生物质余热锅炉过热器焊接实践
2023-11-29郭琴,赵鹏,张刚
郭 琴,赵 鹏,张 刚
(首钢长治钢铁有限公司,山西长治 047500)
0 引言
山西长治首钢生物质能源有限公司是具有年处理生活垃圾36 万吨,年发电1.2 亿度的垃圾焚烧发电厂,其实现了生活垃圾“减量化、资源化、无害化”处理目标。主要设备有2 座500 t/d 的焚烧炉,2 台4.5 t/h 余热锅炉和1 台18 MW 汽轮发电机组。垃圾焚烧产生的烟气横向流经余热锅炉各级受热面,过热器吸收高温烟气热量产生过热蒸汽,最后汇集在过热蒸汽母管中供汽轮机发电。2022 年9 月,该厂2#锅炉三级过热器管道因爆管导致紧急停机,经检查发现有12 根管道出现磨损变薄和管道泄漏等情况,更换部分新管后,焚烧炉恢复正常运行。
1 过热器简介及爆管情况
1.1 过热器结构
生物质余热锅炉为单锅筒卧式自然循环水管锅炉,设置有过热器、蒸发器以及省煤器等。过热器管束高度6500 mm,垂直布置,和集箱悬吊在顶梁上一起向下膨胀。过热器系统由三级过热器组成(图1),一级由16 排Φ38×5 mm 的管子组成,材料为20G,二级为16 排Φ42×5 mm 管,三级为12 排Φ38×5 mm管,管子材料均为12Cr1MoVG。正常工况下,三级过热器管道内部过热蒸汽压力为4.0 MPa,温度400 ℃,管道外部烟气温度<650 ℃,过热器最高管壁温度<430 ℃。
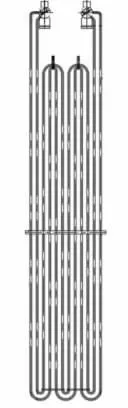
图1 三级过热器
1.2 过热器损坏情况
因长期受烟气冲刷、腐蚀,三级过热器管道有5 根管道壁出现破损,且管道破损部位上下壁都有不同程度变薄痕迹,7 根管壁经测厚仪测量,原管壁5 mm,变薄为2~4.5 mm(图2)。为解决爆管问题,必须通过更换管道方式解决。

图2 三级过热器破损情况
2 过热器焊接要求及存在的难点
2.1 焊接技术要求
三级过热器不论是管道内部过热蒸汽还是外部烟气,均为高压、高温介质,根据设计要求,焊接质量必须达到X 射线探伤I 级标准,不得存在根部内凹和根部咬边、未焊透、条形缺陷,圆形缺陷在10 mm×10 mm评定区内只能有1 个,焊缝质量要求较高。
2.2 焊接难点
(1)爆管及附近管壁均有不同程度损坏和变形,但焊接质量要求高。
(2)焊接管道时,人员必须进入炉内,而炉内存在焚烧垃圾产生的有毒有害气体,必须打开引风机形成一定负压才有利于降低有毒有害气体含量,但炉内风速会影响焊接作业。
3 更换过热器管道
3.1 焊接工艺确定
(1)用测厚仪依次对管道壁厚进行测量,选择管壁最厚处截断整体更换。
(2)依据过热器管道材料12Cr1MoVG,选择相同材料合格管道更换。
(3)为保证管道满足高温高压运行要求,采用氩弧焊单面焊双面成型。管壁厚5 mm,由打底和盖面两层组成,设备选择时代逆变机型。依据管道材料选用承压设备,使用气体保护焊,钢焊丝THT-55B2V,直径选择Φ2.5 mm。
(4)先用新旧管道对接进行试焊,确认符合探伤要求后,再进行现场焊接。
3.2 试焊情况
(1)坡口。将新旧管道坡口加工成30°,留0.5 mm 钝边,用角磨机将切口两侧15 mm 范围内打磨出金属光泽。
(2)焊接。通过多次测试,电流调整到85~90 A,气压控制在10~15 L/min,焊接中仍存在气孔,通过排查焊枪无异常,更换为纯度99.99%氩气后,未再出现气孔。重新更换管道后,留3.2 mm间隙对接,进行打底焊接,用角磨机修磨焊缝、清理干净氧化渣后实施第二层盖面焊接,新旧管道试焊完成。
(3)经X 射线探伤检测达到I 级焊缝要求,此工艺可以用于现场施焊。
3.3 焊接实施
3.3.1 焊接前准备
(1)在炉体内部适当高度用架管、木板搭脚手架,并在焊接位置用彩条布进行临时隔断,以免通风对焊接过程造成影响。
(2)将划出更换位置的旧管道进行切割、开坡口、修磨。要求做到切口平齐,坡口角度符合30°±1°。焊缝侧15 mm 范围无锈、无污、无毛刺等,并露出金属光泽。
(3)按照上下留3.2 mm 间隙准备12 根适合尺寸的管道,机加工坡口,对其焊口周边进行打磨处理,两侧15 mm 范围内无锈、无污、无毛刺等,并露出金属光泽。
3.3.2 施焊过程
(1)由一人辅助,将管道与两侧管道对正,分别检查管道与上下管的对接情况,尽可能保证管道间距为3.2 mm,与上下对接管无错边。
(2)将电流调整到90 A,气体压力调至10 L/min,对管道进行2个点位定位焊,再次确认管道对接位置未发生变化,开始打底焊接。
(3)打底焊接要保证电弧焊透根部形成焊缝,内凸小于1 mm,不内凹。打底起弧时,焊丝和焊枪角度保持70°~80°,拉低电弧进行预热,看到坡口边出现半熔化状态时,压低电弧熔化击穿钝边,使之出现一个比间隙稍大的熔孔,从而保证熔敷金属一部分过渡到焊缝根部及背面并与熔化的母材共同组成熔池。
采取适当的灭弧手法,使焊丝不断击穿熔化钝边形成熔孔,使背面形成焊缝。采用连弧焊,通过电弧反复交替燃烧与熄灭并控制熄弧时间,从而控制熔池温度、形状和位置,获得良好的背面成形和内部质量。需接头时,向焊接的反方向拉回10~15 mm,使电弧逐渐拉长很快熄灭,将收弧缩孔消除或带到焊道表面,以便在随后焊接时将其熔化掉。但回烧时间也不能太长,尽量使接头处形成斜面,不能损坏坡口两侧棱边,便于盖面时可以看清坡口。
(4)对打底焊缝实施清理,去除打底焊缝熔渣,将打底层焊缝接头打磨平整,将电流调至85 A 进行盖面。此时焊枪摆幅可加大,送丝速度要均匀,在坡口两侧停留时间比打底焊稍长一些,观察坡口两侧的熔化情况,使焊缝两侧边缘熔合良好,避免产生咬边,使焊道表面形成圆润过渡。
3.3.3 预防主要缺陷的措施
(1)防错边。由于过热器管道在工作中受热胀冷缩作用已发生变形,为避免新管与上下管道明显错边,在进行管道定位时,用钢板尺在相差90°位置进行两个位置测量,尽量做到不错边或错边量最小。定位焊要牢固可靠并复查是否有位置变化。
(2)防气孔。由于锅炉内部是一个狭长通道,又需开引风机形成负压环境,因此必须搭设防风装置保证焊接部位无影响。所用氩气纯度不得低于99.95%,并将流量调整合适。焊枪喷嘴距管道焊接位置保持3~4 mm,避免失去氩气保护作用。
(3)防未焊透。综合考虑对口间隙、坡口制备、钝边厚度等。制作新管时,必须考虑焊接间隙不小于3 mm。坡口角度具备条件的要采用机加工,否则现场打磨时要符合图纸设计或DL/T 869—2004《火力发电厂焊接技术规程》要求,壁厚小于20 mm 的焊口采用V 形坡口,单边角度不小于30°,钝边厚度在1 mm 左右。根据操作者操作技能,选择合适的线能量、焊接速度和操作手法,以增加熔透能力。
3.4 焊接质量检验
经过对12 根管道进行更换处理,进行现场X 射线检验,24道焊缝均达到I 级焊缝标准要求,按试验压力4.0 MPa 打压试验保压5 min,压降≤0.5 MPa 符合试压要求。
4 结束语
在锅炉发生爆管情况下,除对泄漏管道进行处理外,对于其他特别是相临管道的壁厚进行全面检查测量十分必要,否则极易出现开炉后不久再次发生其他部位泄漏的情况。在焊接前,让有经验的人员依据现场情况确定焊接工艺,现场严格按照焊接工艺施焊是保证焊接质量的关键,可有效避免易出现焊接缺陷,达到无损检测质量要求。本次对管道进行更换,使得新旧管道对接尺寸、焊缝质量和承载压力达到使用要求,保证了长治地区垃圾处理工作的正常进行。
