PLC技术下联合收割机电气控制系统设计
2023-11-20林俊辉
林俊辉
(广州航海学院,广东 广州 510725)
引言
得益于农业生产领域科学技术的不断发展与普及,我国农户所能接触、应用到的联合收割机也从既有的小型化、功能单一化机械设备逐步朝向大型智能化、通用化的方向发展。现阶段农户所操控的收割机不仅在收割效率方面有所提升,同时也大大降低了漏割、漏粮行概率,并且在操作流畅性、驾驶舒适性、机械可靠性方面也有所升级。为在此基础上进一步提升联合收割机电器控制系统的稳定性与实效性,本次研究以PLC为主要控制器,提出了一种新型液压式联合收割机电气控制系统,其在使用方面能够进一步提升收割机系统的稳定性以及降低粮食损失,期望能为农业事业的发展提供一份助力。
1 联合收割机作业原理
联合收割机有别于功能单一的传统农业机械,其同时具备收割、脱粒、分离茎秆、清除农作物杂物、储存并运输谷物颗粒等多项功能。现阶段市面上可见的联合收割机产品种类较多,针对农产品种类、农田类别、农田面积大小以及农业作业性质方面的差异可分为自走轮式全喂入收割机、自走履带式全喂入/半喂入收割机、悬挂式收割机等。尽管现阶段市面上可选择的联合式收割机种类多样,但其核心作业原理却大相径庭[1]。实际作业过程中,联合式收割机通常会以农作物的垄为方向前进,并在前进过程中利用割刀割掉农作物的秸秆,同时利用系统自带的1~3条输送链条将农作物的秸秆运输到指定位置进行脱粒。而脱粒装置在接收到农作物秸秆后将会主动开启脱粒,过程中会辅以分离装置,将农作物的杂物以及茎秆分离,并将农作物的谷粒完整运输、储存至相应的储存仓中,以此完成整体收割作业。这一过程中,联合收割机的动力分离主要依靠其液压升降系统,农户驾驶收割机的过程中,一旦将其收割台提升至高于农作物的高度时,收割机的B型三角带便会立即停止工作,在割刀以及输送带缺乏柴油机动力输入的情况下也会自动进入到休眠状态[2]。
2 收割机电气控制系统设计
2.1 整体结构设计
现代化农业生产事业对效率、质量的要求越来越高,因而需要借助联合收割机这一种多功能一体化的机械平台,在收割、运输、储存等各类执行系统的相互配合下实现高效率的粮食收割作业。但联合收割机内部的执行作动系统数量较多,整体结构比较复杂,想要发挥其收割优势,便需要对其内部的各项执行作动系统进行精细化控制,以保障其能协同作业。而这就要求执行作动系统的驱动马达以及液压缸达到相应的技术水平[3]。以小麦这一农作物为例,为实现对小麦秸秆的高效收割与脱粒、储存,可参考表1、表2的内容对联合收割机执行作动系统的驱动马达技术以及液压缸技术进行调试。

表1 马达技术要求参数表

表2 液压缸技术要求参数
2.2 多执行器统一调配实践方法
为贴合当下农业生产活动的作业需求,适应不同情境下的农作物收割特点,要求联合收割机具备切割、脱粒、输送等多元化的功能。在此情况下,整体联合收割机控制系统内部的执行器数量也会有所增加且不同部件对排量、压力以及形成方面的要求差异较大[4]。为实现联合切割机的稳定运行要求,要求在设计电气控制系统的过程中,对整个系统的性能以及效率、集成程度等进行宏观考虑并优化设计。
电气控制系统主要包含收割、位置调整以及行走3大机构,其中收割电器控制系统主要负责在收割机运行过程中对小麦等谷物类农作物进行切秆、压倒以及切割等任务;位置调整电气控制系统主要负责在不同情境下对联合收割机内部各类执行作动系统机构的位置进行调整,以保障整体机器能够适应不同的作业环境,开展稳定且安全的收割作业;行走电气控制系统则是实现整体联合收割机在田地间稳定行走的核心模块,其在使用过程中的具体功能包含前进、转弯以及后退等各类行走动作[5]。
现代化农业领域讲究高效率、低能耗、高稳定性的作业模式,这也对联合机的功能提出了更高的要求。为实现多元功能于一体的联合机结构要求其作动系统能够在同一时间满足过程压力、液压缸、退行速度等各方面的参数调整要求。因此,在设计电气控制系统的过程中,需要基于不同执行驱动系统的运动性能需求以及系统集成度、收割机整体作业效率与质量等不同的角度对整体电气控制系统的运行功能进行精细化调整与优化。重点需完善联合收割机电器控制系统运行过程中各组件的配合合理性与科学性。针对此,为保障联合收割机各执行作动系统能够被统一调控,本次研究特选择集中控制的方法对该系统功能进行优化设计。其原理结构见图1。

图1 联合收割机原理结构图
利用集中控制方式的电气控制系统需要依靠单个电源实现对系统内多个执行器的能量供给[6]。但由于这个机运行过程中不同执行器的排量、压力以及速度等参数方面的需求存在差异,因此需要利用负载敏感技术实现对多执行器动作的协调统一设计。通常情况下,负载名单系统可分为定量泵以及变量泵2种机制,其中,定量泵负载敏感系统是利用负载反馈信号直线对系工作与泄荷的一种机制;而变量泵负载敏感系统则是利用负载信号反馈控制变量泵的整体排量。运行过程中定量泵负载敏感系统通常会保持切割机内所有执行器的最大速度。而后依照执行器中的最大流量参数值对定量泵的排量值进行设定,这一过程中可能会产生溢流损失,进而影响到整体系统的运行质量;反观变量泵负载敏感系统,其在面对不同排量需求的情况下,主要依赖于负载敏感多路阀的反馈压力值机制,实现对泵排量的控制。相较而言,利用变量泵负载敏感系统更能够避免因流量过剩而引起的整机发热问题,并且该系统也具备较好的节能效果,因此本文所设计的联合收割机电器系统主要采用了比例回路型变量泵负载敏感系统。
3 基于PLC的联合收割机电气控制系统
液压式联合收割机整体电气系统的控制方案见图2。本文所涉及收割机电器系统的核心控制器采用西门子S7-300,其将在收割机的运行过程中对输送装置、行走装置以及传动系统等进行统一控制。
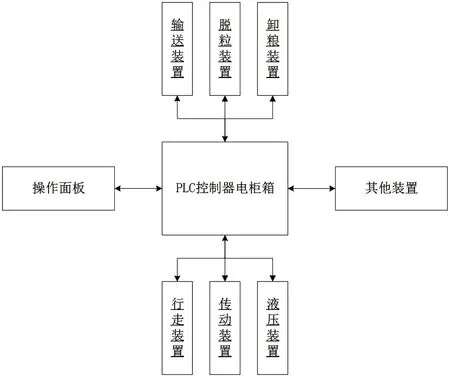
图2 联合收割机电器系统控制机制示意图
为实现PC对联合收割机电器系统的控制,本次根据联合收割机电器系统整体控制方案以及所采用液压系统的特点,设计出一种具备集中式收集优势的电气控制系统,其结构如图3所示。该系统人机交互界面中包含对整机开关、各组件控制、各传感器调整等操控模块,驾驶人员在具体的作业过程中点击某一模块后,该模块便会向PLC控制器输送指定信号,并在控制自己完成信息采集后,经过细致的融合计算,实现对整体收割机的电气控制。

图3 联合收割机集中式电气控制系统结构示意图
3.1 行走驱动马达设计
3.1.1 马达异常保护设计
假设在收割机作业过程中受到路面打滑、刹片等问题的影响,导致其行走驱动马达一直处于超负荷工作状态,并有可能引发马达驱动系统的过载以及过热问题。通常情况下,为维持收割机整体电气控制系统的稳定性,应将整体电气控制系统的温度始终控制在120℃以下,即使出现短时间的过载以及过热问题,也不得使系统的温度超过150℃。一旦系统温度超过150℃的阈值,相应的温度传感装置便会发送温度超标报警信号,而PLC中心控制器接收到此类信号后,便会控制系统进入到整机休眠状态。在温度恢复120℃以下之前无法进行工作。除此之外,假设系统内的其他马达机构出现内部功能异常亦或是功率失常等问题的情况,不同部件所对应的传感器也会于第一时间向PLC中心系统传输报警信号,并在人机交互界面中显示具体的报警信息以提醒收割机驾驶人员进行检修操作。
3.1.2 主控马达参数设计
为保障收割机的整体运行质量,在对主控马达参数进行设计的过程中,严格参考行业标准以及各机构设计阈值合理应参数标准。具体联合收割机主控马达机构方面的参数设计详情见表3。
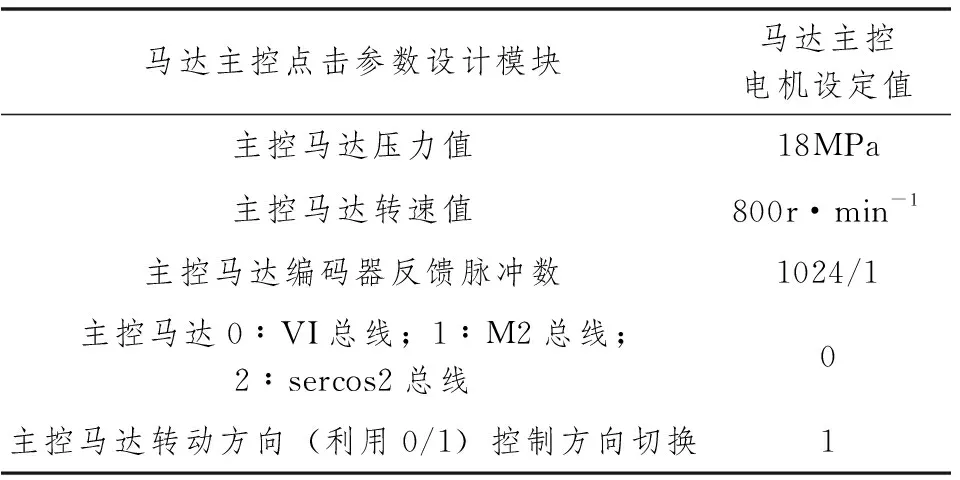
表3 主控马达电机控制参数
3.2 PLC设计
3.2.1 硬件设计
为优化联合收割机的实际作用机制,需要保障其电气控制系统以相对更快的反应速度在同一情境下完能对收割、位置调整以及信号灯、照明等多个子系统的宏观控制。具体的I/O控制模式见表4。

表4 电气控制系统I/O控制模式
为满足联合收割机后续的维修以及更新需求,在PLC控制器的选择方面需要留有一定余量。对此,本次研究选择利用西门子所生产的S7-300PLC控制器。
3.2.2 软件设计
联合收割机电气控制系统依靠形成开关实现对机组运行过程中各类动作到位信号的收集,同步辅以光偶隔离装置将各类信号统一输送给PLC中心控制器进行信号处理。这一环节中所采用的光电偶合传感器能够对联合收割机中的各类输出以及输入信号起到较好的隔离功能,从而避免信号失真、混淆以及保障系统运行的可靠性。电气控制系统PLC的主程序流程如下。
初始化PLC中心控制器;基于行走驱动电机程序控制行走机构运行,实现收割机的前进、转弯与后退;基于割台切秆马达程序控制割台实现上升与下降;基于刀盘马达程序控制刀盘旋转;基于一级、二级喂入马达控制已切割谷物进入到脱粒机构;基力控制程序将谷物脱离茎秆并清除杂物,得到干净谷粒;基于卸粮控程序将谷粒转移至临时储存装置中以待移交到指定储存地点。
4 控制系统测试
为明确本文所提出联合收割机电气控制系统的稳定性、运行效率以及可靠性等应用效果。特选取某小麦种植田进行实际小麦收割试验。试验所选取小麦品种为“新麦18”,该品种小麦成熟后的茎高可达66cm以上,平均麦穗长度在7cm左右,单穗谷物重量可达2.06g,产量可达558.3kg·667m-2,其产量相较市面上常见的“豫麦49号”而言平均每667m2可增产3.2%。可知相较于传统品种而言,该品种小麦的平均密度更高、收割难度更大。因而选择本品种开展收割机性能试验所得的试验结果更具实际参考价值。设计试验时间为3h,试验开始后,驾驶本文所设计联合收割机进行收割作业,过程中重点对联合收割机的电气控制系统运行稳定性、报警系统的运行稳定性以及各类参数的实际数值进行监测与分析。在3h试验时间内,联合收割机的整体运行效果并未出现显著异常情况,且上述3方面试验参数皆表现良好,未出现显著的波动与故障。因此,可证明本次研究中所提出设计思路的科学性与可靠性,同时也揭示了该电器系统的持续研究与推广应用价值。
除去对上述3方面参数的观测外,在实际收割作业中同步对联合收割机的切秆刀具以及一级、二级喂入装置的转速、压力泵压力数据等进行采集与分析,整体采集时长为200s。这一时间范围内,联合收割机的切秆刀具以及一级、二级喂入装置的整体转速始终保持平稳状态,试验过程中未发现显著试验环节中,联合收割机的运行时速为2.5km·h-1,切秆刀具的平均转速为730r·min-1。整个过程中并未发现麦漏割以及漏粮的问题,试验过程中的损失率始终保持在3%以下。基于此,可知本次研究所提出基于PLC的联合收割机电器控制系统能够比较好地完成对各收割组件的控制,实现高质量、高效率的收割作业。由此也验证了其电气控制系统的可靠性与使用价值。
5 结束语
综上所述,本文在阐述传统液压式联合收割机工作原理的基础上PLC可编程控制器为收割机电子控制系统的核心控制装置。基于联合收割机电器控制系统整体结构设计要求出发,对本次研究所提出的PLC联合收割机电气控制系统设计思路进行阐述。结合实际效能试验可知,本文所提出的联合切割机电气控制系统在切割机政执行作业的过程中,并未出现显著的运行异常情况。利用该联合切割机对小麦田进行收割的过程中所产生的小麦损失率不足3%,这一情况充分验证了本文所提出电气控制系统的稳定性与可靠性。希望相关学者能以本次研究为基础,对PLC联合收割机电气控制系统开展持续的研究与创新设计,以此强化科学技术对我国农业事业发展的促进力,推动我国农业领域的技术创新。
