设备完整性在基层车间的应用
2023-11-29杨朋昊
杨朋昊
(中国石油化工股份有限公司扬子石油化工分公司,江苏 南京 210048)
设备安稳长满优运行,是安全生产的基础,是发展的前提。石化企业具有高温高压易燃易爆等特点,一旦出现设备故障,极易引发生产事故,造成人身伤害以及很大的经济损失。液体码头作业区是扬子石化36种液体原辅料以及产成品水路进出枢纽,承担着12种液体原辅料及产成品的接收、储存和输转任务,是扬子石化重要的装置之一。作业区大部分设备设施已使用多年,尤其部分储罐、机泵、管道使用超过三十年,存在设备老化、管线局部腐蚀、罐底板、边缘板腐蚀等问题,一旦重要设备失效、故障将引起严重的安全事故,导致重大的人身伤亡、财产损失和环境污染,对社会产生很大的负面影响。
传统设备管理存在一些问题,如设备管理标准化和共享工作开展不够,预防为主的思想还没被广泛接收,预防性工作没有全面展开,科学的KPI指标体系尚未全面建立等。如表1所示,相较国外先进企业,虽有一系列制度,但是未体系化,不能有效覆盖设备管理全过程,与国外先进设备管理企业还存在不小差距[1]。
因此,基于以上现状,我们要建立设备完整性系统,完善设备完整性平台,将预防性维修和重大风险管理等工作有序展开,达到设备可靠性提高、故障率降低等目的,让设备管理水平有了较大幅度的提高[2]。
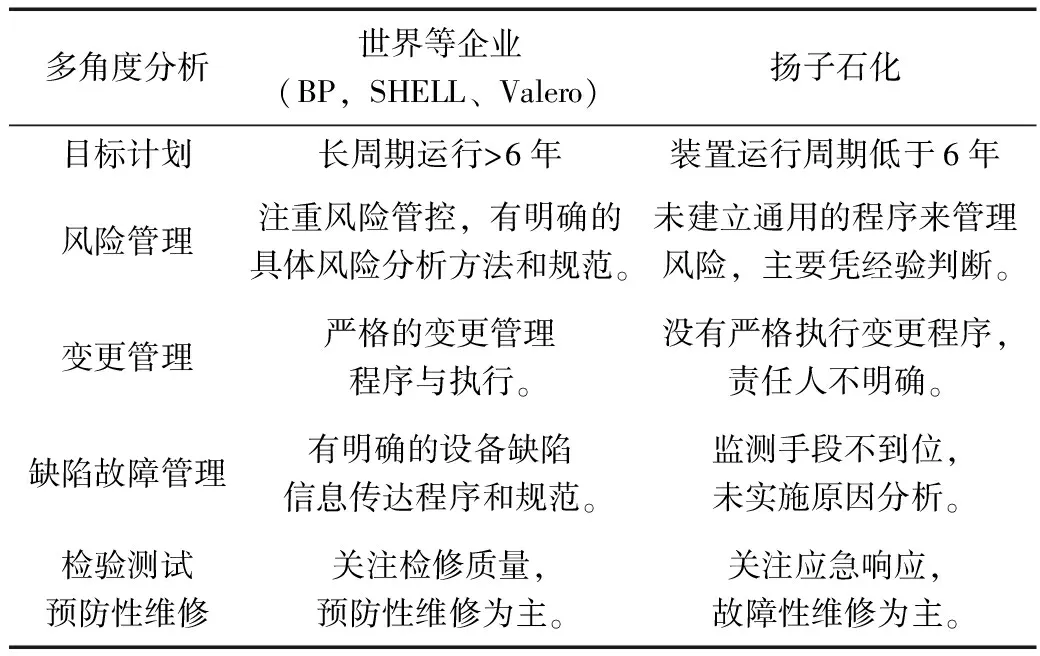
表1 扬子石化与世界先进企业设备管理差距分析Table 1 Analysis of equipment management gap between Yangzi Petrochemical and advanced enterprises in the world
1 开展设备完整性的必要性
通过风险和全生命周期的设备完整性管理体系[3],运用缺陷管理结合泵群监测、涡流扫测、在线阴极保护是防护措施等预防性监测手段,可以及时发现问题、解决问题,将设备故障消灭在萌芽状态,同时规范了现场设备管理、提升设备管理水平和管理效能,保障设备安全、高效、长周期运行,使之在以下方面得到提升:
(1)开展设备完整性可以提高整个系统的可靠性。凭借基于风险的检验技术(RBI)、可靠性为中心的维修技术(RCM)、安全水平分析技术(SIL)等技术作支撑,对设备的风险进行识别与评估,掌握其失效机理,确定有效的检测方法和频率,不仅可延长设备运转周期,亦能降低人力工时及维修设备费用,达到延长寿命、提高生产力、降低设备故障等目的。
(2)能改善现行的设备管理体制。加强专业管理,提高业务处理能力,扭转我们基层设备管理人员日常工作中被动应付的工作局面,在设备生命周期中的每一个阶段,强化程序化、标准化的实施过程,促进设备管理水平提升。
(3)设备完整性管理制度除一般检查保养工作外,还使用先进的设备检查诊断仪器,例如泵群监测、涡流扫测、外加电流阴极保护在线记录等,获取并记录设备运转状况数据,配合专业的诊断分析发现、预知设备状态及潜在异常,了解何时需要维修,制定最佳保养周期,达到设备零故障的目标。
2 应用情况
2.1 建立组织架构
针对液体码头作业区的工作现状,首先要建立设备完整性组织架构,如图1所示,主要由管理、技术、人员组成。
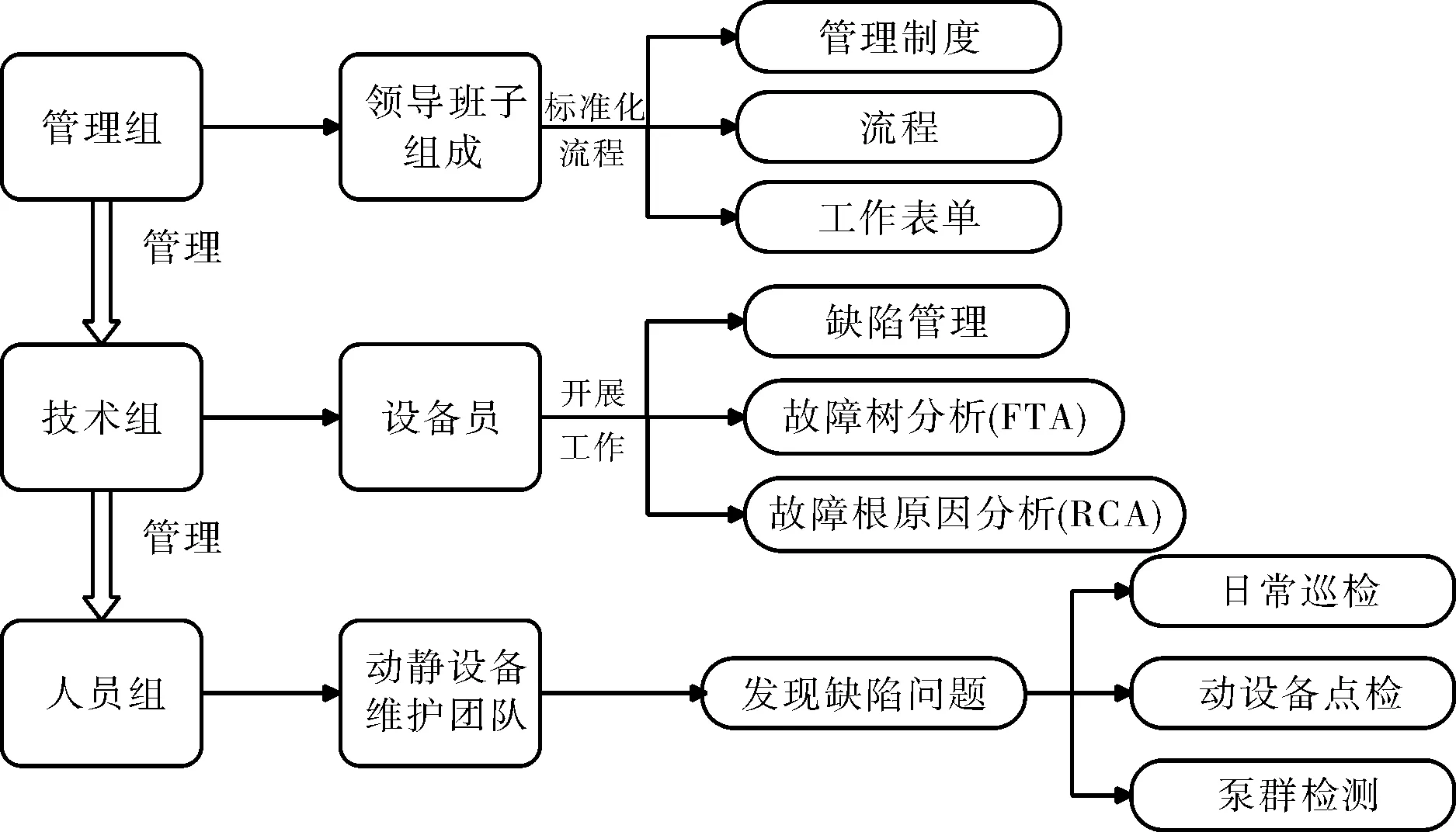
图1 设备完整性组织架构Fig.1 Organizational structure of equipment integrity
其中,领导班子降格成业务管理,根据总部及扬子石化设备完整性指导意见对作业区设备管理进行梳理,形成由管理制度、流程、工作表单构成的标准化流程。
技术组由设备员组成,开展缺陷管理、故障树分析(FTA)、故障根原因分析(RCA)、危险与可操作性分析(HAZOP)、故障模式与影响分析(FMEA)、仪表安全完整性等级(SCL)、以可靠性为中心的维修(RCM)、基于风险的检验(RBI)和基于损伤模式的设备寿命预测等工作。
人员组,主要以四个运行班和动静维保班组成,配合现场设备检维修各项业务顺利实施,通过日常巡检、动设备点检、泵群监测等手段[4],及时发现现场设备设施存在的缺陷隐患。
2.2 缺陷平台的应用
缺陷管理是对缺陷识别、传达、消除、分析、管控等环节进行管理,是设备完整性重要组成内容,如图2所示,缺陷管理的内容包括建立缺陷识别与评价标准,在设备全生命周期各阶段识别、评估设备缺陷,按其对设备完整性影响程度进行分类管理,全面推广缺陷管理系统。如图3所示,以班组为主体力量进识别与提报,以专业管理人员为主体推进确认、处置和闭环工作,缺陷处理后告知班组处理结果,最后再由领导进行验证闭环。将作业区的缺陷由设备管理人员、技术、管理三维融合,实现设备管理标准化、标准程序化、程序表单化、表单信息化。

图2 缺陷管理系统Fig.2 Defect management system
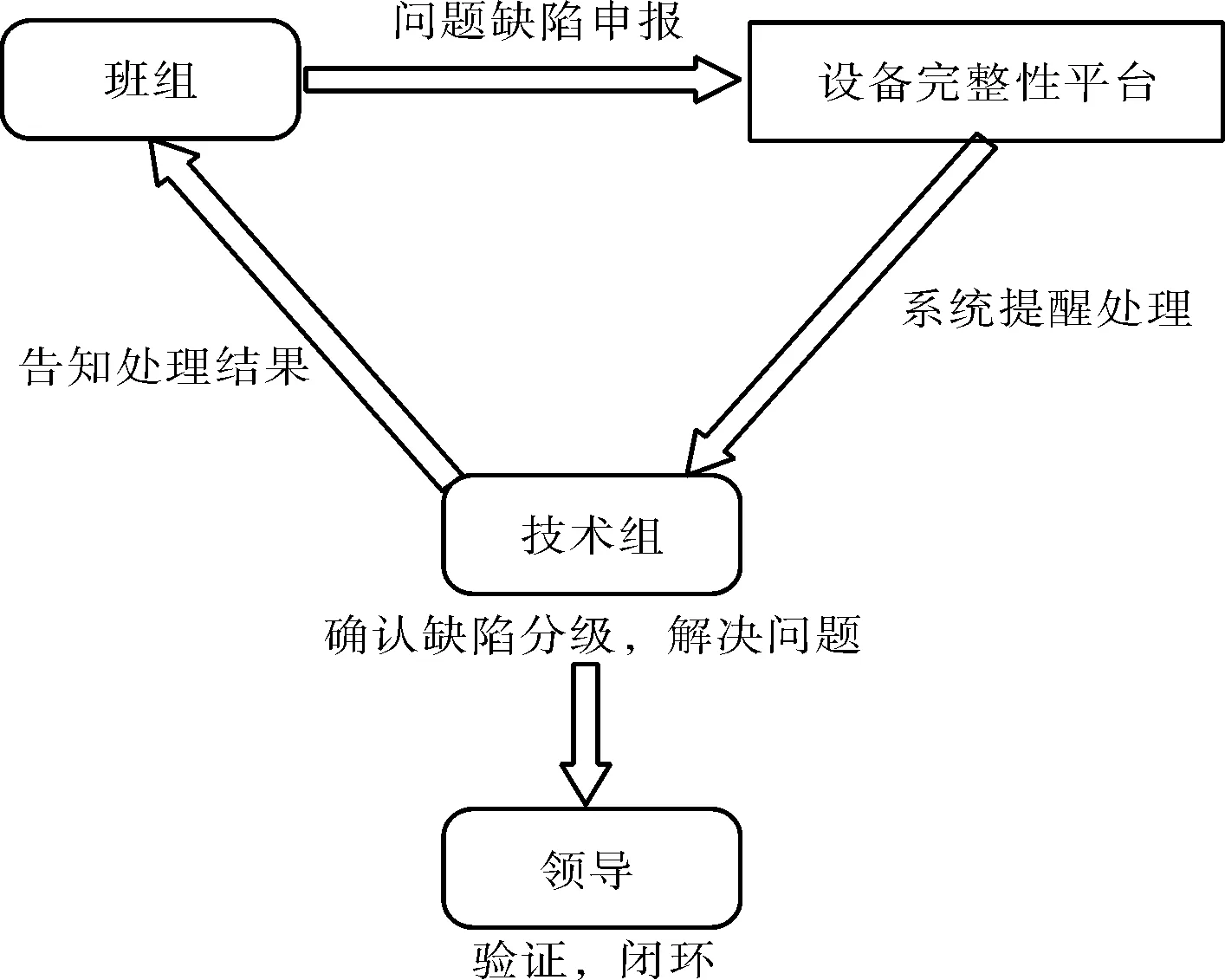
图3 缺陷分级处置闭环流程图Fig.3 The closed-loop flowchart of defect classification and disposal
2.3 基础数据建立
设备基础数据库的建设是设备完整性管理的基础,设备数据主要包含设备技术档案、设备维护记录、基础设备台账、设备合格证、设备说明书等资料。作业区对每台设备的检修,通过运用EM系统的通知单标准模板,记录专业类别、缺陷现象、缺陷等级、维修类型、配件、配件数量、配件部位、更换原因等内容。以上作为设备缺陷统计的重要凭证,通过增加字段,实现对故障的深入分析。及时上传检修方案、检修质量验收等详尽的设备数据,为日后生产中设备故障的判断和维修、设备的更新换代提供重要依据。
2.4 设备分级管理
设备分级管理是设备完整性管理的进一步提升,根据设备在工艺中的重要程度以及设备的复杂性,通过量化具体每个设备的风险,将具有相似的失效频率和失效后果的设备分类管理,通过设置不同的权重比,对各类设备进行打分,分类维护和检测,并制定相应的检修计划和维护计划,这样以来就减少了设备停用时间、同时也减少了延误生产的时间,提升设备完好率。
2.5 承接执行设备绩效指标
过去,以“完好率”、“故障率”、“泄漏率”来评价设备运行状况。 “三率”的取数基数为数以万计的设备,数据准确性难以核查验证,无法评价设备整体的管理水平。现在,作业区根据公司发布的KPI控制指标,结合作业区现场实际,将生产、能源、材料损耗等数据作为评价设备关键性绩效指标,制定“紧急抢修工时率”、“轴承平均寿命”等指标,确定车间级KPI指标13个,其中动设备指标8个,静设备指标5个。作业区每月按照公司KPI月报统计作业区指标,对未完成指标明确原因,对照改进,进一步提升作业区设备管理水平。
2.6 开展预防性维修
基于风险的检验和基于可靠性的维护是设备完整性管理的目的。常见设备的故障和损坏都是从他的易坏部件或者不可替换部件开始的,那么对于设备的状态监测和对于易损部件或特殊部件的专有维护方法便成为延长设备整体寿命,提高设备整体可靠性的关键。作业区通过各项新技术的应用,更为科学的开展预防性维修。目前,作业区安装油雾润滑系统,通过现场测温、测振检查发现较传统油浴,轴承箱平均温度降低2 ℃,振动值也有下降,机泵运行状态更加平稳。
去年,物料泵安装泵群监测系统,如图4所示,并通过系统组态在运行工况较复杂的原油泵出口增加压力斜率报警,在RCM技术理论基础上,收集近十年机泵历史缺陷数据、故障检修数据,建立故障案例库。通过比较设备实体静态特性数据与近期动态运行数据,加入设备运行环境工艺参数等约束条件,系统内设置参数报警值,并推送分析诊断。
设备管理人员可以根据泵出口异常斜率报警,调取近段运行时间机泵振动、温度趋势,结合系统推送的分析诊断进行实时评估,明确异常原因,选择合适的维修策略。系统监控作业区35台机泵,近一个季度来年推送故障预警6项次,实际执行预防性维修计划率达50%以上。
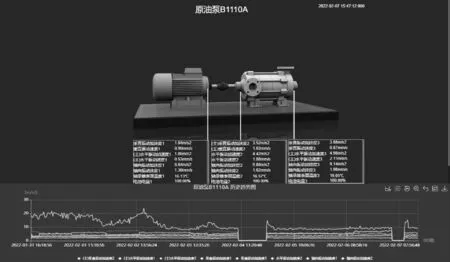
图4 泵群监测系统Fig.4 Pump group monitoring system
2.7 强化重大风险管理
作业区的主要风险是运行风险,伴随在工艺管理、设备管理,操作、作业等过程中,因此,风险识别、评价与管控是全员全方位的一项工作。设备风险管理是对设备管理过程中的风险因素及其影响、后果进行识别和分析,确定风险发生概率和严重程度。经过评估,作业区趸船防漂移,软管破裂造成物料进江是重大环保风险。因此作业区在各个浮码头、栈桥增加漂移警戒线。同时加强金属软管保护,金属软管下方铺设整片黑色橡胶垫,胶皮外增加橡胶卡箍保护定。软管悬巡检铭牌,可扫码上传巡检记录,查看软管设计文件、打压报告、更换记录等。
2.8 强化变更管理
历史上有太多的重大事故可以追溯到是设备或工艺变更没有得到有效管理而引起的。需要特别指出的是,通常设备的变更对完整性的影响比较容易识别,而工艺变更对设备完整性潜在的影响较难识别。有效的MOC管理[5]对于设备完整性管理至关重要,液体码头作业区变更管理主要做法:
(1)变更申请前,由变更申请人组织工艺、设备、安全环保、电仪、质检(若涉及)对变更进行风险评估,明确风险等级,制定相应措施,提报车间分管领导进行审核。
(2)变更申请由申请人上传至技术管理平台,报送厂相关科室评审。
(3)变更效果验证由变更申请人在1个月内上传至技术管理平台。
2.9 重视过程质量管理
过程质量管理包括前期管理、使用维护、设备修理、更新改造、设备处置。作业区设备人员按照片区分工全程参与新建项目、技改项目的设备管理工作,在每年规定时间内将设备年度更新计划上报设备管理室,并详细说明更新理由、更新内容、申报材料、备件计划,在得到批准后尽快做好变更、询价文件、技术协议等工作,制作关键设备手指口述操作卡片,规范操作,避免误操作。
3 设备完整性开展成果
设备完整性在液体码头作业区的开展和实施有了明显成效,提升了设备管理水平,完善了设备管理流程,提高了装置的可靠性,具体成果如下:
(1)设备可靠性提高。2021年度作业区可靠性指数为97.3%,特别说明的是,2021年为连续生产的第4年,全作业区设备故障情况较2020年仍下降21.6%,较2019年降低9.7%,全作业区设备保持了良好工作状态。
(2)设备故障率下降。通过预防性维修工作,作业区设备故障率明显下降。以动设备专业为例机泵设备故障检修率从2018年的15.3%降至2021年的4.6%,平均无故障间隔时间(MTBF)从13个月上升至34个月。
(3)承包商绩效提高。承包商的加班抢修次数降低,绩效显著提高。设备突发故障抢修月均加班人次由2019年的90人/月降低至2021年的11人/月。
(4)设备完整性管理体系初步建成。通过科学的组织架构,进行管理标准化、标准程序化、程序表单化,表单信息化,开创了变更管理受控,隐患排查深入、风险识别科学、管控程序规范的风险管控局面。
(5)提升本质安全,确保安全平稳生产。通过加强对风险的“根源控制”和“提前预防”,建立标准化培训制度,提高人员素质,减少人的不安全行为。通过开展预防性工作提高设备的可靠性,消除物的不安全状态;建立科学标的管理体系,确保制度、规范得以落实,减少管理缺陷和漏洞;通过设计本质安全,加强人机互补,提高环境安全因素,从而以规范制度、科学管理来提升整个系统安全可靠性,实现本质安全的基本理念。
4 结 论
目前,设备完整性在基层作业区是开展的初期,本文对设备完整性在基层的应用有了一定的学习研究。但还是存在很多不足之处,可以从以下几个方面开展下一步的研究工作:
(1)设备完整性平台要持续优化。设备完整性在技术上还需要加强,在一年多的使用中出现过两次登不上去的情况。
(2)提升工作人员的能力,技能基础要主动提升,生产操作人员是设备维护的第一道关卡。
(3)要加强对与机械、电气、仪表专业人员的评估关键设备操作规程并深入对员工的辅导培训。
