热轧工艺对含Sn 铁素体不锈钢力学性能和耐腐蚀性能的影响
2023-11-22白杨刘沿东贺彤邵方园刘方策
白杨,刘沿东,贺彤,邵方园,刘方策
(1 辽宁工程技术大学 材料科学与工程学院,辽宁 阜新 123000;2 东北大学 材料各向异性与织构教育部重点实验室,沈阳 110819;3 东北大学 分析测试中心,沈阳 110819)
铁素体不锈钢因具有导热系数大、膨胀系数小、抗氧化性好等优点,在家用电器、厨房用具、汽车排气系统等领域得到了广泛应用。然而,铁素体不锈钢也存在着不足,其塑韧性较差,传统铁素体不锈钢的伸长率只有22%~30%,在加工性方面其适用范围受到一定的限制。此外,传统铁素体不锈钢的成形性能和耐点蚀性能较差,易产生表面皱折,制约着铁素体不锈钢的发展[1-2]。近年来,微合金化成为优化铁素体不锈钢各项性能的重要手段,并取得了良好的成效。
Sn 微合金化铁素体不锈钢是新一代Cr,Ni 资源节约型不锈钢。2010 年,新日铁住金不锈钢株式会社首次成功开发出低间隙含Sn 铁素体不锈钢。此类钢材具有较低的Cr 含量,并且不添加Ni 和Mo 等元素,使生产成本大幅降低。在性能方面,加入微量Sn 元素可显著提高铁素体不锈钢的耐腐蚀性,同时钢材的成形性能也得到加强[3-4]。目前,我国对含Sn 铁素体不锈钢的研究已取得了重要进展[5-7],进一步优化化学成分,探索加工工艺条件,并通过微观组织的调控,获得低成本高性能的含Sn 铁素体不锈钢,具有重要的研究意义。
一般来说,铁素体不锈钢薄板的生产是经过板坯连铸、热轧、热轧板退火、酸洗、冷轧及退火等一系列的生产流程。其中,热轧是此生产流程的一个重要环节。目前,大多数研究集中在热轧工艺对铁素体不锈钢成形性能和抗起皱性能的影响[8-10]。Zhang 等[11]对比研究了不同终轧温度下超纯21%Cr 铁素体不锈钢的成形性和表面皱折,表明降低终轧温度可显著提升成形性能,降低表面起皱。这是因为低温轧制时热轧板的组织存在大量剪切带,从而促进再结晶形核,细化再结晶组织。此外,剪切带处形成大量{111}∥ND取向的再结晶晶核,从而提高γ 纤维织构的取向密度。刘海涛等[12]提出采用较低的终轧温度有利于铁素体不锈钢冷轧退火板形成细小均匀的再结晶组织和较强的再结晶织构,并消除γ 纤维织构的偏转,从而提高成形性能。Ma 等[13]认为优化轧制工艺可降低{001}〈110〉织构组分的含量并细化晶粒,从而降低430 铁素体不锈钢在成形过程的起皱高度。以上研究均表明热轧工艺的优化对铁素体不锈钢成形及抗皱折性能的提升具有重要影响。然而,目前关于热轧工艺对铁素体不锈钢力学性能和耐腐蚀性能影响的研究较少。此外,对于Sn 微合金化铁素体不锈钢,能否通过热轧工艺的优化来调控微观组织从而提升力学性能、耐腐蚀性能等至今仍不清楚。探究热轧工艺对含Sn 铁素体不锈钢组织、力学及耐点蚀性能的影响规律,开发出低成本并具有优良性能的铁素体不锈钢,已成为迫切需要研究的课题。
本工作系统地研究了不同热轧工艺下含Sn 铁素体不锈钢在后续热轧板退火以及再结晶退火过程的微观组织演变,以及冷轧退火板的力学性能和耐腐蚀性能的变化规律,为设计和研发具有优良力学性能和耐腐蚀性能的含Sn 铁素体不锈钢提供理论基础。
1 实验材料与方法
实验所用材料是Sn 微合金化铁素体不锈钢,化学成分如表1 所示。实验材料经冶炼并浇铸成50 kg 钢锭。铸锭开坯至70 mm 厚度后在加热炉内进行加热,温度为1200 ℃,时间为2 h,随后利用热轧试验机热轧。开轧温度为1150 ℃,终轧温度分别为940,870,800,730 ℃,并热轧至5 mm。然后将热轧板在真空退火炉中进行退火,温度为950 ℃,保温时间为5 min。热轧退火板经酸洗后采用冷轧试验机进行冷轧,冷变形量为80%,厚度为1 mm。最后,将冷轧板在管式退火炉中进行再结晶退火,温度为900 ℃,保温时间为2 min,得到最终的冷轧退火板(成品板)。

表1 含Sn 铁素体不锈钢的化学成分(质量分数/%)Table 1 Chemical composition of Sn-containing ferritic stainless steel(mass fraction/%)
用于显微组织观察的金相试样纵截面经磨平、抛光、腐蚀后,采用OLYMPUS-GX71 金相显微镜观察微观组织。采用 JSM-7001F 型扫描电子显微镜(SEM)配备的 HKL Channel 5 电子背散射衍射(EBSD)系统对冷轧退火板的微观组织进行观察并进行晶粒尺寸统计。宏观织构测量在X’Pert PRO 型X射线衍射仪上进行,采用CoKα辐射,通过测量{110},{200}和{211}三张不完整极图,并采用Bunge 级数展开法计算取向分布函数。按国标GB/T 228—2010 在AG-XPLUS 电子万能试验机上进行室温拉伸测试,测定冷轧退火板的抗拉强度、屈服强度、断后伸长率和加工硬化指数n值。薄板成形性能采用塑性应变比(r值)和杯突值(IE)来表征,按国标GB/T5027—2016 沿与轧向(RD)成0°,45°和90°方向制备拉伸试样,在试验机上测得各方向上塑性应变比r0°,r45°和r90°,按r=(r0°+2r45°+r90°)/4计算塑性应变比。按GB/T 4156—2007 在GBS-60 型数显半自动杯突试验机上进行杯突实验并记录杯突值。电化学极化曲线测试由CS2350型CorrTest4 电化学工作站完成。测试体系为三电极体系,辅助电极为铂电极,参比电极为饱和甘汞电极,冷轧退火板样品为工作电极。采用动电位扫描法对试样在25 ℃、质量分数为3.5%的NaCl 溶液进行极化曲线测定,扫描速率为5 mV/s,范围为-0.7~0.5 V,频率为5 Hz。按GB/T 17897—2016,将不同终轧温度的冷轧退火板试样在35 ℃、质量分数为6%的FeCl3溶液腐蚀浸泡72 h,并采用JSM-6510A 扫描电子显微镜观察腐蚀形貌。
2 结果与分析
2.1 微观组织
图1 为不同热轧终轧温度下热轧退火板的微观组织。终轧温度为940 ℃和870 ℃时,热轧板经退火后,大部分晶粒已经发生了再结晶,但仍存在部分带状变形铁素体晶粒。此外,热轧退火板中再结晶晶粒的等轴化程度较低,大部分晶粒呈椭圆形,晶粒较粗大,表明退火过程中静态回复较严重。终轧温度为800 ℃时,热轧板经退火后,热轧变形带已完全被再结晶晶粒所取代,并且晶粒比较均匀,等轴化程度较高,晶粒尺寸显著减小。终轧温度为730 ℃时,热轧退火板的再结晶晶粒尺寸进一步减小。因此,随着终轧温度的降低,热轧退火板的再结晶程度逐渐提高,再结晶晶粒逐渐细化。
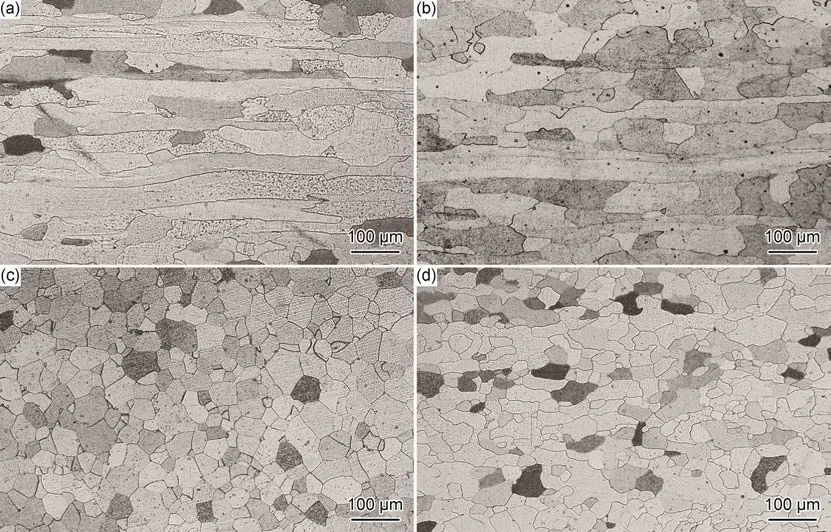
图1 不同终轧温度下热轧退火板的微观组织(a)940 ℃;(b)870 ℃;(c)800 ℃;(d)730 ℃Fig.1 Optical microstructure for hot rolled and annealed sheets with different finishing rolling temperatures(a)940 ℃;(b)870 ℃;(c)800 ℃;(d)730 ℃
图2,3 分别为不同终轧温度下冷轧退火板的微观组织及晶粒尺寸分布。终轧温度为940 ℃时,冷轧退火板大部分晶粒已实现完全再结晶,此时晶粒较粗大,晶粒尺寸为20~35 μm,在部分晶粒内部出现了异常粗大的晶粒,个别晶粒尺寸达到了50~60 μm,晶粒尺寸分布严重不均。终轧温度为870 ℃时,冷轧退火板的晶粒尺寸为15~25 μm,但晶粒尺寸仍然不均匀,粗大的再结晶晶粒依然存在。终轧温度为800 ℃时,冷轧退火板的晶粒尺寸为10~20 μm,晶粒尺寸适中,均匀化程度较高。终轧温度为730 ℃时,冷轧退火板的晶粒尺寸为5~15 μm,组织中存在很多极其微小的晶粒。综上,冷轧退火板的再结晶晶粒尺寸随着终轧温度的降低而逐渐减小。终轧温度的降低有益于细化冷轧退火板的再结晶组织。
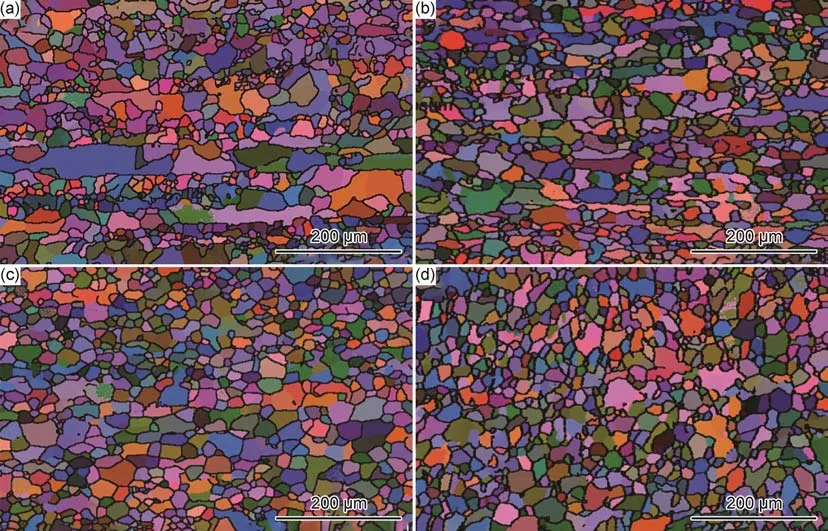
图2 不同终轧温度下冷轧退火板的微观组织形貌(a)940 ℃;(b)870 ℃;(c)800 ℃;(d)730 ℃Fig.2 Microstructure of cold rolled and annealed sheets with different finishing rolling temperatures(a)940 ℃;(b)870 ℃;(c)800 ℃;(d)730 ℃
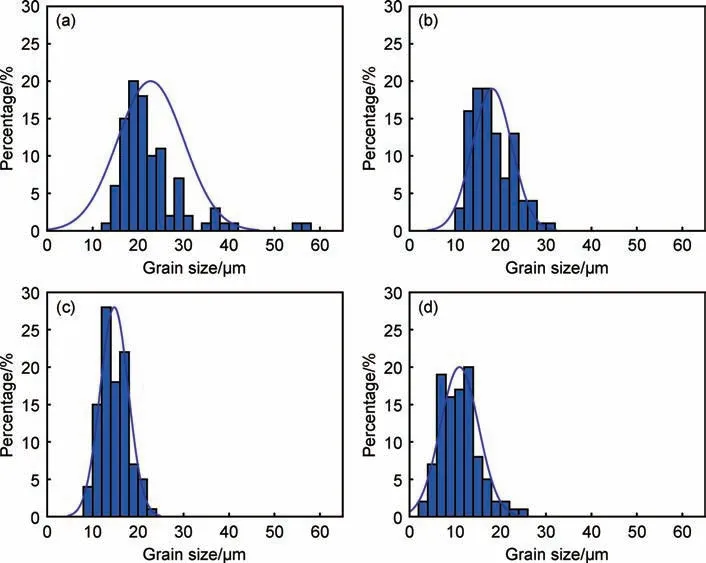
图3 不同终轧温度下冷轧退火板的晶粒尺寸分布(a)940 ℃;(b)870 ℃;(c)800 ℃;(d)730 ℃Fig.3 Grain size distribution of cold rolled and annealed sheets with different finishing rolling temperatures(a)940 ℃;(b)870 ℃;(c)800 ℃;(d)730 ℃
图4 为不同终轧温度下冷轧退火板的中心层织构的φ2截面图。在不同的热轧工艺下,冷轧退火板的再结晶织构均由较强的以{111}晶面平行于轧制平面为特征的γ 纤维织构组成。随着终轧温度的降低,γ 纤维织构的取向密度呈现显著增强后略有减小的趋势,在终轧温度为800 ℃时达到最大值。终轧温度为940 ℃和870 ℃时,γ 纤维织构较弱,这是由于冷轧退火板的某些晶粒异常粗大,这些粗大的晶粒大量吞并周围α,γ 取向的晶粒,导致γ 纤维织构的取向密度较低[12]。终轧温度为800 ℃时,冷轧退火板得到了均匀、规则、具有较高取向密度的γ 纤维织构,强点为{111}〈112〉,取向密度达到最大值f(g)=14.3。这是由于此时成品板存在大量均匀的等轴晶,因此再结晶织构较均匀且取向密度达到了最大值。终轧温度降低至730 ℃时,γ纤维再结晶织构的强点偏离{111}〈112〉并向{554}〈225〉偏转,导致织构的取向密度略有下降。
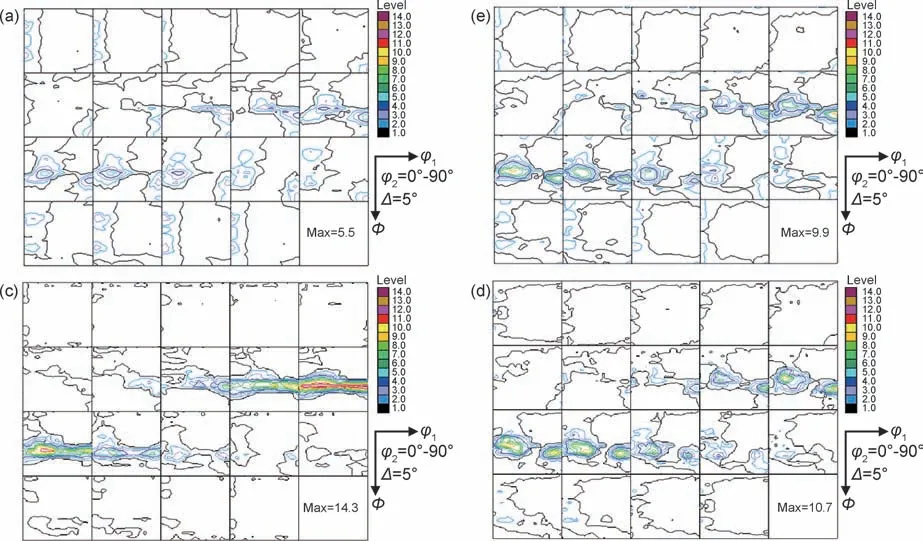
图4 不同终轧温度下冷轧退火板的中心层织构的φ2截面图(a)940 ℃;(b)870 ℃;(c)800 ℃;(d)730 ℃Fig.4 Textures(φ2 sections)in the central layer of cold rolled and annealed sheets with different finishing rolling temperatures(a)940 ℃;(b)870 ℃;(c)800 ℃;(d)730 ℃
铁素体不锈钢在热轧过程中易于发生动态回复,不能发生动态再结晶。变形温度越高,铁素体不锈钢在热轧过程的动态回复越快[11-12]。动态回复的发生将降低变形储存能,从而减小热轧退火板的再结晶驱动力,对再结晶的发生起到一定的抑制作用。此外,变形温度越高,热轧的道次间隔时间越短,使畸变能降低,再结晶驱动力减小,不利于热轧板退火时再结晶过程的进行。因此,终轧温度为940 ℃和870 ℃时,热轧退火板的再结晶不充分,以变形铁素体组织为特征的热轧组织在退火后仍未能完全消除。随着终轧温度的降低,动态回复减轻,加工硬化程度提高,热轧板的变形储存能增加,为其后的热轧退火过程提供了更大的再结晶驱动力,使热轧退火板的再结晶程度逐渐提高。并且,随着终轧温度的降低,热轧的道次间隔时间增加,为静态再结晶的顺利进行提供了时间,使畸变能增大,再结晶驱动力提高,从而提高了热轧退火板的再结晶程度,并细化了再结晶晶粒尺寸。因此,终轧温度为800 ℃和730 ℃时,热轧退火板呈现完全的再结晶组织,晶粒逐渐得到细化、均匀化。不同终轧温度下热轧退火板的这种不同的组织状态遗传到冷轧板及其退火板,最终导致再结晶晶粒尺寸随着终轧温度的降低而逐渐减小。从织构的角度来看,终轧温度的降低增加了变形储存能,促进了冷轧退火过程的再结晶,从而增大γ 纤维织构的取向密度。因此,终轧温度由940 ℃降至800 ℃,冷轧退火板的γ 纤维织构显著增强。但是,终轧温度进一步降至 730 ℃时,由于终轧温度过低,轧制时的变形抗力增大,表层剪切变形和中心层平面变形的差异增大,因此,形成了不均匀的再结晶织构,并且织构的取向密度略有下降。综上,通过调整热轧工艺,终轧温度为800 ℃的冷轧退火板得到了均匀、等轴、晶粒尺寸适中的再结晶组织和均匀、规则、具有较高取向密度的再结晶织构,为含Sn 铁素体不锈钢性能的优化创造了有利条件。
2.2 力学性能
不同终轧温度下冷轧退火板拉伸样的工程应力-应变曲线如图5 所示,力学性能和成形性能见表2。终轧温度由940 ℃降至730 ℃时,屈服强度(ReL)由280 MPa 增至338 MPa,抗拉强度(Rm)由429 MPa 增至526 MPa。因此,终轧温度的降低有利于实验钢强度的提高。此外,终轧温度由940 ℃降至730 ℃时,断后伸长率(At)呈现显著升高后略有降低的趋势,在终轧温度为800 ℃时达到最大值42%。在此热轧工艺下,实验钢获得强度和塑性的良好配合。此时含Sn 铁素体不锈钢的Rm,ReL,At分别为509,331 MPa,42%,具有最佳的力学性能。对于SUS430 铁素体不锈钢而言,其Rm,ReL,At分别为450,205 MPa,22%。因此,优化热轧工艺后,含Sn 铁素体不锈钢的强度和塑性较SUS430 铁素体不锈钢得到显著提升。根据金属固溶强化机理[14],溶入铁素体基体的 Sn 元素会造成晶格畸变,增加位错运动的阻力,使滑移难以进行[15],起到固溶强化的作用。有文献指出,Sn 元素在铁素体中具有较大固溶度,每1%(质量分数)的固溶Sn 元素在铁素体的屈服强度增量为113 MPa[16]。因此含 Sn 实验钢强度的增加,可能是 Sn 元素固溶在铁素体不锈钢基体进行固溶强化的结果。此外,优化热轧工艺后,冷轧退火板呈现均匀的等轴铁素体晶粒,也有利于实验钢强度和塑性的提高。综上,Sn 微合金化并优化热轧工艺可提高铁素体不锈钢的拉伸性能。
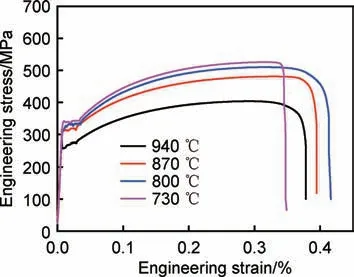
图5 不同终轧温度下冷轧退火板的工程应力-应变曲线Fig.5 Engineering stress-strain curves of cold rolled and annealed sheets with different finishing rolling temperatures
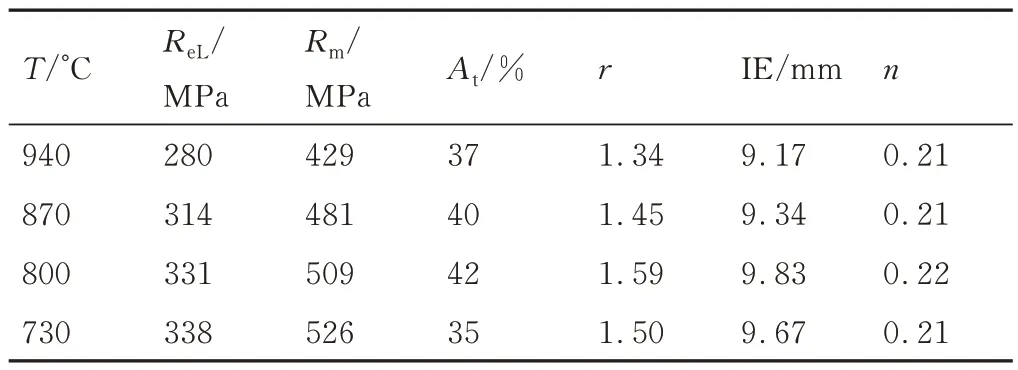
表2 不同终轧温度下冷轧退火板的力学性能和成形性能Table 2 Mechanical properties and formability of cold rolled and annealed sheets with different finishing rolling temperatures
不同终轧温度下实验钢的力学性能与微观组织密切相关。细化晶粒可使金属材料的强度和塑性均显著提高。这是由于减小晶粒尺寸可使晶界增多,而晶界上的杂质和缺陷较多,则位错被阻滞的地方越多,从而提高多晶体的强度。此外,减小晶粒尺寸导致一定体积金属内部的晶粒数目增多,塑性变形可以被更多的晶粒所分担,塑性变形较均匀,应力集中较小,从而提高塑性。本研究中,终轧温度在940~730 ℃范围内,随着终轧温度的降低,冷轧退火板的晶粒尺寸显著减小,导致Rm和ReL明显提高。具体来说,终轧温度为940 ℃和870 ℃时,冷轧退火板的再结晶晶粒粗大且分布不均匀,从而降低了强度和塑性。终轧温度为800 ℃时,冷轧退火板中均匀、等轴的铁素体晶粒有利于提高力学性能,使强度和塑性均达到较好的状态,并且断后伸长率获得了最大值42%,解决了传统铁素体不锈钢因塑性较差而造成的加工成形性能局限性的问题。终轧温度为730 ℃时,冷轧退火板的晶粒尺寸最小,因此Rm和ReL达到最大值。但是,由于轧制温度过低,在加工过程中会产生加工硬化和残余应力,因此,At出现了一定程度的降低。综上,终轧温度为800 ℃时,实验钢获得最佳的拉伸性能。
塑性应变比(r)是衡量铁素体不锈钢薄板深冲成形性能的重要指标。r值越大,薄板抵抗外力变形的能力越好,深冲成形性能越好。终轧温度在940~730 ℃范围内,随着终轧温度的降低,冷轧退火板的r值呈现显著增大后略有减小的趋势,在终轧温度为800 ℃时,r达到最大值,深冲成形性能最佳。在铁素体不锈钢中,平行于板面的{111}织构强度与衡量板材深冲性能的塑性应变比r具有紧密联系,即{111}织构的强度越高,r越大,深冲成形性能越好[17]。由图4可知,随着终轧温度的降低,冷轧退火板γ 纤维织构的强度呈现显著上升后略有下降的趋势,终轧温度为800 ℃时,γ 纤维织构的强度达到最大值,与r值随终轧温度的变化趋势相一致。由此可知,终轧温度为800 ℃时,实验钢获得最佳的深冲成形性能。
杯突实验是一种常用来表征金属板材成形性能的实验,它反映了金属板材在成形过程的局部拉胀成形能力。金属的杯突值(IE)越大,拉胀成形性能越好。不同终轧温度下实验钢杯突实验的宏观形貌如图6 所示。试样进行杯突实验时,受到径向拉应力和切向拉应力的双重作用,其中径向拉应力占据主导地位,其大小取决于金属板材的强度。随着终轧温度的降低,再结晶组织逐渐细化,Rm和ReL显著提高,从而提高了拉胀成形能力。此外,由表2 可知,随着终轧温度的降低,IE 呈现显著增大后略有降低的趋势,在终轧温度为800 ℃时达到最大值9.83 mm,拉胀成形性能最好。加工硬化指数n值是影响杯突实验结果的主要因素,也是决定拉胀成形好坏的指标。n值越大,变形中应变分布越均匀,材料不易出现颈缩,拉胀成形性能越好[15]。此外,较高的塑性也有利于拉胀成形性能的提高。终轧温度为800 ℃时,n值和At分别达到最大值0.22 和42%,获得最佳的拉胀成形性能。然而,终轧温度降至730 ℃时,IE 呈现一定程度的降低,这主要是由于此时终轧温度较低,产生了一定的加工硬化现象,降低了塑性,造成拉胀成形性能的下降。综上,终轧温度为800 ℃时,实验钢获得最佳的拉胀成形性能。
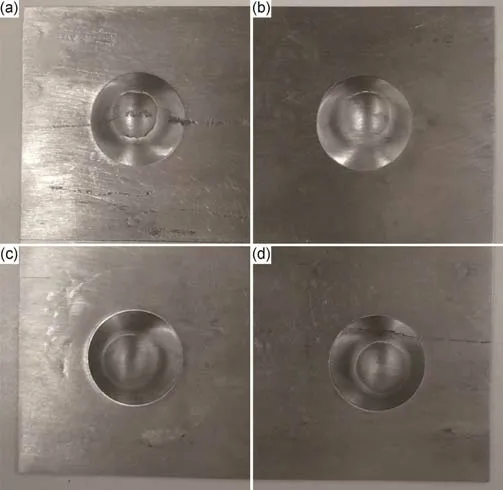
图6 不同终轧温度下含Sn 铁素体不锈钢的杯突实验宏观形貌(a)940 ℃;(b)870 ℃;(c)800 ℃;(d)730 ℃Fig.6 Macroscopic morphology of cupping test in Sn-containing ferritic stainless steel with different finishing rolling temperatures(a)940 ℃;(b)870 ℃;(c)800 ℃;(d)730 ℃
2.3 耐腐蚀性能
不锈钢在大气、土壤和海水等介质中发生的腐蚀一般为电化学腐蚀,这类腐蚀最普遍、最常见又比较严重。近年来,应用于海洋工程领域的不锈钢的开发已成为重要的课题,提高铁素体不锈钢的耐腐蚀性能已成为亟待解决的问题[18]。因此,本研究采用3.5%NaCl(质量分数,下同)溶液代替海水,以模拟实验钢在海水中的腐蚀过程,并观察分析不同终轧温度下含Sn 铁素体不锈钢的耐腐蚀情况。
图7 为不同终轧温度下实验钢在3.5%NaCl 溶液的极化曲线,电化学腐蚀参数见表3。终轧温度在940~730 ℃范围内,随着终轧温度的降低,点蚀电位(Eb)呈现先增后减的趋势,在终轧温度为800 ℃时,Eb达到最大值0.25 V。Eb是衡量不锈钢在卤化物介质点蚀倾向的重要指标。Eb越高,金属的钝化状态越稳定,耐腐蚀性能越好。当金属达到Eb后,氯离子与氧竞争吸附,促使金属离子进入溶液,在新露出的金属基体上形成蚀坑,钝化膜发生破裂[19]。因此,终轧温度为800 ℃时,实验钢在3.5%NaCl 溶液的钝化状态最稳定。自腐蚀电位(Ecorr)也是衡量金属耐腐蚀性能的重要参数,它反映材料发生腐蚀的难易程度。Ecorr越高,材料的耐腐蚀性能越好[20]。随着终轧温度的降低,Ecorr也呈现先增后减的趋势,并在终轧温度为800 ℃时达到最大值,证实此时发生腐蚀的倾向最小。腐蚀电流密度(Icorr)反映了金属点蚀发生时腐蚀反应进行的快慢程度,Icorr越大,材料的腐蚀速率就越大。终轧温度在940~730 ℃范围内,随着终轧温度的降低,Icorr呈现先减后增的趋势,在终轧温度为800 ℃时,Icorr达到最小值1.12×10-3mA/cm2。相应地,电化学腐蚀速率R则随着终轧温度的降低呈现先减后增的趋势,并在终轧温度为800 ℃时,R达到最小值1.31×10-2mm/a。综上,终轧温度为800 ℃时,实验钢的Eb和Ecorr最高,Icorr和R最低,具有最佳的耐腐蚀性能。与 SUS430 铁素体不锈钢相比,其点蚀电位为0.08~0.13 V,而优化热轧工艺后的含 Sn 铁素体不锈钢点蚀电位可达0.25 V,耐蚀性显著提升。在3.5% NaCl溶液中,Sn 在腐蚀过程中易被氧化从而产生 Sn2+,而Sn2+是金属阳极溶解反应的有效抑制剂,使 Fe 更不易发生溶解,对点蚀形核起到抑制作用,从而提升耐腐蚀性能[4,15]。

图7 不同终轧温度下冷轧退火板在3.5% NaCl 溶液的极化曲线Fig.7 Polarization curves of cold rolled and annealed sheets with different finishing rolling temperatures in 3.5%NaCl solution
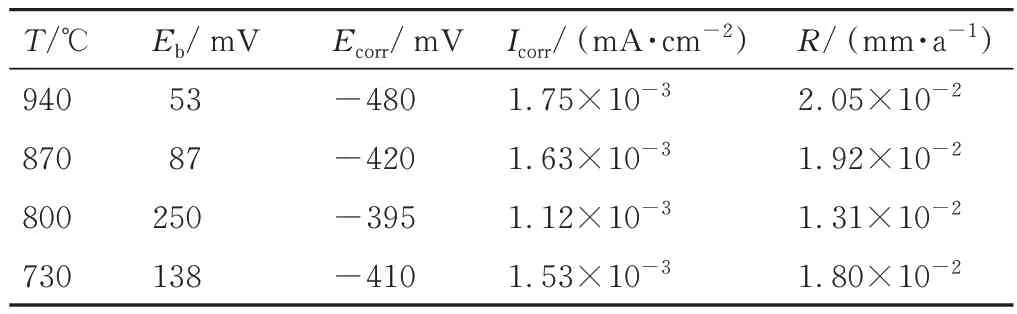
表3 不同终轧温度下冷轧退火板在3.5%NaCl 溶液的电化学腐蚀数据Table 3 Electrochemical corrosion data of cold rolled and annealed sheets with different finishing rolling temperatures in 3.5%NaCl solution
图8 为不同终轧温度下实验钢在6%FeCl3溶液浸泡72 h 的腐蚀形貌。终轧温度为940 ℃时,点蚀发生在实验钢表面的局部区域内,并形成了较大尺寸的蚀孔,局部区域形成了连续贯穿的孔洞,腐蚀程度非常严重。终轧温度为 870 ℃时,点蚀孔径略有减小,但局部区域仍然存在贯穿的孔洞,腐蚀情况依然很严重。终轧温度为800 ℃时,实验钢表面形成了均匀分布的点蚀孔,点蚀孔径较小,此时的腐蚀程度较浅。然而,终轧温度为730 ℃时,实验钢表面形成了很多细小的点蚀孔,局部区域出现了连续的孔洞,表明腐蚀程度加重。综上,实验钢在6%FeCl3溶液的浸泡腐蚀实验与在3.5%NaCl 溶液的电化学腐蚀实验结果相一致,均得出了终轧温度为800 ℃时实验钢的耐腐蚀性能最佳的实验结论,证实了实验结果的可靠性。
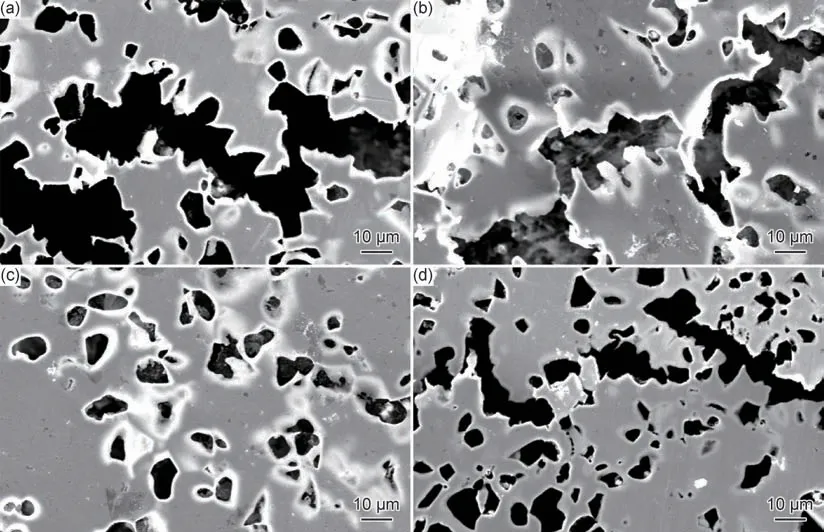
图8 不同终轧温度下实验钢在6%FeCl3溶液浸泡72 h 的腐蚀形貌(a)940 ℃;(b)870 ℃;(c)800 ℃;(d)730 ℃Fig.8 Corrosion morphology of experimental steel with different finishing rolling temperatures after immersing at 6%FeCl3 solution for 72 h(a)940 ℃;(b)870 ℃;(c)800 ℃;(d)730 ℃
不同终轧温度下实验钢的耐腐蚀性能与显微组织具有一定的关系。Ralston 等[21]研究了晶粒尺寸与金属的腐蚀速率之间的关系,他们提出对于具有钝化行为的材料,随着晶粒的细化,材料的耐蚀性得到提升。罗检等[22]研究了晶粒度对常用金属耐蚀性的影响,他们认为钢铁材料在海水腐蚀条件下呈现钝化金属的特征。随着晶粒尺寸的减小,材料的活性原子数目增加,更易形成钝化膜,提高钝化性能。晶粒细化为形成具有较高保护能力的钝化膜提供了良好的条件[23]。田文明等[24]综述了晶粒尺寸对金属钝化膜结构、化学性质及钝化膜生长/破坏行为的影响,提出在致钝环境中,减小晶粒尺寸加快了钝化膜的生成及修复速率,增强钝化膜的稳定性,有利于金属耐蚀性的提高。因此,随着终轧温度的降低,冷轧退火板的晶粒尺寸逐渐减小,耐蚀性大体上呈现逐渐增强的趋势,与以往的研究成果基本一致。此外,组织的均匀度、晶界的缺陷密度等对不锈钢的耐点蚀性能也具有一定的影响。终轧温度为940 ℃和870 ℃时,由于具有较高的热轧变形温度,动态回复特征比较明显,冷轧退火板的晶粒粗大且分布不均匀,部分晶粒尺寸达到50~60 μm,使钝化膜的稳定性下降,因此耐腐蚀性能较差。终轧温度为800 ℃时,冷轧退火板呈现均匀的等轴晶,其晶粒尺寸主要分布在10~20 μm 之间,有利于耐腐蚀性能的提高,使点蚀电位升高,腐蚀倾向减弱。终轧温度为730 ℃时,冷轧退火板中许多晶粒尺寸过于细小,微观组织不均匀,材料表面的缺陷密度较高,点蚀形核位置增多,容易引发腐蚀。综上,终轧温度为800 ℃时,冷轧退火板再结晶较充分,晶粒尺寸适中,组织均匀化程度最高,耐腐蚀性能最好。
3 结论
(1)热轧终轧温度的降低,有利于增加形变储能,促进静态再结晶,从而细化热轧退火板及冷轧退火板的组织,提高再结晶织构的取向密度。终轧温度为800 ℃时,含Sn 铁素体不锈钢得到了均匀、等轴、晶粒尺寸适中的再结晶组织和均匀、规则、具有较高取向密度的再结晶织构,从而提高力学性能和耐腐蚀性能。
(2)终轧温度由940 ℃降至730 ℃时,含Sn 铁素体不锈钢的屈服强度由280 MPa 增至338 MPa,抗拉强度由429 MPa 增至526 MPa,伸长率呈现显著升高后略有降低的趋势。终轧温度为800 ℃时,伸长率达到最大值42%,此热轧工艺下实验钢获得强度和塑性的良好配合,同时获得了最大的杯突值和塑性应变比,具有最佳的力学及成形性能。
(3)终轧温度在940~730 ℃范围内,适当降低终轧温度可提高点蚀电位和自腐蚀电位,同时减小腐蚀电流密度和腐蚀速率,有利于提高含Sn 铁素体不锈钢的耐腐蚀性能。终轧温度为800 ℃时,实验钢的点蚀电位达到最大值0.25 V,腐蚀电流密度达到最小值1.12×10-3mA/cm2,耐腐蚀性能最佳。
