Flow softening and dynamic recrystallization behavior of a Mg-Gd-Y-Nd-Zr alloy under elevated temperature compressions
2023-11-18YipingWUYuzhenJIAShZhngYuLiuHnqingXiongGngChen
Yiping WU, Yuzhen JIA, Sh Zhng, Yu Liu, Hnqing Xiong,∗, Gng Chen
a Department of Mechanical and Electrical Engineering, Changsha University, Changsha 410003, China
b Bichamp Cutting Technology (Hunan) Co., Ltd, Changsha 410200, China
c College of Material Science and Engineering, Hunan University, Changsha Hunan 410082, China
Received 17 June 2021; received in revised form 18 October 2021; accepted 5 November 2021
Available online 4 December 2021
Abstract Flow softening behavior of a homogenized Mg-7Gd-4Y-1Nd-0.5Zr alloy under compression to a final strain of ∼1.8 at elevated temperatures of 450∼550 °C and a constant strain rate of 2s-1 has been investigated by optical microscopy, scanning electron microscopy,electron back-scattered diffraction and transmission electron microscopy. The results show that true stress first rises to the peak point and then drops to the bottom value and increases again with further increasing strain at each temperature. Twinning dynamic recrystallization(DRX) and continuous DRX contribute to the formation of new fine grains at temperatures 450∼475 °C when the restoration is caused by both DRX and texture change due to extension twinning, resulting in the larger softening degrees compared with the softening effects owing to continuous DRX and discontinuous DRX at 500∼550 °C when twinning activation is suppressed. 500 °C is the transition temperature denoting a significant decline in the contribution of twinning and TDRX to the strain with increasing temperature. The cuboid-shape phase exists in both homogenized and compressed samples, while the compositions are varied.
Keywords: Mg-Gd-Y alloy; Elevated temperature compression; Flow softening; Dynamic recrystallization.
1. Introduction
Mg alloys with additions of Gd, Y alloying elements have been certified as super-high strength and outstandinghigh temperature resistance due to solid solution, precipitation hardening and nano-grain strengthening mechanisms[1–4]. For practical engineering applications, Mg alloys have been generally formed by hot processing to obtain plates,tubes, profiles, etc. Dynamic recrystallization (DRX) usually occurred during hot deformation, leading to microstructural change and high strain deformation [5–8]. And varied DRX mechanisms have been reported: discontinuous DRX(DDRX), continuous DRX (CDRX), twinning DRX (TDRX)and particle-stimulated nucleation (PSN), etc. [9]. During DDRX, the obvious structural signal was the bulging of grain boundary due to the migration induced by the strain. Meanwhile, the dislocations were interacted and piled up to form dislocations cells, which subdivided the bulged region and later evolved to DRX grains [10]. CDRX occurred due to the easy moving and climbing of dislocations because of the thermal activated additional slip systems. New fine grains were usually formed in necklace from grain boundaries to the interiors by grain fragmentation [6,11,12]. Twins took place during low temperature and high strain rate deformation, which may become the preferential nucleation sites for recrystallization [13–15]. Extension twin was an extensively observed twin mode because of its lowest critical resolved shear stress in the deformed microstructure [16].
Plenty of hot compressions have been conducted in Mg alloys, however, mostly under final true strains less than 1.0,when the stress rose with the decrease of temperature and increase of strain and strain rate [11,12,17–20]. The relationship between DRX mechanism and flow softening behavior has been rarely discussed under high strain deformation in Mg-RE alloys, where RE represents rare earth elements. In addition, the softening degrees brought by varied DRX mechanisms and texture change have also scarcely been reported.The discussion of softening behaviors can be beneficial to the understanding the microstructural evolution of Mg-RE alloys under high temperature and large strain deformation, which may help to design a proper processing system to optimize hot deformation and benefit from the desired mechanical properties.
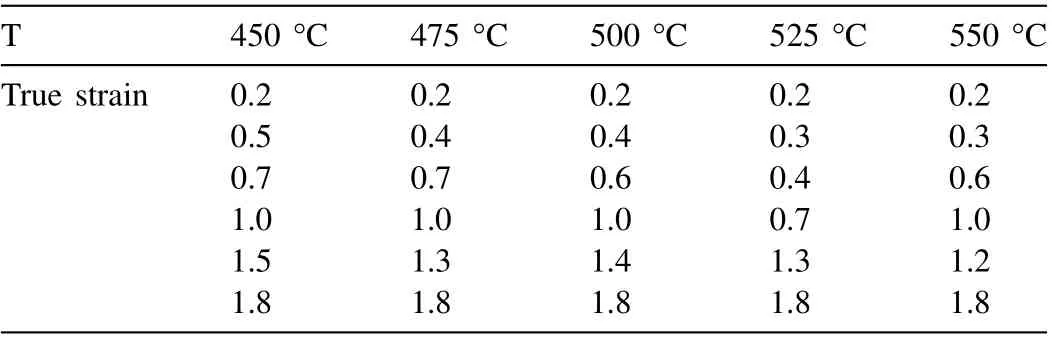
Table 1 The graph of thermomechanical treatment during compressions.
As a result,in this study,a homogenized Mg-7Gd-4Y-1Nd-0.5Zr alloy was conducted to a final true compression strain of ∼1.8 at elevated temperatures of 450∼550 °C under a constant strain rate of 2s-1. The evolution of microstructure was systematically characterized, and the temperature effect on DRX behavior was studied. A detailed flow softening behavior with increasing strain was also analyzed based on the activation of different DRX mechanisms and texture change.
2. Experimental procedures
Hot compression test samples with a dimension of 25 mm × 20 mm × 10 mm were obtained from a homogenized Mg-7Gd-4Y-1Nd-0.5Zr (wt.%) ingot. A Gleeble-1500 test machine was employed to finish compression tests and its automatic data acquisition system can show the immediate data of flow stress and strain for each compression. Compressions were carried out at deformation temperatures of 450 °C,475 °C, 500 °C, 525 °C and 550 °C to different true strains with the constant compression strain rate of 2s-1, and the maximum true strain was ∼1.8 at each compression temperature. The graph of thermomechanical treatment is listed in Table 1. Graphite was used to lubricate the interface between the sample and the crosshead in order to reduce deformation friction. The real-time compression temperature was recorded by thermocouple welded on each sample. During the first 1 min, each sample was heated up to the deformation temperature and later held isothermally for 3 min. Make sure that the sample was immediately quenched in water after compression, so that the deformation microstructure can be maintained. The post-deformed measurements were conducted on the mid-plane sections perpendicular to the compression direction (CD).
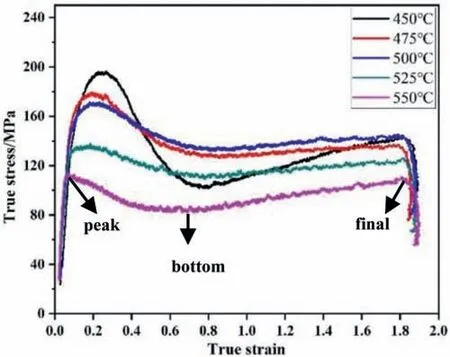
Fig. 1. True stress-true strain curves during hot compression at different temperatures.
Samples for microstructural observations were cold mounted, water ground, mechanically polished. The etching solution was 30 mL tartaric acid and 100 mL H2O. XJP-6A microscope was used for optical observation and Quanta-200 scanning electron microscope equipped with energy spectrometer (EDS) was used for phase analysis. The cutting line method was adopted to measure the average grain size.Transmission electron microscopy (TEM) observation was accomplished on FEI Tecnai G220 operated at 200 kV. TEM foils in a shape of 3 mm diameter and 100 μm thickness were ground and thinned using a twin-jet technique in the electrolyte of 4% HNO3and 96% methanol solution. Electron back-scattered diffraction (EBSD) measurements were carried out on a Sirion-200 scanning electron microscopy (SEM)equipped with an electron backscatter diffraction analysis system.
3. Results
3.1. Flow behavior during compression
Fig. 1 displays that deformation temperature has an obvious effect on the compressive flow curves of the alloy. Each curve goes through approximately three stages: true stress quickly rises up to the peak stress, followed by a decrease in the softening stage and then an increasing flow with increasing strain. This owed to a dynamic competition between work hardening and softening effect [17,24]. At temperature 450 °C, the curve first shows the highest work hardening degree to the peak stress of 197 MPa at the peak strain of 0.3.Then, the work hardening is exhausted largest with the stress decreased to 101 MPa at the bottom strain of 0.8 in the softening stage. But the stress starts to rise by a lower rate to 142 MPa with further increasing strain to ∼1.8. Increasing temperature to 475 °C, the softening degree decreases but is slightly larger than that at temperature 500°C.At higher temperatures (525∼550 °C), flow stress curves have typical characteristics of DRX and little decreases of stress are observed after flow curves reaching the peak values. During compression, dislocation densities increase dramatically at the early stage, resulting in a remarkable rise of true stress. But the dynamic softening contemporarily appears to offset the hardening effect. In this work, the varied softening degrees at different temperatures should be related with the activation of different DRX mechanisms and texture change, which will be analyzed later.
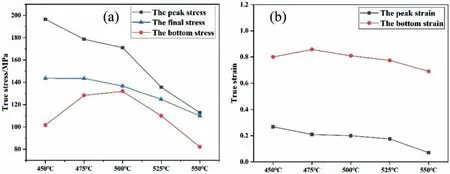
Fig. 2. (a) True stress vs. temperature; (b) True strain vs. temperature.
With increasing temperature, the peak stress decreases, so as the final stress and the softening degree, as given in Fig. 2.In the softening stage, the flow stress decreases by 96 MPa in a strain range of 0.5 at temperature 450 °C; the drop of stress is 50 MPa in a strain range of 0.7 at temperature 475 °C;the stress decreases by 40 MPa, 25 MPa and 30 MPa at a strain scope of 0.6 in the temperature range of 500∼550 °C,respectively.
3.2. Microstructural evolution
Fig. 3a shows that the homogenized alloy consists of equiaxed grains with an average grain size of ∼116 μm and RE phases.Cuboid-shape phases are observed in Fig.3b.EDS analysis presented in Fig. 3c indicates that the cuboid-shape phase is primarily composed of Mg, Y and Gd, in which the wt.% of Gd and Y elements is 69.35%.
At 450 °C, the peak strain and bottom strain are 0.3 and 0.8, respectively (Fig. 2b). Parallel twins are formed in some grains while some grains are lack of twins at 0.2 (Fig. 4a).Increasing strain to 0.7, more extremely fine DRX grains are observed along twin and original grain boundaries, as exhibited in Fig. 4b. Interesting, the size of DRX grains grows bigger at a strain of 1.0 (Fig. 4c) when the flow stress rises again (Fig. 1). Besides, TDRX contributes a lot in increasing DRX efficiency, since TDRX is still observed at the final strain of 1.8. But the alloy is far away from complete recrystallized microstructure, as shown in Fig. 4d.
At 475 °C, the peak strain and bottom strain are 0.2 and 0.9, respectively (Fig. 2b). A certain number of prevalent linear twins are activated at 0.2 (Fig. 5a). In Fig. 5b, twins propagate, grow in size, intersect with each other, and induce DRX grains. Many DRX grains are also formed along original grain boundaries at 0.7. Fig. 5c indicates that more DRX grains are nucleated and coarser at a strain of 1.3.Most of the initial microstructure is consumed by DRX grains at the final strain of 1.8 (Fig. 5d). Compared Fig. 5 with Fig. 4 at the same strain, the former has a higher DRX volume fraction.
At 500 °C, the peak strain and bottom strain are 0.2 and 0.8, respectively (Fig. 2b). Twins cease to take place around the peak strain (Fig. 6a). In Fig. 6a,b, as indicated by the black arrow, it is found that not only grain boundaries but also the grain interior becomes the nucleation sites to form chains of fine DRX grains. What is more, DDRX shapes the microstructure with serrated grain boundaries to prepare for DRX, as the white arrows indicted in Fig. 6a. With increasing strain to 1.4, the necklace region expands with further development of new fine grains (Fig. 6c), resulting in a mixed microstructure of fine DRX grains and retained coarse parent grains. Nevertheless, DRX grains are not completely created at the final strain of 1.8 (Fig. 6d).
Temperature acts as the key influence factor in DRX grain growing process. By raising temperature to 525 °C, grain boundaries present higher mobility and the alloy undergoes DRX in a higher degree with the growth of DRX necklace grains and more common grain boundary bulging, as presented in Fig. 7.
Raising the compression temperature to 550 °C, DRX extensively occurs (Fig. 8). The further dissolution of RE elements into the matrix results in a complete recrystallized microstructure at the final strain of 1.8, as shown in Fig. 8d.
The complete recrystallized microstructure is only obtained at 550 °C/1.8, which is consistent with some reports for Mg-RE alloys. The addition of RE elements made the formation of new fine grains become more difficult, thus, a whole volume of fine grains was hardly developed even at high strains in Mg-RE alloys [21,22]. For a Mg-9Gd-4Y-0.5Zr alloy whose new fine grains were not completed formed under a high strain of 1.6 at 520 °C [21], compared to a conventional AZ80 alloy whose uniform new fine grain structure can be easier obtained after deformation to a strain of 0.8 at 320 °C[23].
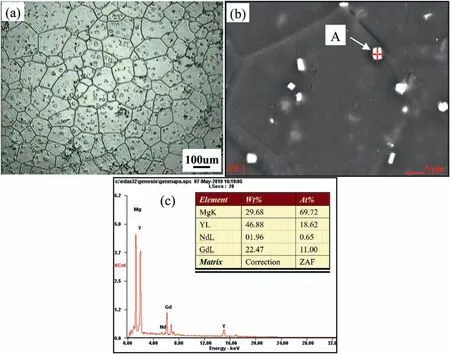
Fig. 3. Homogenized sample: (a) OM image; (b) SEM image; (c) EDS result of the cuboid-shape phase A in Fig. 3b.
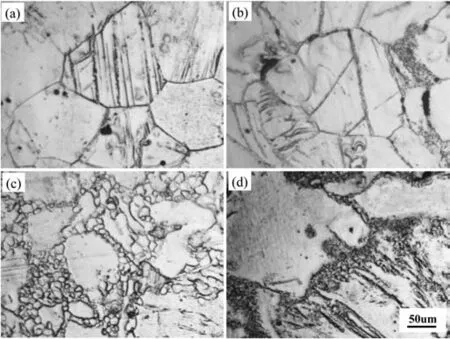
Fig. 4. Microstructure of the alloy compressed at 450 °C and a strain of: (a)0.2; (b) 0.7; (c) 1.0; (d) 1.8.
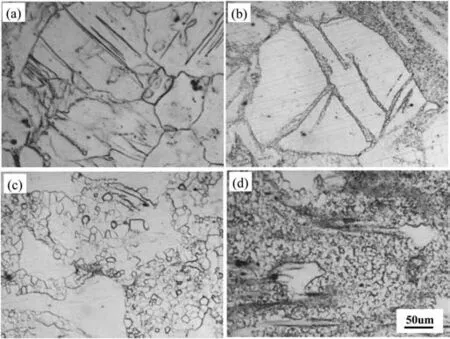
Fig. 5. Microstructure of the alloy compressed at 475 °C and a strain of:(a)0.2; (b)0.7; (c)1.3; (d)1.8.
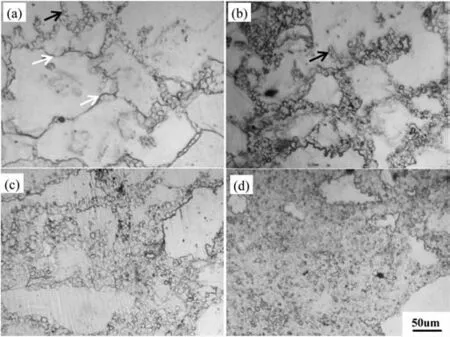
Fig. 6. Microstructures of the alloy compressed at 500 °C and a strain of:(a)0.2; (b)0.6; (c)1.4; (d)1.8.
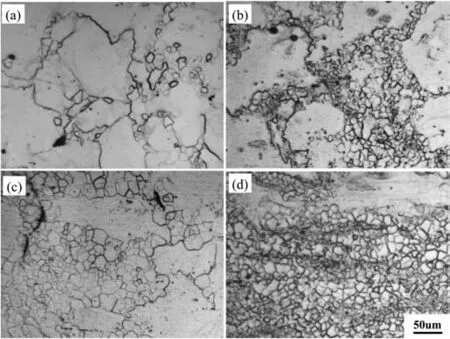
Fig. 7. Microstructure of the alloy compressed at 525 °C and a strain of:(a)0.2; (b)0.4; (c)0.7; (d)1.8.

Fig. 8. Microstructure of the alloy compressed at 550 °C and a strain of:(a)0.2; (b)0.6; (c)1.0; (d)1.8.
Fig. 9 gives the variation tendency of average DRX grain size with strain at each temperature, and the average DRX grain size generally experiences an increase followed by a decline and then a small rise during compression. At 450 °C,the average DRX grain sizes are smaller than 10 μm except at the true strain of 1.0. While at 475 °C, the average size level is higher with three values slightly larger than 10 μm. TDRX and CDRX detected in samples compressed at 450∼475 °C bring in small DRX grains. Increasing temperature to 500 °C, the average DRX grain size value is higher than 10 μm at strains less than 0.4 but smaller than 10 μm at strains higher than 0.6.The alloy can acquire a microstructure of high-volume fraction of DRX grains with a fine average DRX grain size of 3.6 μm at the final strain of 1.8 at 500 °C(Fig. 6d). Although the fraction of DRX grains is high at the final strain of 1.8 at temperatures of 525∼550 °C, DRX grains grow significantly—12.3 μm for 525 °C and 17.3 μm for 550 °C, respectively. Thus, it is not recommended to deform the alloy at temperatures higher than 500 °C if a highvolume fraction of fine DRX grains is desired for this alloy.Temperature 500 °C can be the optimum choice. What is more, the largest grain size appears around a strain of 0.2 at both 525 °C and 550 °C, which is the critical deformation degree and should be avoided. During hot compression of Mg alloys, Z parameter (Z=ε˙exp()) which combines the effect of strain rate and temperature has been proposed, and it was reported that the average DRX grain size (d) decreased when the Z parameter increased [24,25]. TheZ-drelationship was established in a linear fit:InZ=-0.24lnZ+9.325 for a casting Mg-8Gd- 4Y-Nd-Zr during hot compression [25]. In this study, Z parameter decreases and the average DRX grain size level keeps to rise with increasing deformation temperature from 450 °C to 550 °C at the constant strain rate.
Fig. 10a, c show SEM images of the compressed alloy at 450 °C/1.8 and 550 °C/1.0. As seen, some white cuboidshape particles are observed both inside grains and along grain boundaries. High compression temperature of 550 °C cannot eliminate this kind cube phase. Two cuboid-shape phases are selected along to be analyzed by EDS, and both phases are compounds with rich Gd and Y ((Gd+Y) wt.%—phase A:89.83% and phase B: 91.09%) and small amount of Nd and Mg (Fig. 10b, d).
3.3. Twinning and DRX behavior
Fig. 11 displays TDRX in the alloy during compression tests at temperatures 450∼475 °C. At 450 °C and a strain of 0.5, abundant twins with boundaries serrated are observed in original grains, which is the sign of twins preparing for the formation of DRX grains (Fig. 11a). Furthermore, as the strain increases to 1.5, thin twins are still observed and occupied by DRX grains (Fig. 11b). At 475 °C, as shown in Fig. 11c,d, TDRX grains are coarser at lower strains. DRX prefers to nucleate at twins because the highly incoherent twin boundaries had a strong obstacle effect on the dislocations and contributed significantly to the DRX behavior and formation of DRX chains inside the grain [19,26,27]. In addition, mutual intersections of extension twins gave rise to the formation of an independent region surrounded by two pairs of twin boundaries. With further strain, the twin boundaries transformed into random high-angle grain boundaries,resulting in the nucleation of new grains [28].
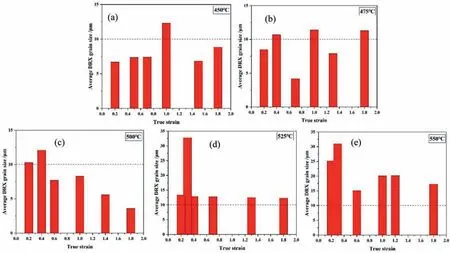
Fig. 9. The average DRX grain size vs. strain at temperatures: (a) 450 °C; (b) 475 °C; (c) 500 °C; (d) 525 °C; (e) 550 °C.
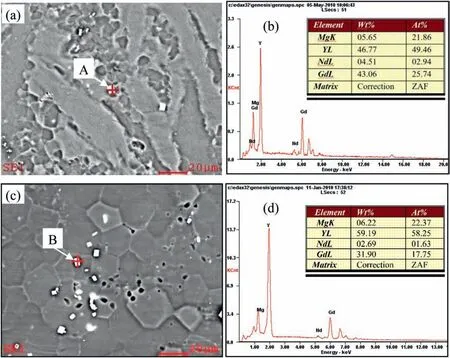
Fig. 10. SEM images and EDS results of cuboidal phases: (a-b) 450 °C-1.8, (c-d) 550 °C-1.0.
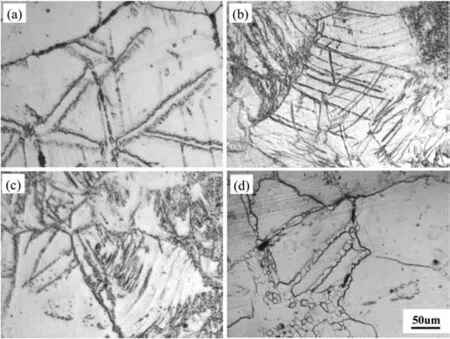
Fig. 11. Microstructure of the alloy at: (a)450 °C-0.5; (b) 450 °C-1.5(c)475 °C-0.4; (d) 475 °C-1.3.
Fig. 12 presents EBSD results of the compressed alloy at 450 °C and a strain of 0.5. Extension twinning and contraction twinning boundaries are marked in black and red colors,respectively. Fig. 12a, c show that these twins are identified as extension twins which have six crystallographic equivalent variants due to the crystal structure of Mg alloys [29]. It has been well known that contraction twinning easily occurred for coordinating the c-axis strain in Mg alloys when the compression loading along the c-axis or a tension loading vertical to the c-axis was applied. Contraction twinning is not observed here because the studied alloy is homogenized which always shows the random and weak texture with the additions of rare-earth elements and can not provide the texture advantage during compression. Besides, the occurrence of contraction twinning required a relatively high critical resolved shear stress [30]. And among all the twinning modes, extension twinning had the lowest critical resolved shear stress and was easier to occur during deformation of Mg alloys [16].
It is evident from Fig. 12b, d that extension twinning takes place and is responsible for twinning rotations of 86°Moreover, there were three possible relationships between six {102} extension twin variants in a grain: ortho-position(60.0°<100>), meta-position (60.4°<80>) and para-position(7.4°<110>) [31]. According to the crystal cell orientations in Fig. 12e, twin 2 and twin 3 in both Fig. 12a, c are identified as (102)[011] and (012)[011] twin variant, respectively.TDRX grain boundaries are decorated with green lines in Fig. 12a, and e shows the misorientation angle of the recrystallized extension twin with respect to the TDRX grain 4 is 30° [0001]. DRX often proceeded continuously and yielded a texture subtle variation, i.e. the 30° [0001] preference during nucleation and growth of TDRX grains in pure Mg or AZ serial alloys under plane strain compression tests [14,32,33].
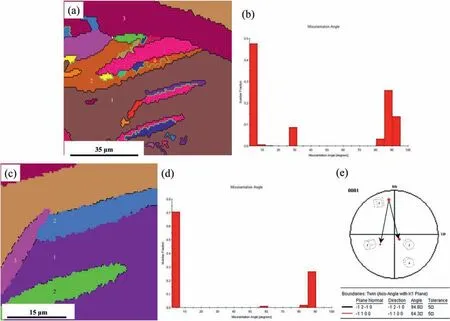
Fig. 12. EBSD results of the compressed alloy at 450 °C/0.5: (a) EBSD map indicating the occurrence of TDRX and its misorientation angle graph of (b);(c) EBSD map indicating the occurrence of extension twinning and its misorientation angle graph of (d); (e) (0001) pole figure of Fig.12a.
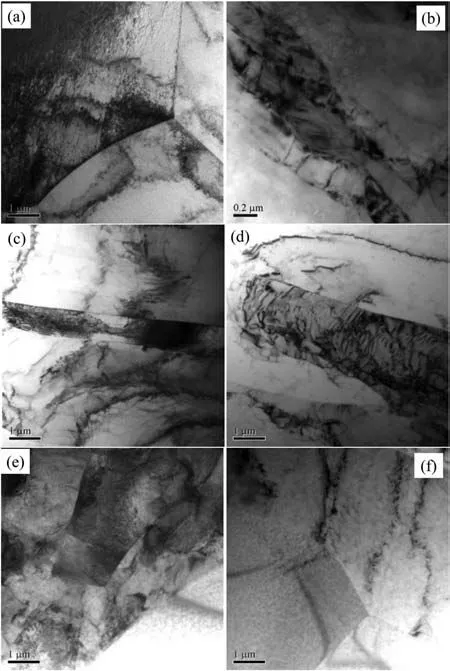
Fig.13. TEM graphs in the compressed alloy:(a-b)450°C-1.0;(c-d)450°C-1.5; (e-f) 475 °C-1.8.
Fig. 13 gives TEM results of the compressed samples at 450°C/1.0,450°C/1.5 and 475°C/1.8.Fig.13a shows that at 450 °C/1.0 operating dislocations are distributed inside grains and prevalently rearranged along grain boundaries, which is the preceding of the formation of low-angle grain boundaries.This will further evolve to high-angle grain boundaries, eventually resulting in the nucleation of DRX grains (CDRX)[10]. Fig. 13b presents that small and parallel DRX grains are formed. Fig. 13c domostrates the occurrence of twinning during compression at 450 °C/1.5. The high density of dislocations inside twins will lead to the successive nucleation and growth of DRX grains. In Fig. 13d, small DRX grains are formed along twin boundaries as the case observed in Fig. 12a. In Fig. 13e,f, grain boundaries are fairly straight,and DRX grains can be formed by the growth of dislocation cells through CDRX at 475 °C/1.8.
4. Discussions
Generally, the restoration during high temperature deformations of Mg alloys can be ascribed to dynamic recovery and DRX. However, because the compression temperature is high and the strain is large in the present study, DRX is the main factor to change the microstructure which should be stressed. DRX behavior was significantly affected by the occurrence of twins when twin boundaries can become the preferrable nucleation sites for DRX grains during hot deformation of Mg alloys. TDRX was also prone to occur along the mutual intersected twin boundaries with the formation of random high-angle grain boundaries [28]. During forging of a Mg-RE alloy, plenty of extension twins were initially formed to refine parent grains and providing the nucleation sites for DRX. And CDRX also contributed to the conversion of twin-matrix laminates to fine equiaxial grains [34,35].Besides, it was reported that only extension twin was activated during compression of a Mg-RE alloy at high temperatures of 400∼450 °C, and the twin variant pair with the highest Schmid Factor were mostly activated in one grain[18,19]. In this study, TDRX is activated during compressions at 450∼475 °C even at high strains of 1.3∼1.5. And both parallel and intersected twins are transformed to DRX grains effectively, leading to the refinement of microstructure and strain softening. Two twin variants are observed in a single grain with only one variant recrystallized (Fig. 12a, c).TDRX and CDRX (Fig. 13) lead to the fine DRX grains in the microstructure which releases a long-range intergranular stress, assisting strain softening.
At higher temperatures (500∼550 °C), linear twins are not found in the microstructure, and work hardening is negligible when peak stresses are obtained at low strains of 0.06∼0.3 followed by strain softening. Compared with the high temperature sensibility of non-basal slip systems, the critical resolved shear stresses of basal slip and extension twin were quite temperature-independent [36]. Hence, non-basal slips were expected to transform the residual matrix remarkably at higher temperatures which benefited the formation of DRX grains along grain boundaries. In addition, non-basal slip activity was promoted by the additions of RE elements,enabling the continuous deformation during the hot processing [37].Twinning was substituted by non-basal slip systems which accommodated the subsequent deformation at high temperatures [38,39]. Ref. [40] reported that under uniaxial hot compression of a Mg-Gd-Y alloy at strain rates of 0.001∼1s-1,TDRX was the mainly DRX mechanism at 350 °C; the DRX mechanism was dominated by CDRX at 400 °C and 450 °C;the DRX was dominated by DDRX with a small amount of CDRX at a higher temperature (500 °C). In the present study,CDRX and TDRX contribute to the formation of new DRX grains in the temperature range of 450∼475 °C (low temperature flow behavior), while CDRX and DDRX take the responsibility to refine the microstructure at temperatures of 500∼550 °C (high temperature flow behavior). Accordingly,500 °C is the transition temperature between these two flow behaviors, denoting a significant reduction in the contribution of TDRX to the deformation with increasing temperature.
Texture has a significant influence on the deformation behavior of Mg alloys due to its effect of on the relative ease of basal glide and twinning. In the present study, before comression the alloy is homogenized which generally shows the random texture. During the early stage of compression at 450∼475 °C, extension twinning occurs in the grains with caxes perpendicular with the compression direction which are also not easy for the activation of basal slip. At 500∼550 °C,the mobility of grain boundaries is increased obviously at 500 °C, since the bulging of grain boundaries is observed.Also, the grain interior becomes the nucleation sites to form chains of fine DRX grains. Both continuous and discontinuous DRX contribute to the strain softening at 500∼550 °C,with no twins obversed in the first compression stage. Twinning can be substituted by non-basal slip systems which accommodated the subsequent deformation at high temperatures of Mg alloys [38,39]. As seen in Fig. 1, the softenting degrees at 450∼475 °C are higher than those at 500∼550 °C,which presents that except for DRX resulting in the softening,the texture change caused by extension twinning can mainly contribute to the flow softening at 450∼475 °C before the bottom values, which is consistent with the results repoted in Ref. [41]. Twinning at relatively small strains at 450∼475 °C leads to basal plane reorientation from hard slip to considerably softer orientations. The accompanying texture changes are responsible for the annihilation of twins. But the recrystallized volume fractions are relatively low upon the bottom strains at 450∼475 °C, accompanied by the occurrence of TDRX in large original grains and the obvious increase in flow stress with further increasing strain.
In Mg-Gd-Y alloys, some cuboid-shape phases were formed in casting process and can grow in the next heat treatment due to the spreading of rare earth element to the cuboidshape phases. These phases were also difficult to be wholly eliminated by the solution treatment because of the thermal stability, which were harmful to the mechanical properties since their appearance can cause stress concentration and crack germination[18,42,43].Hong reported that the cast Mg-8Gd-3Y-1Nd-0.5Zr alloy consistedα-Mg, Mg (Gd, Y) second phase, Zr-rich particle phase andβ-Mg24Y5reticular eutectic phase.When the alloy was solid solution treated at 520°C for 24 h, the microstructure of the alloy changed to oversaturatedα-Mg solid solution +Mg (Gd, Y) phase [44]. Tang reported that after solution treatment, the non-equilibrium eutectics in Mg-Gd-Y-Nd-Zr alloys dissolved into the matrix but some block shaped RE-rich particles were left at the grain boundaries and within grains, and new block shaped particles were formed during solution treatment[43].This kind cuboid-shape precipitates detected in Mg-Y-RE-Zr alloys were Y-rich phase with some Nd [45]. In this study, the contents of Gd and Y elements of the cuboid-shape phases in the compressed samples are much higher than those in the homogenized sample,which means RE elements have spread to the cuboid-shape phases during compression. The method for the elimination of the cuboid-shape phase is not clear. The casting process may play a role, so too may the alloy composition control.
5. Conclusions
Hot compression behavior of a homogenized Mg-Gd-YNd-Zr alloy has been analyzed, and the main conclusions are as follows:
1.During compression at a constant temperature, the stress first increases to the peak point and then decreases to the bottom value and rises again with further increasing strain.Both the peak stress and peak strain decrease with increasing temperature. At 450 °C, the alloy goes through the largest softening degree from the peak stress of 197 MPa at the peak strain of 0.3 to 101 MPa at the bottom strain of 0.8.
2. TDRX and CDRX are the dominant DRX mechanisms during compressions carried out at temperatures 450∼475 °C.Two extension twin variants are found in a single grain with the(102)[011]variant recrystallized which shows a 30°[0001]misorientation with TDRX grain at temperature 450 °C. At higher temperatures of 500∼550 °C, the twinning formation is suppressed, and CDRX and DDRX take place to divide the initial coarse grain and promote DRX behavior. With the strain up to 1.8, the parent matrix is wholly converted into DRX grains at 550 °C.
3. Under each temperature, the DRX volume fraction increases with increasing strain, but the average DRX grain size increases first and then decreases, which consists with the stress fluctuating trend. DRX grains at 500∼550 °C are much coarser than those formed at 450∼475 °C, which owes to the higher diffusion rates and grain boundary mobilities.500 °C is the transition temperature denoting a remarkable decrease in the contribution of twinning and TDRX to the deformation with increasing temperature.Temperature 500°C and large strain is recommended for the alloy to obtain the microstructure of a high-volume fraction of fine DRX grains during hot deformation.
4.Flow softening at 450∼475°C is associated with texture change and DRX behavior,with higher softening degrees than those at 500∼550 °C when most of the flow softening is attributable to DRX.
Conflict of interest
None.
Acknowledgments
This work was supported by the Changsha University Talent Introduction Project (50800–92808) and the Excellent youth project of Hunan Provincial Department of Education(19B055, 18B418, 19C0156), and the Natural Science Foundation of Hunan Province of China (2020JJ4645).
杂志排行

Journal of Magnesium and Alloys的其它文章
- NaH doped TiO2 as a high-performance catalyst for Mg/MgH2 cycling stability and room temperature absorption
- Microstructure, mechanical properties and fracture behaviors of large-scale sand-cast Mg-3Y-2Gd-1Nd-0.4Zr alloy
- Enhanced initial biodegradation resistance of the biomedical Mg-Cu alloy by surface nanomodification
- Elucidating the evolution of long-period stacking ordered phase and its effect on deformation behavior in the as-cast Mg-6Gd-1Zn-0.6Zr alloy
- Effect of long-period stacking ordered structure on very high cycle fatigue properties of Mg-Gd-Y-Zn-Zr alloys
- The mechanism for tuning the corrosion resistance and pore density of plasma electrolytic oxidation (PEO) coatings on Mg alloy with fluoride addition