磁悬浮轨排异形工件加工方法
2023-11-24郭江海胡小斌冯来义蔡永强王琛杨涛
郭江海,胡小斌,冯来义,蔡永强,王琛,杨涛
中铁宝桥集团有限公司 陕西宝鸡 721006
1 序言
高速磁悬浮车辆具有零污染,无需燃油,无有害气体排放,噪声小,乘坐舒适,爬坡能力强,以及加速、减速快等优点。磁悬浮轨排是承载磁悬浮车辆运行的线路装备,车辆通过悬浮在轨排上面实现平稳运行。传统的磁悬浮轨排生产需要人工装夹定位,采用单工位加工作业,生产耗时长,设备和人工占用多,不仅生产效率低,而且操作人员劳动强度很高,加工方法亟待改善。磁悬浮轨排的主要部件是异形工件,其属于异形非对称截面型材,国内无成形产品,不仅型号各异,而且工件表面和孔群加工精度要求很高。一根异形工件长度13m,采用传统方法至少需要9h才能完成加工。工艺创新后,单根异形工件加工时间大约只有30min,不仅效率大幅提高,而且制造精度更高。
2 异形工件加工内容及要求
异形工件形状复杂,其需加工面及其序号如图1所示,孔加工截面如图2所示。面1~面11总共11个面,均需要加工,加工量为3~5mm,要求表面粗糙度值Ra=6.3μm。工件长度最长为13m,工件数量达13000件,不仅加工面多,而且批量大。如果逐个面加工,不仅加工效率低,而且由于存在多次装夹,因此加工精度很难保证。
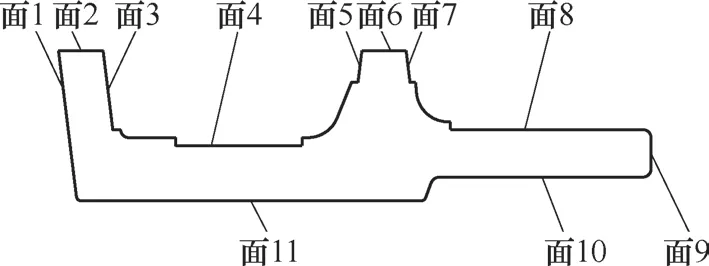
图1 异形工件需加工面及其序号
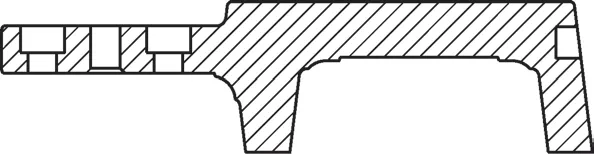
图2 异形工件孔加工截面
3 加工方法
由于此工件外形比较特殊,需加工面多,且加工精度及几何公差要求很高,为此采用加工工序集中、一次装夹多面同时加工的方法,分工位进行加工。
3.1 工位一
工位一如图3所示,工件一次装夹,同时加工面1、面11、面10和面9。加工时采用强力电磁吸盘,以面4为定位基准面,面8为辅助支撑面,在面3、面5之间采用液压缸与球面顶紧杆组合工装进行工件的装夹,工装一端装有液压缸,另一端装有球面顶紧杆,活塞杆在液压油的作用下顶紧面3,工件向面3方向移动,直至面5紧靠球面顶紧杆。面1与面9利用装在机床立柱上的两个侧铣削动力头加工,面10、面11利用安装于机床前后横梁上的铣削动力头进行加工。面1、面11、面10和面9的加工如图4所示。
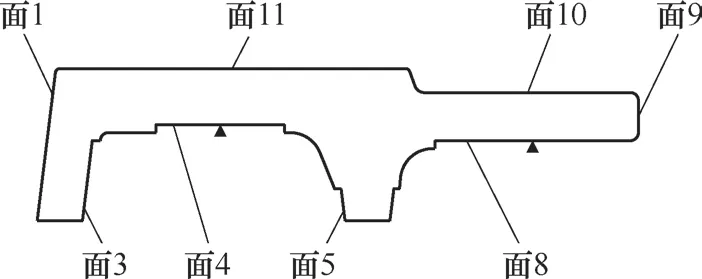
图3 工位一

图4 面1、面11、面10和面9的加工
3.2 工位二
工位二如图5所示,工件一次装夹,同时加工面2~面8,共7个面。加工时采用强力电磁吸盘,以面11为定位基准面,面10为辅助支撑面,面1、面9之间采用液压缸与定位块组合工装进行工件的装夹,面2、面4、面6和面8利用装在工作台侧面的3个铣削动力头加工,面3、面5和面7利用装在前端位置、两端带支撑横跨工作台的组合刀具与铣削动力头进行加工。面2~面8的加工如图6所示。
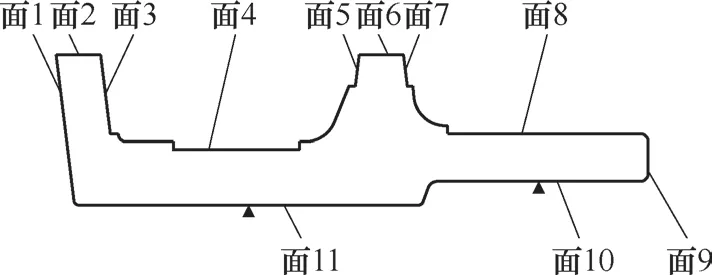
图5 工位二

图6 面2~面8的加工
3.3 工位三
工件利用装夹工装一次装夹于机床工作台上,采用刀库及换刀机械手进行不同直径孔的加工,加工时装夹原理与工位二类似。
4 结束语
本文以磁悬浮轨排异形工件为例进行工艺改进,改进后的加工及装夹方法不仅能满足大批量生产要求,而且能大幅提高生产效率与加工质量。其中的创新点和经验总结如下。
1)异形工件所有表面和通长全部需要切削加工,为此采用工序集中、分工位及多面同时加工的方法。
2)工序集中后所要加工的表面不能作为加工时的装夹定位面,避免干涉。
3)异形工件多面加工时,采用底面电磁夹紧、侧面定位及两侧辅助支撑的装夹方式。利用强力电磁吸盘、液压缸及定位块组合工装实现快速定位与装夹。
