医科达Precise 直线加速器常见故障及维修分析
2023-11-29范冬冬
范冬冬
(南方医科大学南方医院,广东广州 510515)
0 引言
直线加速器是现代肿瘤疾病放射治疗的主要仪器,具有精度高、操作较为灵活、维修成本低等诸多优势。但大量实践表明,该仪器使用过程中会受到诸多因素的影响而出现一些故障,影响其在肿瘤疾病放射治疗中的应用效果,不利于患者身体的恢复。因此,当仪器出现故障时,应及时对故障进行诊断,并根据诊断结构制定最佳的故障维修方案,及时排除故障,恢复设备功能,提升设备运行效率。
1 医科达Precise 直线加速器概述
对肿瘤疾病患者进行放射治疗时,采用了由瑞典医科达公司生产的Precise 直线加速器,它配备了40 对MLC(多叶准直器),通过反光系统对肿瘤进行定位。具体来说,可将整个仪器分成4个模块,分别为:①光学摄像模块,用于对肿瘤位置、大小等信息进行拍摄,由摄像头、反光镜等元件构成;②叶片运动模块,用于调节叶片的位置,用于向患者病变位置输送放疗射线;③显示模块,用于将患者病变部位直接显示在医生眼前;④控制系统,用于对整个系统的运行进行控制。
在MLC 中共包含4 个大的参考反光点,在各分叶片上也设置了一些小的反光点。设备启动后,机头内的灯具亮起,并将小反光点照亮,以此得到清晰的成照视野。光线照射到反光镜后,将其传输给摄像头,并将其中存储的光学信号提取出来,然后以光纤为媒介将信号传输给控制板与MLC 电源分配板,以得到对象的图像信号。之后,利用光纤将处理后的图像信号传输给加速器的控制系统,以此对信号予以分析,判断患者病变位置,并发出相应控制指令,控制MLC 移动到相应位置。最后,再次对叶片位置信息进行采集、分析与计算,判断设备是否出现异常,若出现异常系统则会自动发出报错信息。直线加速器结构如图1 所示。
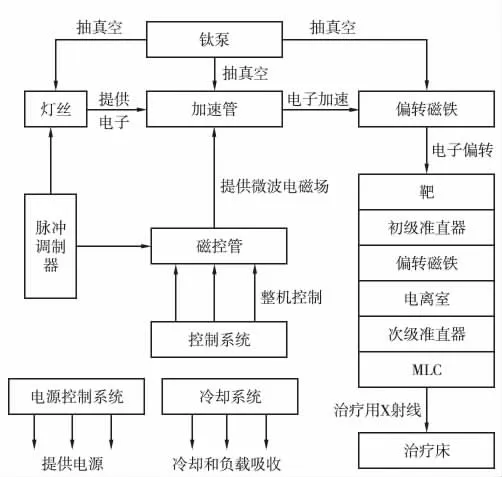
图1 医科达Precise 直线加速器结构
2 直线加速器常见故障
应用医科达Precise 直线加速器时,每年均会出现一些故障(表1)。本文选择4 例典型故障进行具体分析。

表1 设备故障发生情况
2.1 “HTCONK”报错故障
2.1.1 故障现象与诊断
医科达Precise 直线加速器启动后,设备可以正常开机,操作人员选择治疗模式后,按下出束键,设备未能正常发出放射线,并在状态栏上显示“HTOCNK”报错信息,不能对患者进行测量。出现该问题后,操作人员先将治疗模式退出,点击维修模式,并继续按下出束键,观察显示屏发现CON K 值出现了变化,由0 变为1,而CON D 与CON J 未发生改变,数值依然显示为0。查阅设备说明书可知,在出束模式下,上述3 个符号所代表的元件均匀处于闭合状态,即数值显示为1[1]。而实际上,CON K 值为1,CIN K 值与CON J 值为0,表明其对应的元件依然处于断开状态,不能向出束元件施加高压,从而导致设备无法正常运行。对设备电路图进一步分析可知,CON J 的闭合主要是利用继电器进行控制,由此对该故障作出初步判断:①ROC 供电电源异常;②DIE 电路板异常;③IRC电路板异常。
2.1.2 故障维修
根据上述故障的初步分析,先对DIE 电路板进行检测。检测时,只要将CON K 对应元件的13 与14 脚短接即可进行检测操作。若检测结果依然为0,说明DIE 电路存在异常,若结果为1,则表示该电路板无问题。本次故障检测发现,CON K 的结果是1,因而排除DIE 电路板异常的可能性。
分析电路,设备的电路板分为A、B 两部分,性能完全一致,将两部分电路板进行替换,观察设备运行情况,以进一步缩小故障范围。将ROC 电路板进行替换后,设备依然存在故障,由此判断ROC 电路板无异常。
最后,对IRC 电路板进行替换检测,替换后CON J、CON K与CON D 全部闭合,设备“HTCONK”报错信息消失。由此最终确定该故障是由于IRC 电路板出现异常而引发的,只需更换继电器即可。维修后再次将设备调节到治疗模式时,设备未出现“HTCONK”报错信息,表明该故障已解决。
2.2 停机状态机头转动故障
2.2.1 故障现象与诊断
设备处于停机状态或将设备关闭后,治疗机头依然会频繁转动,严重时甚至由0°转动到180°,不利于设备的后续使用。Precise 直线加速机运行过程中,机头控制模式主要有3 种,分别为:机房手控盒转动控制、计算机自动控制与加速器拨轮开关控制。控制模式如果出现异常,均可能引发机头转动故障。为此,维修人员先对控制计算机进行检查,发现系统内机头角度相关参数并无变化,且无人员对按键进行操作,由此排除了计算机自动控制模式出现异常。之后,对机房手控系统分析,发现其主要由拨轮开关和使能键两部分组成,只有两者同时进行操作才可导致机头控制出现异常,而两者同时出现异常的概率非常低,由此也可将机房手控系统异常排除。基于此,初步判断该故障为加速器拨轮开关异常导致的。
2.2.2 故障维修
设备机头处共有4 个拨轮开关,其中,Y 轴方向上2 个,X轴方向上2 个,用于对机头位置的调节。操作设备,使其进入到维修模式,分别观察拨轮信号,用符号Drot.Y.dem 与Drot.X.dem表示。正常操作情况下,拨轮位于中心区域,信号结果显示为0。而通过对故障设备的检测后可以发现,其值处于8~11 范围内,由此初步判断该设备Y 轴方向的拨轮开关出现了问题。将Y 轴拨轮开关向外波动之后,在其自身弹性的作用下,可自动恢复到正常状态,且中间无卡顿。将拨轮面板拆下,分别对第2、7 引脚进行测量,得到结果见表2。由表2 可知,拨轮开关一直处于正常区间内。对Y 轴方向的开关面板进行清理,设备又出现了转动异常问题,以此可以排除拨轮开关故障。由此,判断该故障可能是由设备控制电路出现问题而引发的,并对电路进行了梳理与改造,则设备未再次出现故障。

表2 拨轮开关第2、第7引脚测量结果 kΩ
2.3 12 MV 能量级电子线剂量不稳定故障
2.3.1 故障现象与诊断
设备启动后,点击治疗模式,12 MV 能量级电子线剂量数值频繁波动,同时在显示器上显示“Magnetron timer 联锁”报错信息。出现该故障后,先对设备运行模式进行调整,使设备处于维修模式。之后分别将出束参数设置成电子线20 MV、10 MV、6 MV以及X 射线15 M 与6 M,并监视系统运行情况,判断显示器是否出现“Magnetron timer 联锁”报错信息。通过检查可以发现,只有参数设置为电子线6 MV 时,才会显示“Magnetron timer 联锁”报错信息,而其他参数条件下设备均可正常运行,无报错信息。根据工作经验,结合说明书中的解释,初步判断该故障主要是由于磁控管异常引起的。
2.3.2 故障维修
根据上述分析,维修人员通过替换磁控管的方式对该故障进行处理,主要操作流程为:①将设备打开,按顺时针方向将机架调整270°,将开关、气泵完全暴露出来;②将设备关闭,并在放气口处套上一个塑料袋,并打开放气阀门,收集设备产生的有毒气体并排放到室外,以免对室内工作人员的身体健康造成危害;③关闭水管阀门,松开水管,以将管内剩余的水分排出,以免工作人员接触有毒液体而对身体健康造成危害;④将与磁控管相连的电容打开,待磁控管温度下降到一定温度后缓慢将其去除,这时后腔处于负压状态,应小心仔细地将与磁控管相连的连接管卸下,以促进后腔内外空气的流通,使内外侧气压处于同一水平;⑤将新的磁控管安装到特定位置,并依次将其与气管、电容等连接到一起;⑥对修复后的系统进行检测,以判断故障是否解决[3]。本设备器维修检测后发现,故障已得到解决。
2.4 Thy.Grid420 联锁故障
2.4.1 故障现象与诊断
将设备启动后,显示器上显示“Thy.Grid420 联锁”报错信息。本设备采用的是Cx1154 闸流管,检测该元件可以发现电压值处于正常状态。在设备机械运作模式下,进一步对栅极电压进行检测,检测结果约为DC 132 V,且呈现出不断上升的趋势。当数值达到正常设定值时,“Thy.Grid420 联锁”报错信息自动消失,整个过程用时3 min。通过上述检测现象可以判断出,闸流管元件出现异常。
依次对所有元件的电压水平进行检测,其中在阴极灯丝检测时发现该处电压不稳定,反复出现过低压与过高压的情况。由相关资料查询可知,阴极灯丝处于正常状态时电压数值为正常标准。若测量结果偏高,可初步判断其原因是设备使用时间较长,发射电子的能力降低,加之线路老化,电路内阻升高,从而在阴极出现了还原反应。若测量结果偏低,则会导致管内氢气浓度下降,使得电路导通,从而产生持续放电的现象,闸流管自动跳闸。基于上述分析,判断该故障是由于闸流管异常,使电路内电压出现较大偏差而引发的[2]。
2.4.2 故障维修
对设备检测可以发现,栅极电压为DC 132 V,储氢处的电压为AC 5.4 V,阴极灯丝处的电压为AC 5.9 V。导致这一问题的原因为:设备内氢气浓度低于正常水平,导致栅极不能正常导通,提升了电阻的阻值,与灯丝连接高压提升,使得整个设备处于超负荷工作状态。因此,对该问题的维修方法是,将储氢电压增加至5.8 V、阴极灯丝电压提高至6.1 V,将栅极电压降低至114 V,即可消除该故障。
3 总结
综上所述,医科达Precise 直线加速器工作过程中可能出现各种故障,影响设备正常使用。所以,当设备出现故障后,应根据故障现象、报错信息,通过查询说明书等方法确定故障原因,并以此为基础制定相应的维修策略,有效排除故障,为设备安全、稳定运行提供支持。
