略小,且整个辊面成光滑连续的曲线状,即呈腰鼓形。这是一种通过改变接触辊几何形状来对其挠度进行补偿的方法。目的是使辊体在受到载荷而弯曲后,其挠度刚好被补偿,因而使上下两辊有均匀的隔距。
理想情况下,接触辊中高度曲线是其在工作负荷下的实际变形。中高补偿一般采用按圆弧加工补偿、椭圆加工补偿和抛物线加工补偿3种方案。但挠度曲线是4次方曲线,不论采取哪种方案都不能完全地补偿挠度的变化,难以将接触辊的中高度曲线与实际变形相同,因此综合考虑补偿误差、机械加工难度和其他条件的限制,在实际设计制造中,选用抛物线的一部分,作为接触辊的中高度曲线来近似地补偿[5]。通过分析、计算得出接触辊最大挠度值,并结合板厚精度确定合适的中高值,再利用抛物线来近似模拟其挠度曲线,如图6所示。以接触辊轴向为x轴,径向为y轴,辊筒中心作为坐标系的原点,求出抛物线方程。
抛物线加工的中高度曲线方程为:
(8)
式中:h——中高。
虽然中高度曲线只是挠度曲线的一个近似值,但是对于挠度值本身就非常小的接触辊来说,能够在制造时就对其进行一定数值的挠度补偿却非常关键,这对人造板的砂光厚度有非常重要的影响。
3 结束语
总之,通过对宽幅砂光机接触辊受力和工作状态的分析可知,挠度是影响接触辊质量好坏的主要因素之一,同时也是影响板材厚度精度的重要因素。通过中高度法挠度补偿方式,降低接触辊挠度对板厚精度的影响。期望能够对人造板砂光设备制造商和人造板生产企业提高产品质量有所帮助。上述只是单从挠度上考虑,在实际生产过程中,我们需要结合实际的生产情况,如磨削温度、砂带磨损、板材的密度和初始厚度精度等原因,并在掌握挠度影响因素的情况下加以克服,使板材厚度均匀,这对于人造板的合格生产至关重要。
