盲孔硬材料数控铣削螺纹深度不合格解决方案
2023-11-24何东方何坤王宪龙谢长超吕娟娟
何东方,何坤,王宪龙,谢长超,吕娟娟
河南航天精工制造有限公司 河南信阳 464000
1 序言
高温合金通常分为镍基高温合金、钴基高温合金和铁基高温合金等。其中,镍基高温合金具有优异的高温强度、良好的抗氧化和抗热腐蚀性能、良好的疲劳性能以及断裂韧度等综合性能,被广泛应用于航空、航天、轮船和能源等领域。
GH4169作为镍基高温合金的典型材料,其难加工特性主要表现为切削力大、切削温度高、导热性差、材料高温硬度高及材料中金属化合物和硬质点较多等。加工镍基高温合金时,切削力一般为钢材的1.5~2倍,切削温度约为钢材的2倍,同时材料导热系数低、导热性差,切削热集中在刀尖,不易散热,切削产生的高温等使刀具发生严重的扩散磨损、氧化磨损和粘结磨损[1]。
2 加工难题
图1所示为我公司加工的某型号发动机用零件三维模型,产品四周有5个深度5.5mm的M4×0.7mm盲孔螺纹,产品材料为GH4169。由于螺纹较小导致螺纹铣刀太细,悬深又太长,所以刀具刚性较差。螺纹铣削过程中刀具磨损快、刀具刚性差,导致加工后螺纹有效深度不合格[2]。通过分析原因发现,刀具刚性差,使加工过程刀具受力产生让刀现象,导致实际加工螺旋线为一个上大下小的喇叭口(见图2)。
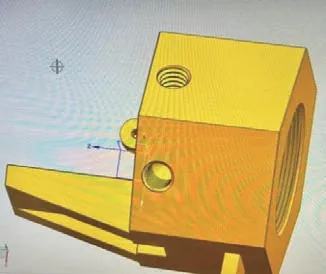
图1 产品三维模型
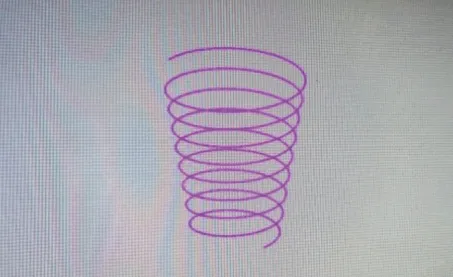
图2 不合格产品的螺旋线
产品研制阶段至今,采用的是数控铣削加工螺纹的方式,以保证螺纹孔口能用螺纹塞规止住,后续由钳工返修螺纹,以保证螺纹深度符合图样要求。但实际加工过程中,由于螺纹光孔深度和螺纹有效长度相接近,所以产品在返修时需要把丝锥前端导向部分修磨掉,修磨后丝锥寿命降低,而且材料太硬,丝锥切削时抗力大,导致产品在钳工返修时,丝锥断在产品内使产品报废的情况时有发生。此产品螺纹加工从研制阶段至今几年的时间一直是影响订单交付的瓶颈。
3 解决方案和程序编制
通过编制宏程序双层嵌套控制加工路径,一层嵌套控制机床3个直线轴联动加工锥形螺旋线,一层嵌套控制螺纹深度计算,铣上小下大的锥螺纹。程序刀具路径如图3所示,采用程序对产品让刀的方式进行反向补偿。根据产品结构和材料特性联系刀具厂商定制专用刀具(见图4),经过多次调试,找到最佳的锥度参数,最后达到螺纹数控铣削一次加工合格的效果,后续不再需要对螺纹进行返修,合格产品如图5所示。
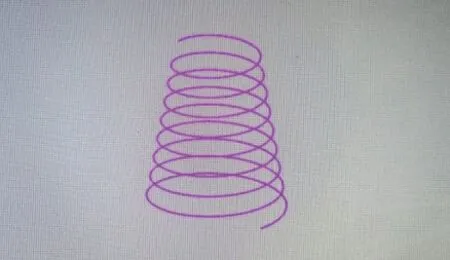
图3 程序刀具路径

图4 专用刀具

图5 合格产品
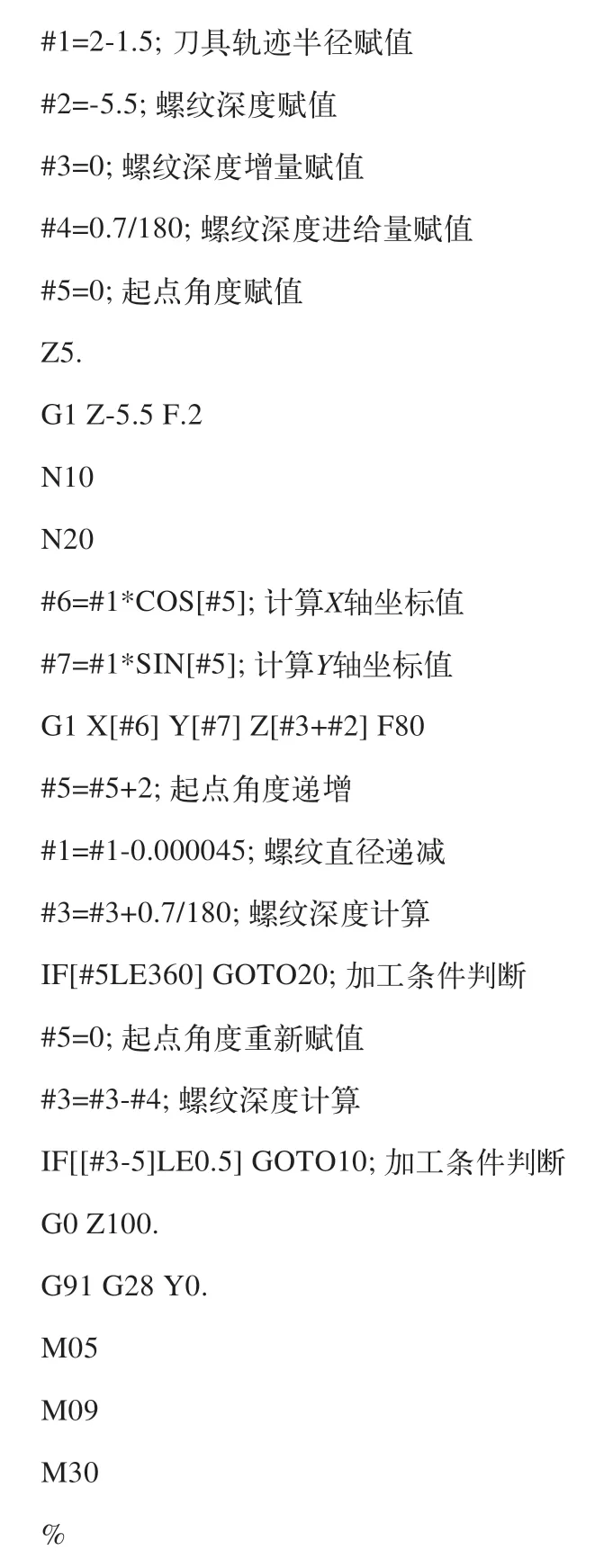
在螺纹铣削加工中,刀具的运动轨迹为一条倒锥螺旋线,采用参数化编程赋值,对刀具运动的每个点位进行计算[3]。宏程序编制以FANUC系统加工中心为例,程序如下。
4 结束语
宏程序由于允许使用变量算数和逻辑运算及条件转移,使得程序修改起来更方便、更容易,所以该程序在应对相似问题时,可以迅速修改完成并投入使用。此方案解决了公司该类产品的加工难题,使产品合格率从80%提高到97%,加工效率提高了两倍。
