广东石化炼化延迟焦化装置NM550 耐磨钢板焊接技术总结
2023-12-02张学云闫亭亭刘鑫磊
张学云 闫亭亭 刘鑫磊
中国化学工程第七建设有限公司 四川成都 61000
广东石化炼化一体化项目是中国石油集团贯彻国家能源安全战略、实现炼化业务转型升级的战略工程,也是构建广东省对外开放新格局、推动粤东地区经济发展的重点工程。其300 万t/ a 延迟焦化装置由焦化部分(含冷焦水处理)、吸收稳定部分、干气液化气精制部分、石油焦密闭处理部分及公用工程部分组成。其中,焦化部分、吸收稳定部分采用美国 FOSTER WHEELER 公司的SYDEC (Selective Yield Delayed Coking)工艺技术。焦化部分溜焦槽设计为NM550 耐磨钢板材质,自破碎机下口延伸至石油焦脱水仓。
1 耐磨钢板应用的背景及优势
1.1 背景
石油焦是原油经蒸馏将轻重质油分离后,重质油再经热裂转化而成的产品,从外观上看,焦炭为形状不规则、大小不一的黑色块状(或颗粒),有金属光泽。焦炭的颗粒具多孔隙结构,主要元素组成为碳(80%以上),含氢1.5%~8%,其余为氧、氮、硫和金属元素。
按石油焦外观形态及性能的不同,可分为海绵状焦、蜂窝状焦和针状焦3 种。其中海绵状焦外观类似海绵,杂质含量较多,内部含有许多小孔,空隙间焦壁很薄,不适合作为生产炭材料的原料;蜂窝状焦内部小孔分布比较均匀,有明显的蜂窝结构,具有较好的物理性能和力学性能,此类石油焦可以作为普通功率石墨电极、预焙阳极和电炭制品生产用的原料;针状焦外表有明显条纹,焦块内部的孔隙呈细长椭圆形定向排列,破碎后为细长颗粒,可作为生产高功率和超高功率石墨电极的原料。
在石油焦自破碎机破损后输送至脱水仓的过充中,由于温度较高、粘度较大,极易在溜焦槽运输部位阻塞或磨损损耗,因此一种新型耐磨钢板材料应运而生。
1.2 耐磨钢板的优势及先进性
NM550 是高强度耐磨钢板,具有较高的耐磨性能和较好的冲击韧性,被广泛应用于冶金、机械、矿山等行业。其布氏硬度值达到550(HBW),主要是在需要耐磨的场合或部位提供保护,延长设备使用寿命,减少维修带来的检修和停机,相应减少资金的投入。
但此钢种合金成分较高、碳当量较大,在切割、焊接过程中具有明显的冷裂纹倾向,焊接性能较差。为了保证此钢种的结构使用性能,达到耐磨板强度、韧性、耐磨性的统一,以下就广东石化炼化一体化项目二联合300 万t/ a延迟焦化装置Ⅱ的溜焦槽耐磨钢板安装及焊接过程中的重难点进行深入研究总结。
2 溜焦槽耐磨钢板焊接前期准备
2.1 现场安装主要工作量
溜焦槽耐磨钢板厚度分为10mm 及20mm 两种,为半圆仓形状。为方便现场安装,减少现场拼接焊道数量,要求厂家沿断面方向分两段制作发运至现场(即两段拼接为一个半圆仓),纵向方向长度可取2.0~3.0m。半成品运达现场后,中国化学工程第七建设有限公司负责组对焊接剩余焊道,施焊长度约1581m。图1 为溜焦槽耐磨钢板分段图。
2.2 现场焊接存在的主要困难
耐磨钢板具有复杂的合金成分系统,在热切割过程中由于断面组织的改变极易导致延迟裂纹的产生。由材料化学成分及力学性能可知,NM550 属于低合金高强度耐磨板,具有较高的机械强度,但相对于常用钢材(例如Q345B),其碳当量较大,CEV=0.65%,具有明显的冷裂纹倾向。如果焊材的选用原则遵循等强匹配,焊缝容易出现焊缝根部超强,局部脆硬而韧性不足及热影响区脆化,在焊接过程中焊缝容易产生裂纹。
同样因为合金成分较为特殊,焊接过程中极易造成局部焊接应力过大,焊接应力无法消除的情况,对焊缝质量带来隐患。
3 耐磨钢板焊接过程控制
3.1 耐磨钢板下料及坡口加工
预防耐磨钢板产生切割裂纹最有效的方法是在切割前进行预热,预热温度高低主要取决于钢板质量等级和板厚,可采用火焰烧枪、电加热等预热方法。为确定钢板预热效果,应在靠近加热点5cm 以外位置检测预热温度。另外,低速切割也是避免切割裂纹的有效方法。对于耐磨板的切割,现场采用电加热片加热,切割前预热温度达到100℃左右为宜;并按钢板的厚度及等级选用合适的切割速度,例如20mm 钢板,切割速度以200cm/ min 为宜。
现场拼接位置需按要求开设坡口,坡口组对间隙为2mm,坡脚为45.0°,10mm/ 20mm 厚耐磨钢板钝边δ=2mm/ 4mm。图2 为耐磨钢板坡口加工图。
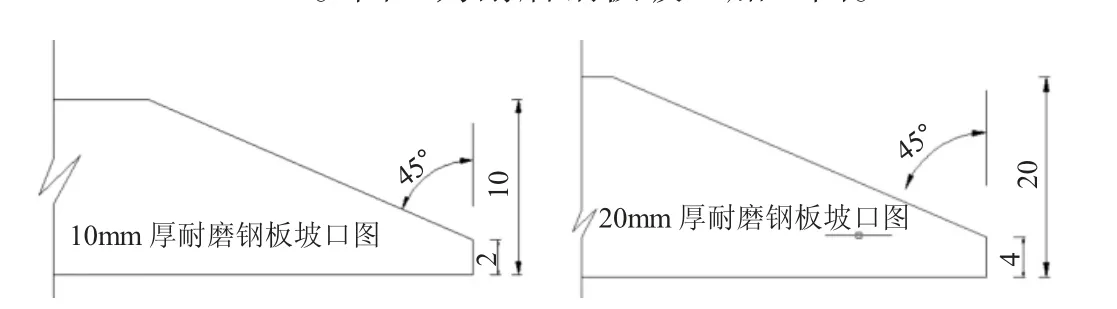
图2 耐磨钢板坡口加工图
3.2 耐磨钢板焊接焊材选用
HM550 耐磨钢板具有明显的冷裂纹倾向,如果焊材的选用原则遵循等强匹配,焊缝容易出现焊缝根部超强,局部脆硬而韧性不足及热影响区脆化。为了保证焊缝在使用过程中的强度、韧性要求,项目部选用D276 耐磨堆焊用焊材连接耐磨板的基体部分,来提高焊缝韧性,降低焊缝淬硬性,同时满足强度要求。
3.3 耐磨钢板焊接注意事项
3.3.1 焊前预热
由于耐磨钢板材质特殊性,合金成分含量较高,极易在焊接过程中产生焊接应力。为避免此类情况发生,要求焊接前及焊接过程中一直保持100~150℃伴热温度。
3.3.2 焊接线能量控制
表1 和表2 分别为10mm 和20mm 厚耐磨钢板焊接工艺参数。焊接时采用窄道,多层多道焊焊接方法,层间温度控制在150~250℃。
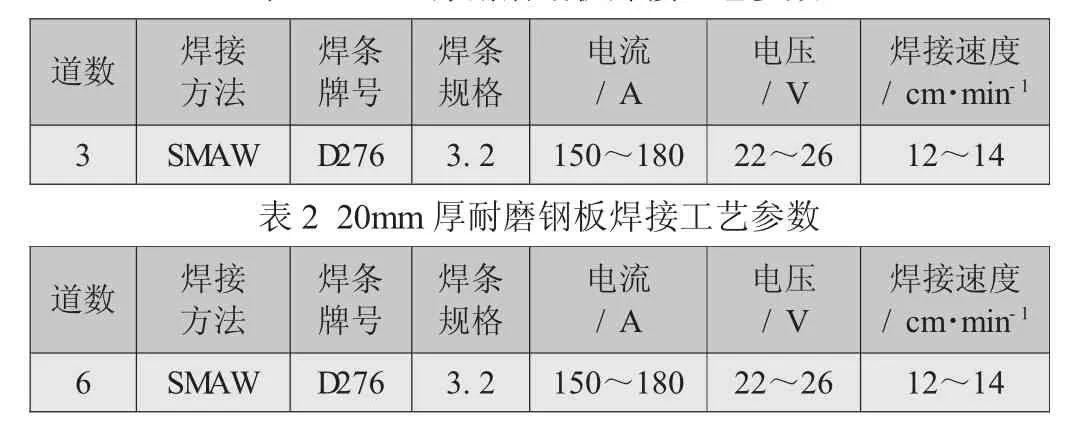
表1 10mm 厚耐磨钢板焊接工艺参数
3.3.3 焊后保温缓冷
参考相关标准规范要求该材质钢板焊接完成后不需进行焊后热处理,但需使用保温棉覆盖焊缝,使之达到缓慢冷却的要求。由于前期施工作业人员对保温缓冷要求理解不到位,该焊缝仅部分焊接完成,未注意保温缓冷要求,导致焊缝开裂。详见图3 图4。
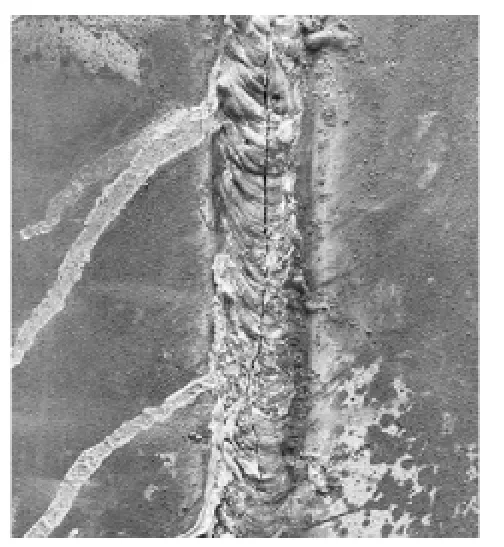
图4 耐磨钢板焊缝局部开裂
3.3.4 焊后无损检测要求
首先焊接应满足GB50205 及其他现行焊接技术规范的相关要求,耐磨钢板焊缝应满足二级焊缝的要求,不得有超出允许偏差的缺陷,具体外观检测应满足表3 中要求。其中二级焊缝需按焊缝长度20%进行超声检测,其合格等级不得低于表4 中B 级检测中的Ⅲ级要求。现场施工焊缝总长1581m,超声检测焊缝长度352m,一次检测焊缝长度350.5m,合格率为99.5%
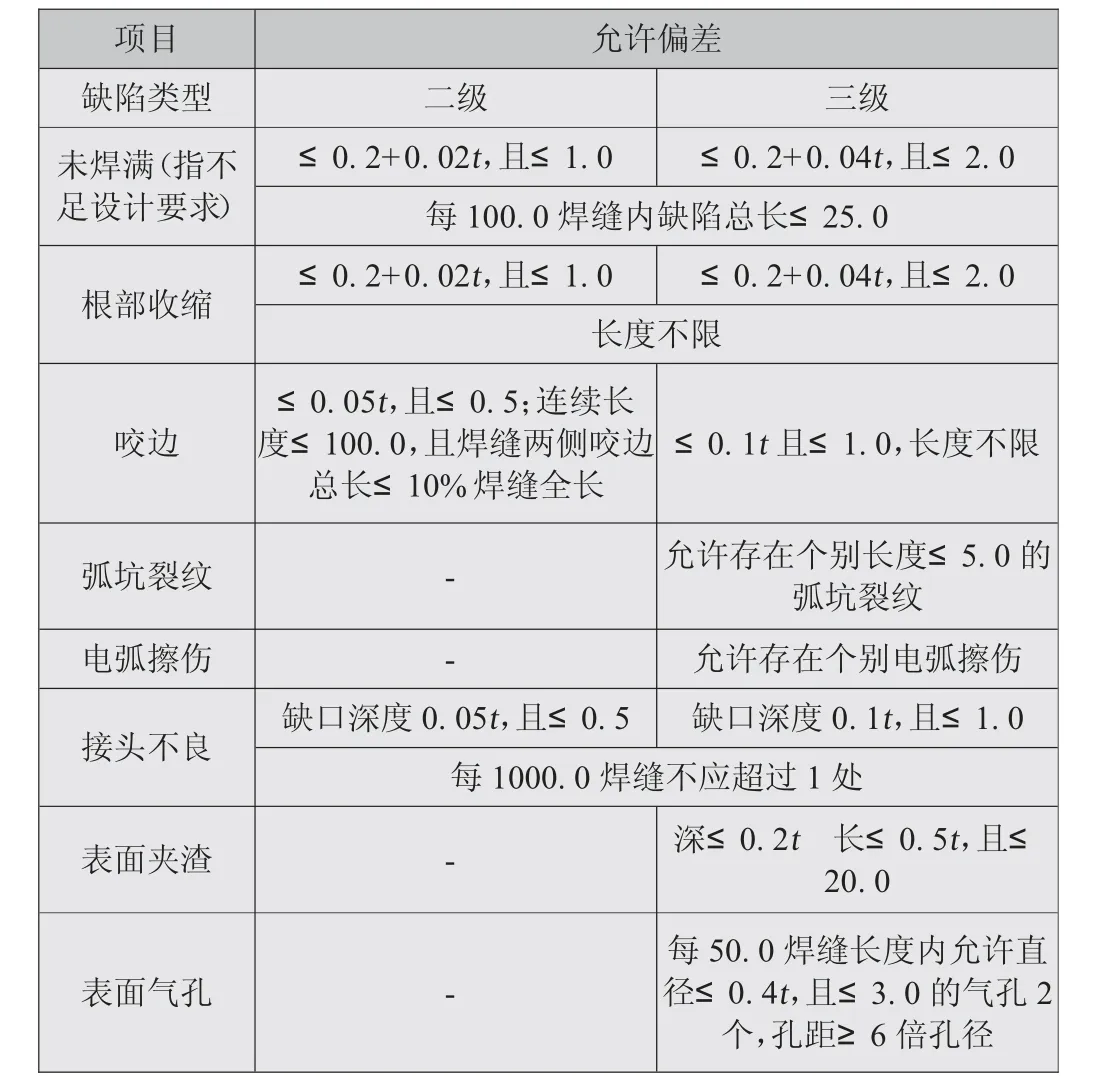
表3 二级、三级焊缝外观质量标准 mm

表4 超声波检测缺欠等级评定
4 结语
采用低组配焊接材料,在下料及焊接过程中恒温加热,并在焊接完成后进行保温缓冷等先进工艺,基本上解决了高强度耐磨钢板焊接开裂问题,大大缩短了施工工期,降低了施工成本,保证了焊接质量,广东石化炼化一体化项目中300 万t/ a 延迟焦化装置溜焦槽耐磨钢板焊接施工任务顺利完成。
