大型乙烯装置急冷油泵国产化研发与应用
2023-11-29李博源
李博源
(中国石油大庆石化公司化工一厂,黑龙江大庆 163700)
0 引言
急冷油泵是乙烯装置的重要设备,由于急冷油黏度变化大、含有大量硬质焦粉颗粒,急冷油泵的壳体、叶轮等零部件会出现严重的磨损腐蚀,严重影响泵的连续运转寿命。这类泵的性能要求已超过国产普通BB2 泵的范围,基本上是由国外著名品牌泵制造公司生产。
E3(裂解三套)装置急冷油泵出口的急冷油有两个去向:一是为裂解炉EF3110-3170 急冷器提供降温急冷油,二是为急冷油循环与工艺水换热器发生稀释蒸汽。在生产过程中,一旦急冷油泵能力不足或发生故障,将影响急冷油系统的取热、降低稀释蒸汽发生量,进而造成急冷油温度升高、黏度增大、急冷系统热量失衡,严重时装置被迫降低负荷。2018 年装置运行末期,曾多次因为急冷油泵能力不足及检修降低装置负荷,影响了装置的整体经济效益。因此,需要针对装置的工艺参数及原料特点,研制一种能够长周期稳定运行的急冷油泵,以保障急冷油系统正常运行。
1 国内外技术现状分析
1.1 国外技术现状
目前进口急冷油泵主要有两种技术类型,分别是HVOF(High Velocity Oxygen Fuel,超音速喷涂)技术和口环冲洗技术。其中,HVOF 技术初期成本投入较高,但综合维护成本相对较低;口环冲洗技术需要持续注入外部的高压冲洗源,年消耗量较大。从节能角度来看,HVOF 技术的急冷油泵更具潜力。
HVOF 工艺是将粉末注入高速火焰中,然后将粉末喷到基材上、形成致密均匀的涂层。由于基材未被加热至熔化,其性能不受涂层应用的影响。部分国外泵业公司如SULZER(美)在急冷油泵上对过流部件进行HVOF 处理,提高材料的耐磨性能。
化工一厂乙烯车间原有的3 台急冷油泵就是SULZER 生产制造的,采用超高音速喷涂技术,自2012 年10 月现场投用后至今,未出现过因过流部件冲蚀损坏而导致停机检修的情况,运行状况良好。
以德国、日本泵企为代表的急冷油泵制造厂家,主要采用口环冲洗技术。其设计思路为:通过外部高压冲洗源,对口环处进行冲洗,防止急冷油中介质颗粒对口环产生磨蚀,同时口环间隙处可以获得足够的润滑,防止发生干磨。此技术需要消耗2.5~10.0 m3/h 的冲洗液,年消耗量约5 万立方米,但在镇海炼化、中科(广东)炼化等项目也有应用。
1.2 国内技术现状
中国水利水电科学研究院对HVOF 涂层材料的抗磨蚀特性与应用进行了分析,通过磨损试验证明碳化钨涂层的磨损率远小于Cr13Ni4 材料。因此,在实验室条件下碳化钨涂层具有极强的抗磨性。
在本项目实施之前,尚没有使用HVOF 喷涂技术的国产大型乙烯装置急冷油泵。
2 技术关键点
根据目前急冷油泵工况条件和运行参数,结合日常急冷油泵检修维护经验以及密封使用经验,提出急冷油泵设计、生产、制造的技术关键点(表1)。
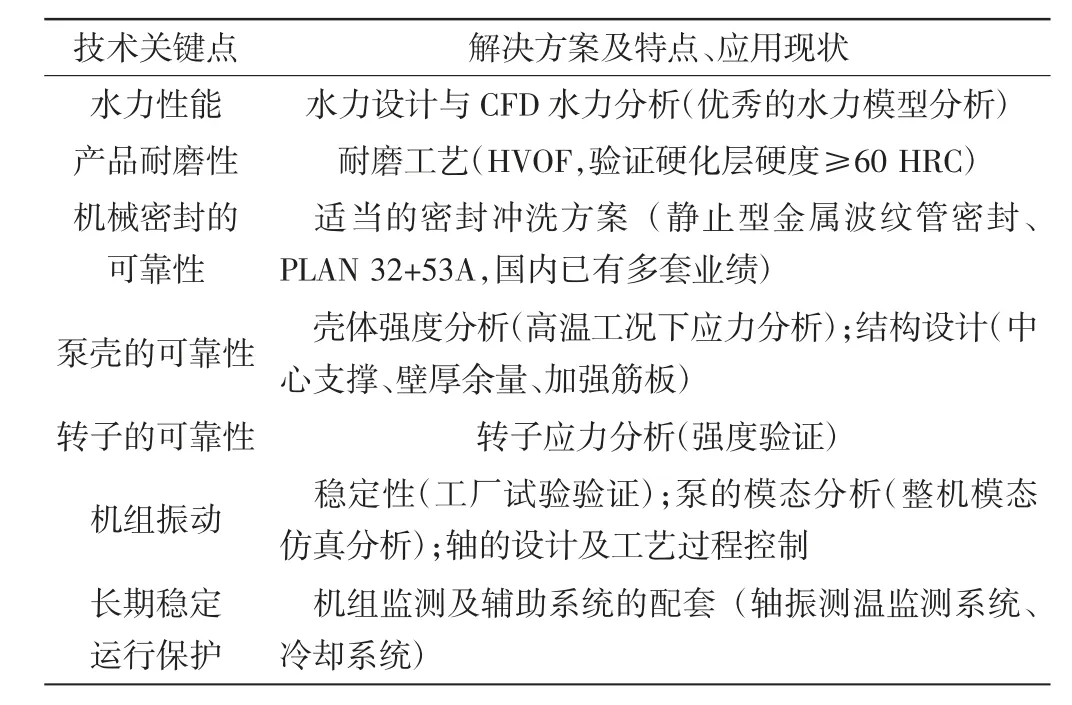
表1 急冷油泵设计、生产、制造的技术关键点
3 技术要求
当前,世界公认的泵用先进标准API 610—2010《石油石化及天然气工业用离心泵》,国产化急冷油泵也参考该标准作为研发的技术要求。额定点扬程、效率不允许有负偏差,扬程允差0~3%;额定功率性能允差在+4%;距声源1 m 处声压值不大于85 dB(A);工厂试验轴承箱油池温度不超过80 ℃,油池温升不超过39 ℃;额定汽蚀余量不允许有正偏差;关死点扬程不允许超过规定值;同时要求与现装置的3 台急冷油泵任一台并联运行,实现互为备用。
大庆石化化工一厂乙烯车间急冷油泵的设计扬程120 m,效率88%,汽化压力0.074 MPa,额定流量3267 m3/h,转速1475 r/m,功率1500 kW。
4 设计与制造特点
4.1 主体材料耐磨性的保证
叶轮和壳体采用耐磨工艺方法,可以有效防止口环处焦炭颗粒的磨损。通过对两家喷涂技术供应商技术验证、6 件喷涂样件对比、6 组结合力验证样件检验,最终确定喷涂技术主要特性满足项目应用要求:①涂层外观均匀,无划痕和裂纹;②轮口环变形量满足设计要求;③喷涂加工面PT(Penetrant Testing,渗透检测)检验无缺陷,满足设计要求;④喷涂层厚度满足设计要求;⑤喷涂层硬度不小于62 HRC,满足工艺要求;⑥口环镶装后涂层完好,满足装配要求;⑦体口环和叶轮,均匀加热至300 ℃,喷涂层完好,满足设计要求;⑧喷涂层结合力不小于40 MPa,满足设计要求。
4.2 水力模型设计
该水力模型为高效水力模型设计,采用大流量、高扬程水力设计,能够满足与现场原有进口泵并联运行要求。
通过相关试验,可以得出以下结论:①通过两组不同叶片数水力模型设计,4 次CFD(Computational Fluid Dynamics,计算流体动力学)模拟分析,国产急冷油泵额定点效率达到88.3%,满足项目效率要求;②流量扬程曲线与现场进口急冷油泵曲线(曲线斜率1.17)相近,满足并联运行要求。
4.3 主机泵振动性能的保证
主机泵采用大轴径转子抗轴振动设计和壳体抗振动设计,确保设备的振动性能。
(1)泵组模态分析。根据运行工况,分别对整机及转子进行模态分析:整机一阶固有频率为58.624 Hz,与转频(24.58 Hz)有20%以上的安全间隔,满足API 610—2010 的设计要求;转子横向一阶固有频率为82.586 Hz,扭转一阶固有频率为812.59 Hz,满足API610—2010 的横向分析和扭转分析要求。
(2)严格的制造过程管控,保证机组振动性能满足设计要求:①轴振位置“辊压”处理,粗糙度Ra0.4;②退磁处理,轴剩磁含量低于2 Gs;③轴振位置机械和电气跳动值不大于0.01 mm;④转子部件动摩擦副跳动值不大于0.05 mm;⑤轴振探头夹角检查;⑥轴瓦内孔尺寸测量。
4.4 机械密封的可靠性保证
关于国产泵机械密封的选型,可以从以下4 个方面开展。
(1)调研结果。通过调研发现,国内已实现急冷油泵机械密封国产化,主要采用PLAN32+53 冲洗方案,配静止型波纹管、效果较好,本次新国产泵决定选用PLAN32+53A 方案。
(2)结构优点。静止型波纹管,耐高温、稳定性好,而双端面机械密封设计,更符合高危泵管理要求,降低现场运行风险。
(3)价格优势。相对进口机械密封,国产机械密封价格更低,且服务相应速度更快。
通过研究可知,本次选用的机械密封可以满足项目长周期、稳定运行的要求。
5 出厂及现场测试
5.1 出厂测试
为检验国产急冷油泵整机的性能指标,确认达到设计要求。在大连深蓝泵业有限公司工厂试验台进行出厂性能验收试验,试验项目包括性能试验、运转试验、汽蚀试验,试验效果良好,满足性能指标达到API 610(第11 版)和该项目技术协议的要求。
5.1.1 试验方法
(1)性能试验的试验方法。主要分为水力性能和振动性能试验,其中前者采用的标准为GB/T 3216—2016《回转动力泵 水力性能验收试验1 级、2 级和3 级》(ISO 9906:2012,IDT)中1 级标准;后者(振动性能)采用的标准有3 个,分别为GB/T29531—2013《泵的振动测量与评价方法》、API 610—2010 和API 670—2014《振动、轴向位置和轴承温度监测系统》。
(2)运转试验的试验方法。试验方法主要有3 个:①油池温升,相关标准为API 610—2010;②噪声测量,相关标准为GB/T 29529—2013;③轴封泄漏量,相关标准为API 682—2014《离心旋转泵的轴封系统》。
(3)汽蚀试验的试验方法:GB/T 3216—2016(ISO 9906:2012,IDT)中1 级标准。
5.1.2 工厂试验结果
国产化急冷油泵出厂验收试验数据见表2。
5.2 现场测试
试验完成的国产急冷油泵于2019 年9 月出厂,2020 年8月装置现场完成所有配套施工并验收合格,并对国产急冷油泵进行了现场试运。试运一次成功,各项指标均正常,机泵各点振动均处于优良状态,全部达到工况参数要求,并能与装置原有的3 台进口急冷油泵的任一台并联运行,实现互为备用(表3)。

表3 现场试运数据
6 结束语
国产化急冷油泵经过两年的工业装置的安全稳定运行,各项性能指标达到国际先进水平,满足工业装置运转需求,标志着国内已具备大型乙烯装置急冷油泵国产化的设计和制造能力,打破了国外垄断,填补了国内空白。国产急冷油泵替代进口急冷油泵后,不仅采购成本显著下降,而且还可以为急冷油泵的维护提供快速响应和服务,降低装置运营维护成本,经济效益明显。
