Microstructure, mechanical properties and fracture behaviors of large-scale sand-cast Mg-3Y-2Gd-1Nd-0.4Zr alloy
2023-11-18LixingYngYuningHungZhengqunHouLvXioYulingXuXiwngDongFeiLiGerritKurzBoeSunZhongqunLiNorertHort
Lixing Yng, Yuning Hung, Zhengqun Hou, Lv Xio,∗, Yuling Xu, Xiwng Dong,Fei Li, Gerrit Kurz, Boe Sun, Zhongqun Li,, Norert Hort
a Shanghai Key Lab of Advanced High-temperature Materials and Precision Forming and State Key Lab of Metal Matrix Composites, School of Materials Science and Engineering, Shanghai Jiao Tong University, Shanghai 200240, China
b MagIC - Magnesium Innovation Centre and Institute of Metallic Biomaterials, Helmholtz-Zentrum Hereon, Max-Planck Straße 1,21502 Geesthacht, Germany
cShanghai Spaceflight Precision Machinery Research Institute, Shanghai 201600, China
d Institute of Material and Process Design, Helmholtz-Zentrum Hereon, Max-Planck Straße 1, 21502 Geesthacht, Germany
Received 19 March 2021; received in revised form 28 June 2021; accepted 8 August 2021
Available online 5 September 2021
Abstract In order to improve the ductility of commercial WE43 alloy and reduce its cost, a Mg-3Y-2Gd-1Nd-0.4Zr alloy with a low amount of rare earths was developed and prepared by sand casting with a differential pressure casting system. Its microstructure, mechanical properties and fracture behaviors in the as-cast, solution-treated and as-aged states were evaluated. It is found that the aged alloy exhibited excellent comprehensive mechanical properties owing to the fine dense plate-shaped β’ precipitates formed on prismatic habits during aging at 200 °C for 192 hrs after solution-treated at 500 °C for 24 hrs. Its ultimate tensile strength, yield strength, and elongation at ambient temperature reach to 319 ± 10 MPa, 202 ± 2 MPa and 8.7 ± 0.3% as well as 230 ± 4 MPa, 155 ± 1 MPa and 16.0 ± 0.5% at 250 °C. The fracture mode of as-aged alloy was transferred from cleavage at room temperature to quasi-cleavage and ductile fracture at the test temperature 300 °C.The properties of large-scale components fabricated using the developed Mg-3Y-2Gd-1Nd-0.4Zr alloy are better than those of commercial WE43 alloy, suggesting that the new developed alloy is a good candidate to fabricate the large complex thin-walled components.
Keywords: Magnesium alloy; WE43; Large-scale sand-cast; Ductility.
1. Introduction
Commercial WE43 alloy with a typical composition range of Mg-(3.7–4.3)Y-(2.4–4.4)RE-(0.4–1.0)Zr (wt.%) has well been applied in aerospace and automotive industries because of its excellent creep resistance, comprehensive mechanical properties and high damping capacity [1]. In this alloy, the added rare earth (RE) elements include both light and heavy RE elements. The content of light RE referring to Nd is 1.4–3.4 wt.%, while the total content of heavy REs such as Er,Dy and Gd is approximately 1.0 wt.% as well as Y 3.7–4.3 wt.%. Such Mg-Y-Nd-Gd alloy systems can achieve quite good comprehensive mechanical properties via precipitation strengthening [2]. The characteristics of precipitates in WE43 alloy, including their crystal structure, morphology, size, precipitation sequence and phase evolution, were extensively investigated [3–7]. Whereas, the influence of its compositions on its casting defects such as hot tearing and inclusion was not studied previously in detail.
As known, the practical casting problems mentioned above frequently occur during fabrication processes. The existence of casting defects and inclusions results in a low pass rate for the corresponding casting products. Regarding WE43 alloy,several drawbacks related with the casting defects and its cost should be noticed. Firstly, as indicated by the binary Mg-Nd phase diagram [8], the cast magnesium alloys containing Nd normally possess a wide solidification range, leading to the possible occurrence of severe hot tearing[9].WE43 alloy may have a high hot tearing susceptibility. Secondly, in this alloy,the inclusion defects such as the Y2O3formed in the process of casting easily could cause stress concentration. Compared with Mg, Nd and Gd, the Standard Gibbs free energy for the formation of yttrium oxide is much lower.During deformation such inclusion defects act as the initial sites for the crack formation, resulting in the deterioration in the ductility of this alloy. Thirdly, the alloying element Nd is more expensive than Gd and Y, leading to a relatively high cost of the WE43 alloy. Therefore, it is necessary to modify this WE43 alloy by optimizing its composition with its reducing cost so that its castability and ductility can further be improved to meet the requirements for a high product qualification rate.
In the present work, a modified version of the WE33 alloy with the nominal composition of Mg-3Y-2Gd-1Nd-0.4Zr(wt.%) was developed, which exhibits a higher castability,better mechanical properties and lower cost than WE43 alloy.Moreover, a lightweight and complex thin-walled component was fabricated. The mechanisms responsible for its enhanced ductility and strengthening were elucidated. Its fracture behavior was also discussed.
2. Experimental procedures
2.1. Materials
WE33 alloy with a nominal composition of Mg-3Y-2Gd-1Nd-0.4Zr (wt.%) was prepared by an electric melting in a steel crucible with appropriate magnesium covering flux.The raw materials including pure Mg ingot, Mg-20%Y, Mg-30%Nd, Mg-20%Gd and Mg-30%Zr (wt.%) master alloys were used. After its temperature reaching to approximately 780 ± 2 °C, the melt was thoroughly stirred for 10 min and then held for 30 min. It was poured into a large complex sand mold at 720 ± 2 °C using a differential pressure casting system (Fig. 1) [4]. The casting has a net weight of 30.5 kg and a sizable complex cylindrical shape with a height of 550.0 mm and various wall thicknesses ranging from 15.0 mm to 50.5 mm. Two ends of the casting have bosses with a thickness of 50.5 mm and a width of 60.0 mm.The minimum thickness of the center for the casting is about 15.0 mm with a width of 200.0 mm. The maximum diameter of the outer circle is 350.0 mm and inner circle 299.5–335.0 mm. The actual chemical composition of obtained alloy was Mg-2.92Y-1.91Gd-0.98Nd-0.41Zr(wt.%),determined by inductively coupled plasma atomic emission spectrometer(ICP-AES, Perkin Elmer OPTIMA 7300DV, USA) according to ASTM D5185–18 [10]. All the test samples were cut from the thickest sections of the casting. Some of them were solid solution-treated at temperatures ranging from 480 °C to 540 °C for 24 h to obtain a complete solid solution. The subsequent aging treatments were isothermally carried out at 200°C for different time ranging from 6 to 336 h in oil bath.
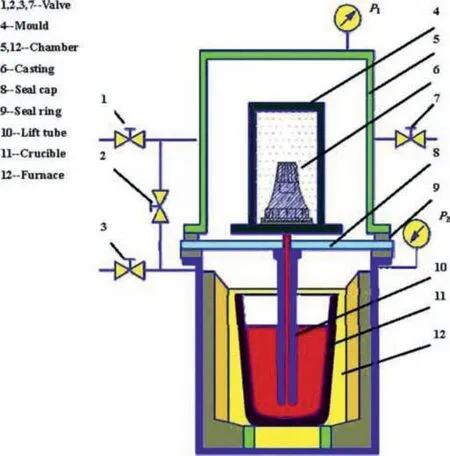
Fig. 1. Schematic illustration of the differential pressure casting system[4].
2.2. Microstructural observations and mechanical properties
Specimens for microstructural analysis were firstly ground with different grades of SiC papers,then polished using Al2O3suspension with a diameter of 1 μm, and finally etched in a mixture of 4 g picric acid, 6 mL acetic acid, 15 mL distilled water and 75 mL ethanol. The microstructures were observed using optical microscopy (OM, Reichert-Jung MeF3,USA). The average grain size was measured and calculated with the linear intercept method according to ASTM E112–13 using the AnalySIS Pro-software (Olympus Soft Imaging Solutions, Germany) [11]. The backscattered electron (BSE) micrographs and composition of different phases were acquired by a scanning electron microscope (SEM, TESCAN MIRA3,Czech Republic) equipped with energy dispersive X-ray analyzer at an accelerative voltage of 15–20 kV. The second phases were identified using X-ray diffraction on a diffractometer (XRD, Bruker D8 Da Vinci, Germany) operating at 40 kV and 40 mA with Cu Kα1 radiation (λ= 0.15406 nm).They were further characterized by the transmission electron microscopy (TEM, FEI Tecnai G2 F20 S-Twin, USA) operating at 200 kV. TEM foils were mechanically ground and polished to approximately 30 μm and then ion beam milled using a precision ion polishing system (PIPS, Gatan 691, USA).The hardness of alloys was measured on Vickers tester (EMCOTEST M1C010, Karl Frank GmbH, Germany) with a load of 4.9 N and a dwell time of 15 s according to ASTM E92–17[12]. According to ASTM E8 / E8M-16ae1 [13] and ASTM E21–17e1 [14], the tensile tests using cylindrical specimens with a gage length of 25 mm and a diameter of 5 mm were performed at room temperature on Zwick/Roell Z050 as well as at elevated temperatures ranging from 150 to 300 °C on Zwick/Roell Z020 testing machine(Zwick GmbH&Co.,KG,Ulm,Germany).The strain rate was 1×10-3s-1.The tensile tests for each data were repeated for three times.
从教育的角度来分析,小学数学教育信息化的实施,是一个循序渐进的过程,完全按照教师的指导和强制性手段来落实,不仅无法取得理想的成绩,还会在教育的内涵上表现出严重的缺失现象。笔者认为,教学互动性较差是需要重点注意的问题。如在小学数学教育信息化的初期阶段,很多教师并没有对小学生的内心想法和日常的言行做出了解,直接按照标准体系来落实,以至于师生之间的矛盾、冲突不断增加,小学生虽然表面上顺从教师,但是实际上并没有充分理解和认可教师,这对于小学数学教育信息化产生的影响较为显著,同时无法在日后教育的进行中得到理想的成绩。
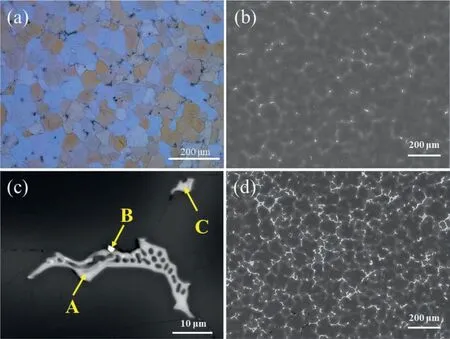
Fig. 2. Microstructures of as-cast alloy: (a) OM of WE33 alloy; (b) and (c) SEM-BSE of WE33 alloy; (d) SEM-BSE of commercial WE43 alloy.
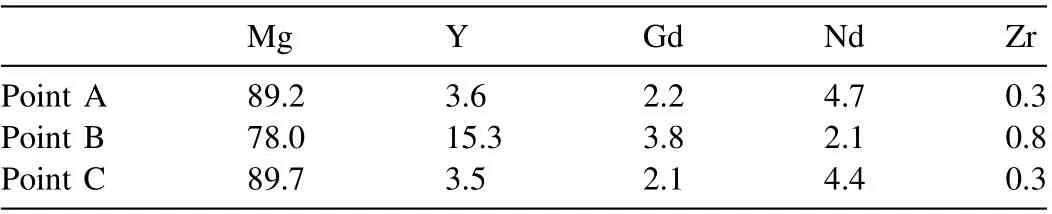
Table 1 EDS analysis results of various locations shown in Fig. 2(c) (wt.%).
3. Results
3.1. Microstructure of as-cast alloy
The as-cast microstructure of Mg-3Y-2Gd-1Nd-0.4Zr alloy was shown in Fig. 2. The alloy was mainly composed of equiaxed dendrites (α-Mg matrix) and discontinuous eutectic phases around grain boundaries. Its average grain size was 46.1 ± 25.8 μm. Discontinuous eutectics (point A, B and C) were enriched with rare earth elements Y, Nd, and Gd,as proved by the energy dispersive X-ray results shown in Table 1. The network-shaped eutectic phases (point A) were mainly located at the triple junction of grain boundaries, accompanied by irregular phases (point C) (Fig. 2(a) and (c)).These two phases were enriched with Nd. The block-shaped eutectics (point B) accompanied by the edge of networkshaped eutectic compounds at grain boundaries (Fig. 2(c))contained a high amount of Y. It should be noted that the area fraction of eutectic phases of WE33 alloy(0.6%)is much lower than that of commercial WE43(Mg-4Y-2Nd-1Gd-0.4Zr,wt.%) alloy (5.6%) when cast under the same condition.
The phase diagram of Mg-3Y-2Gd-xNd calculated by Pandat 2017 is shown in Fig. 3. The phases in WE33 alloy under the equilibrium solidification condition are composed ofα-Mg, Mg41Nd5, Mg24Y5and Mg5Gd. XRD analysis result of the as-cast alloy was given in Fig. 4. As indicated by thermodynamic calculations, in the as-cast WE33 alloy the actual phases also includeα-Mg, Mg5Gd, Mg24Y5,and Mg41Nd5phases. After solid-solution treatment (T4 treated) at 500 °C for 24 h, most of the second phases Mg41Nd5, Mg24Y5and Mg5Gd were dissolved (Fig. 4). A nearly single-phase solid solution was identified, which will be discussed in detail in Section 3.2.
Fig. 3. Phase diagram of Mg-3Y-2Gd-x Nd alloy calculated by Thermodynamic Software Pandat 2017.
The eutectic compounds were further investigated by TEM with both EDS and selected area diffractions (Fig. 5). The composition of the network-shape phase is Mg80.0Nd10.0Y5.4Gd4.6(at.%) close to that of Mg14Nd2(Y0.5Gd0.5). Its crystal structure is face-centered cubic (FCC) confirmed by the selected area diffraction(Fig. 5 (A) and (a)). Such network-shape phase Mg14Nd2Y(βphase) was also detected by previous investigations [15-18]. In Fig. 5 (B) and (b), the observed strip-shaped phase has the same crystallographic structure with that FCC structure. Its composition is Mg86.2Nd9.5Y4.3also similar to that of Mg14Nd2Y (at.%). Thus, it can be inferred that both the network- and strip-shaped phases could be identified as Mg14Nd2Y. The rectangular-shaped phase shown in Fig. 5(C)has a high content of Y. Its composition is Mg65.5Y34.5(at.%)close to Mg2Y. The identification of corresponding selected area diffraction (Fig. 5 (c)) further indicated that this phase has a space group of P63/mmc(194).As a result,it can be regarded as Mg2Y phase. Besides the above-mentioned phases,a block-shaped phase was also observed.This phase was identified as Mg24Y5with a space group of I-43 m (217) (Fig. 5(D) and (d)).
3.2. Microstructure and mechanical properties of solution-treated alloy
The present solution temperature was optimized as follows:Firstly, based on the phase diagram shown in Fig. 3, the temperature region of single-phase solid solution for WE33 alloy ranging from 448 to 570 °C was acquired. Then, the temperature range from 480 to 540 °C for solution treatment was initially determined after considering the previous investigation results [4,19–26]. Finally, the optimal solution temperature was fixed at which the maximum elongation could be achieved for the T4-treated alloy.
The effect of solution temperature on the microstructure and mechanical properties of as-quenched alloys are presented in Fig. 6, Fig. 7 and Fig. 8. After solid solution, the eutectic phases were almost dissolved into the matrix (Fig. 6).With increasing the solution temperature, the grain size gradually increases (Fig. 7). It increased slowly when annealed at temperatures between 480–500 °C. After solution treatment at 500 °C for 24 h, the average grain size reached to 73.0 ± 32.6 μm. When the solution temperature was more than 500 °C, the grains became thermodynamically unstable and grew very quickly. Their average size increased largely to 92.1 ± 40.2 μm when annealing at 510 °C for 24 h.
In order to further determine the optimal solution temperature, the mechanical properties as a function of solid solution temperature were investigated (Fig. 8). With increasing the solution temperature, the value of yield stress is quite stable. It remains around 110 MPa when annealing at less than 520 °C. Unlike the evolution of yield stress (YS), both the ultimate tensile strength (UTS) and elongation (EL) increase firstly, reach to the maximum and then decreases with further increasing the solid solution temperature. The sample annealed at 500 °C for 24 h has the maximum elongation with a value of 18.3 ± 0.5%, despite the existence of a very small amount of Mg24Y5phase in it (Fig. 4). Its ultimate tensile strength (UTS) and yield strength (YS) are 222 ± 3 MPa and 114 ± 4 MPa, respectively. When the solid solution temperature is further increased to 510 °C, the tensile properties including UTS, YS, and EL reduce to 206 ± 3.0 MPa,112±2 MPa,and 14.3±1.0%,respectively.At such temperature, the grain grew largely (Fig. 6(c)), leading to a weaker effect of grain boundary strengthening. In summary, the solid solution treatment at 500 °C for 24 h was chosen as the optimal annealing process.
3.3. Microstructure and mechanical properties of as-aged alloys
The age-hardening response of WE33 alloy at 200 °C was shown in Fig. 9. The hardness rapidly increased at the initial stage of aging(0–48 h).Then it increased slowly during aging from 48 h to 168 h and reached to the maximum at 192 h.The peak hardness is 95.5 ± 2.1 HV. A slow decline in hardness was shown after peak-aging at 192 h. The hardness decreased to 85.3 ± 3.7 HV as the aging time was increased to 336 h.
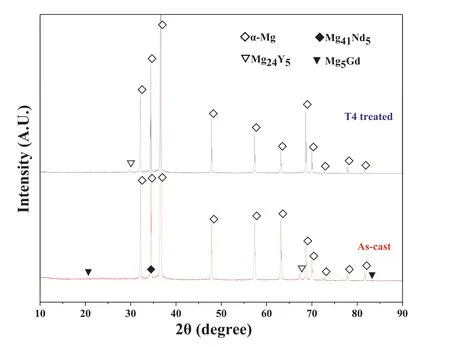
Fig. 4. XRD patterns of as-cast and T4 treated (500 °C × 24 h, quenched) alloys.
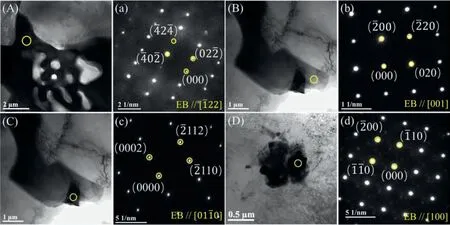
Fig. 5. TEM Bright-field (BF) images and corresponding selected area electron diffraction (SAED) patterns of eutectic compounds in the as-cast WE33 alloy.
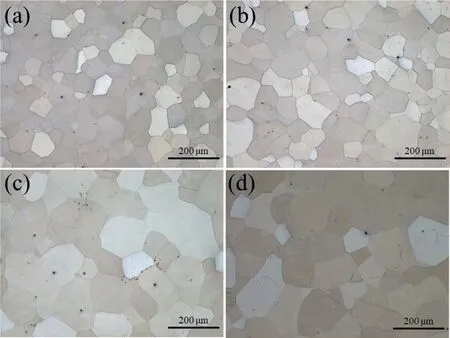
Fig. 6. Optical micrographs of Mg-3Y-2Gd-1Nd-0.4Zr alloy solid solution treated at different temperatures for 24 h: (a) 480 °C; (b) 500 °C; (c) 510 °C; and(d) 520 °C.
The room temperature tensile properties of WE33 alloys aged at 200 °C for various time were shown in Fig. 10. With the aging proceeding from 0 to 192 h, the YS increased gradually from 114 ± 4 MPa to 202 ± 2 MPa, then decreased slowly to 180 ± 8 MPa for the alloy aged for 336 hrs. By considering both the strength and ductility, the WE33 alloy aged for 192 h showed excellent comprehensive properties at ambient temperature with UTS of 319 ± 10 MPa,YS of 202 ± 3 MPa and EL of 8.7 ± 0.3%, respectively.Such tensile properties exceed or are equal to that reported by previous investigations (Table 2). Moreover, among all alloys listed in Table 2, the WE33 alloy has the lowest price.
The mechanical properties at elevated temperatures (150–300 °C) for WE33 alloy aged for 192 hrs are shown in Fig. 11. Compared with the commercial WE43 alloy, the present WE33 alloy exhibited better or equivalent mechanical properties at elevated temperatures in the range from 150 °C to 250 °C [28]. Even tensile tested at 250 °C, the WE33 alloy still has outstanding mechanical properties with UTS of 230 ± 4 MPa, YS of 155 ± 1 MPa, and EL of 16.0 ± 0.5%,respectively. When the test temperature is more than 250 °C,the yield stress reduces largely. It is only about 83 MPa at 300 °C.
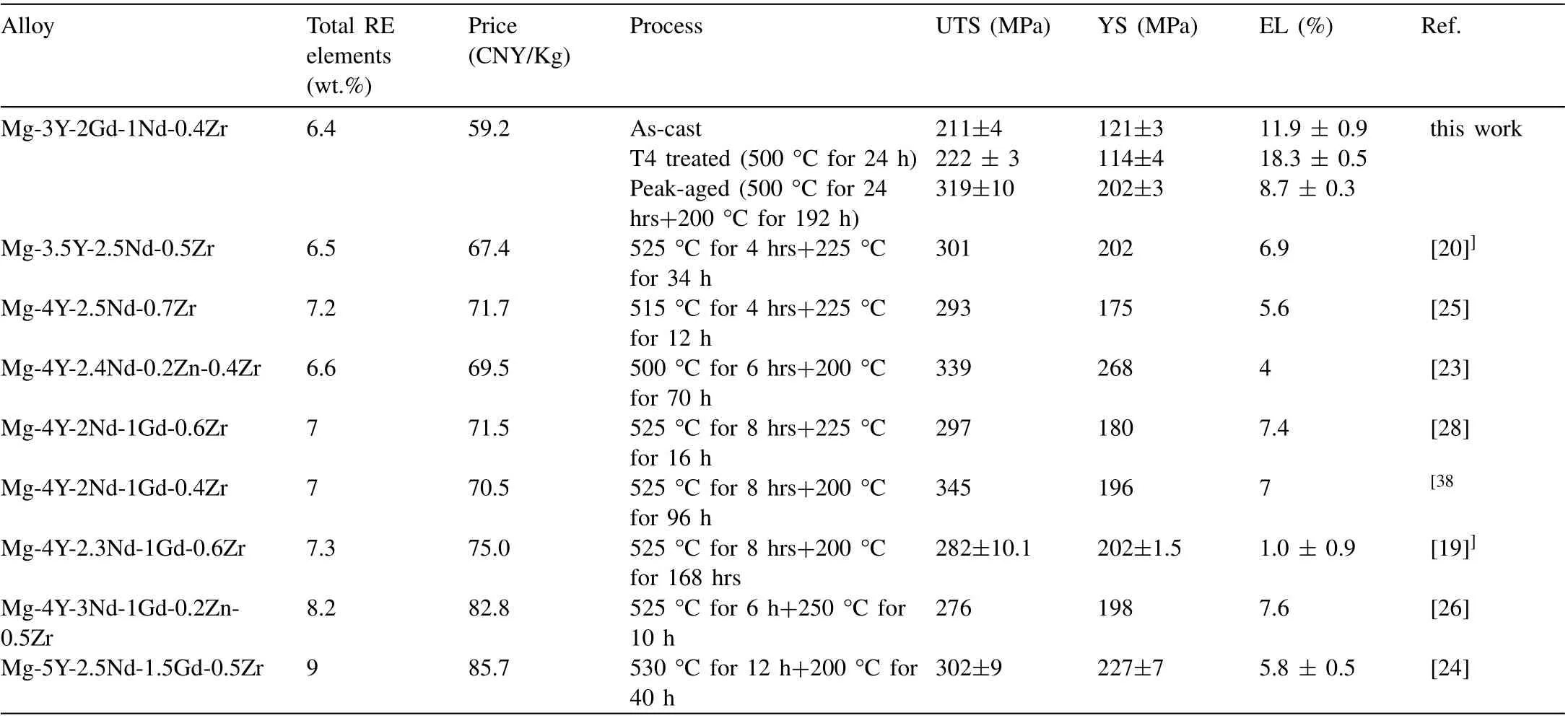
Table 2 Mechanical properties at ambient temperature reported by previous works and price of Mg-Y-Nd-Gd alloys.
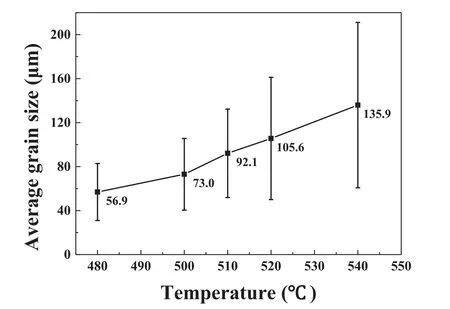
Fig. 7. Effect of solid solution temperature on the average grain size of T4 treated WE33 alloy.
3.4. Fracture behaviors
SEM images of fracture surfaces for WE33 alloys in different states were shown in Fig. 13. The room temperature fracture mode of as-cast WE33 alloy exhibited quasi-cleavage.On its failure surface the cleavage planes, tear ridges and eutectics were distributed(Fig.13(A)and(a)).After solid solution at 500 °C for 24 h, the room temperature fracture mode of WE33 alloy was also quasi-cleavage (Fig. 13 (B) and (b)).Compared with the as-cast alloy, more tear ridges and deeper dimples were observed in the T4 treated alloy. As for the sample aged at 200 °C for 192 h (peak aging), its room temperature fracture mode was transferred to cleavage (Fig. 13(C) and (c)). When the peak aged samples were tensile tested at high temperatures 200 °C and 300 °C, their fracture modes were transferred to quasi-cleavage (Fig. 13 (E) and (e)) and ductile fracture (Fig. 13 (F) and (f)), respectively. In addition,in the peak-aged samples tested at 300 °C, the dynamic recrystallization microstructure was observed near the fracture surface (Fig. 14).
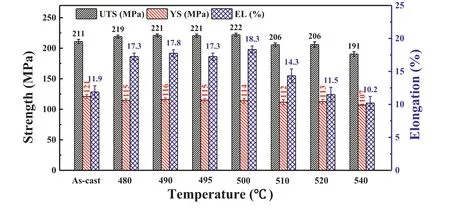
Fig. 8. Room temperature tensile properties of WE33 alloys T4 treated at various temperatures.
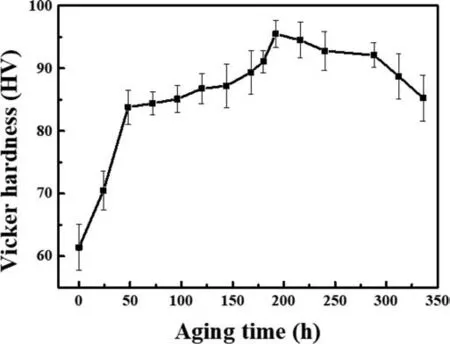
Fig.9. Age-hardening curve of WE33 alloy annealed at 200°C after its solid solution treatment at 500 °C for 24 h.
4. Discussion
The present as-cast WE33 alloy shows a high elongation.Its responsible reasons should be related to a small volume fraction of eutectic phases and few casting defects in it. Normally, the coarse eutectic phases with irregular shapes and sharp edges easily cause stress concentration near them under deformation. At the later stage of deformation, the microcracks were then preferentially initiated around these coarse eutectic particles. Consequently, the existence of such coarse eutectic phases deteriorates the ductility. Compared with the as-cast WE43 alloy, the fraction of eutectic phases in the ascast WE33 alloy is much less, which is only about 1/9 to 1/10 of that in the former (Fig. 2(b) and (d)). In the present WE33 alloy, the replacement of Nd by Gd largely reduces the amount of coarse eutectic phases owing to the high solid solubility of Gd in Mg. Moreover, compared with the commercial alloy WE43,the present WE33 alloy has a lower content of Y. The reduction of Y content can alleviate the melt oxidation so that the oxide inclusions decrease. On the other hand, the high-quality casting component with few defects was successfully produced by the differential pressure casting system. The fewer casting defects, the higher elongation. The EL of the as-cast WE33 alloy reaches to 11.9 ± 0.9%, which is about 2–3 times that of other cast Mg-Y-Nd alloys such as WE43[19,20,26]. The ductility of this alloy can also be well demonstrated by its fracture morphology. As indicated by Fig. 13 (A) and (a), owing to a small volume fraction of eutectic phases and few casting defects, the quasi-cleavage was its main fracture mode after it was tested at room temperature. Unfortunately, the present as-cast WE33 alloy has a lower yield stress compared with commercial cast WE43 alloy [19]. In the present investigation, the sand mold was used to prepare the WE33 component. In such a mold, during solidification the cooling rate was much lower than that in a metal mold. After solidification the obtained grain microstructure was coarse (Fig. 2 (a)). As a result, the grain boundary strengthing (Hall Petch) is then weakened. Besides the coarse grains, the low amount of intermetallic particles in the as-cast WE33 alloy is also attributed to its lower yield strength. Such large particles could supply particle strengthening by the load transfer mechanism.
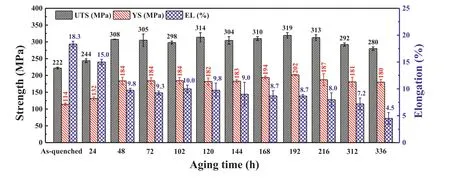
Fig. 10. Room temperature tensile properties of WE33 alloys aged at 200 °C for various time.
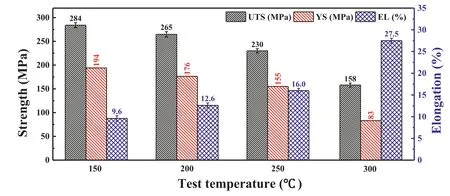
Fig. 11. Elevated temperature tensile properties of WE33 alloys aged at 200 °C for 192 h.
After T4 treatment at temperatures less than 510 °C, the present WE33 alloy exhibit a higher elongation with comparable yield stress to that of as-cast alloy (Fig. 8). The improvement of ductility is mainly caused by the following reasons.Firstly, after T4 treatment, the coarse particles were dissolved and the RE solutes such as Gd, Nd, and Y were oversaturated in the matrix of magnesium. Their enhanced solid solubility in alpha-Mg could be beneficial for the activation of non-basal slip systems during deformation. It was previously reported that the additions of REs in Mg reduce the average pyramidal I-II energy difference so that the cross-slip can easily proceed and the resultant ductility is improved [29]. Secondly,the dissolution of eutectic phases could alleviate the stress concentration near them. The microcracks became difficult to be initiated during deformation. After T4 treatment at 500 °C for 24 h, more tear ridges and deeper dimples could be evidenced, corresponding to a higher elongation. On the fracture surface of this T4 treated alloy, several cleavage planes could also be found. Its room temperature fracture mode is also the quasi-cleavage (Fig. 13 (B) and (b)). As for T4 treated alloy, although the dissolution of second phases reduces its yield strength, in the meantime the increment in the solubility of solutes in the matrix offsets this strength reduction by their solid solution strengthening.The solid solution of REs in Mg can supply effective solid solution strengthening owing to their large difference in atomic radius from that of Mg [30].This makes WE33 alloy keep the comparable yield stress to that of as-cast alloy even after T4 treatment. When the T4 temperature was more than 510 °C, the grains became thermodynamically unstable and grew very quickly(Fig.6 and 7).It is well known that the larger grain size could deteriorate the strain accommodation during deformation [31,32]. Therefore,the elongation reduces when the solid solution temperature is more than 510 °C. Moreover, such grain coarsening can also reduce the yield stress. Especially, the WE33 alloy annealed at 540°C has the lowest yield stress with a value of 107 MPa,which is even lower than that of as-cast alloy (Fig. 8).
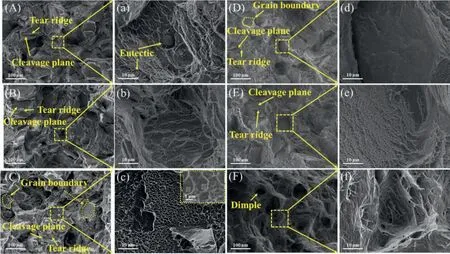
Fig. 13. SEM images of fracture surfaces of WE33 alloys under different states: (A) As-cast, tested at room temperature, the enlarged image (a) corresponds to the region marked with dashed box in (A); (B) solid solution treatment (500 °C × 24 h), tested at room temperature, the enlarged image (b) corresponds to the region marked with dashed box in (B); (C) As-aged (500 °C × 24 hrs+200 °C × 192 h), tested at room temperature, the enlarged image (c) corresponds to the region marked with dashed box in (C); (D) As-aged (500 °C × 24 h+200 °C × 192 h), tested at room temperature, the enlarged image (d) corresponds to the region marked with dashed box in (D); (E) As-aged (500 °C × 24 h+200 °C × 192 h), tested at 200 °C, the enlarged image (e) corresponds to the region marked with dashed box in (E); (F) As-aged(500 °C × 24 h+200 °C × 192 h), tested at 300 °C, the enlarged image (f) corresponds to the region marked with dashed box in (F).
Compared with that achieved by T4 treatment, the mechanical properties of the WE33 alloy were greatly improved after subsequent aging treatment, which are mainly attributed to precipitation strengthening. The improvement of room temperature yield strength in precipitation-hardened Mg-RE alloys is normally associated with plate-shaped precipitates formed on prismatic or basal planes ofα-Mg matrix. Compared to that formed on basal planes, these precipitates on prismatic planes can hinder the basal dislocation slip more effectively, leading to obtain the high yield strength [33]. As for such Mg-Y-Nd/Gd alloys systems, many previous investigations indicated [2,33] that their precipitation sequence is normally followed by supersaturated solid solutionα-Mg (SSSS, closed packed hexagonal (CPH)), ordered Guinier–Preston zones (G.P. zones, CPH),β’’(Mg3Nd,D019),β’(Mg12NdY, orthorhombic),β1(Mg3(Nd,Y), FCC)andβ(Mg14Nd2Y, FCC). Among them, the metastableβ’phase was considered to be the most effective strengthening precipitates. This phase is formed on prismatic planes with a large aspect ratio and a high density during aging [2]. Previous results showed that its formation is mainly responsible for the peak hardening of Mg-REs alloys.
The present WE33 alloy also has an apparent agehardening response aged at 200 °C (Fig. 9 and 10). Before aging for 48 h, the strength increased rapidly. At the early stage of aging, the increment in strength should be due to the formation of ordered G.P. zones and/or the fineβ’’ precipitates inside the matrix ofα-Mg supersaturated solid solution(SSSS) [27,34]. The metastableβ’’ phase is normally coherent with alpha-Mg matrix. These fine precipitates could cause a large strain field around them to pin the dislocation slip effectively and then result in the improvement of strength.During aging from 48 h to 168 h, theβ’’ phase could gradually grow up and transform toβ’ phase. Such a transformation leads to a slower increment in strength. At the peakaging, as aforementioned, the improvement of strength is attributed to a large amount of fine plate-shapedβ’ precipitates with high-density and homogeneous distribution (Fig. 12).The fineβ’ phase is semi-coherent with magnesium matrix.Its existence also effectively increases the strength through the Orown mechanism [35]. When the aging was extended to more than 192 h, the decrease of strength is caused by the overaging. During overaging, the near-equilibrium phaseβ1and/or equilibriumβphase could be formed [18,34,35].They are normally incoherent with magnesium matrix and have big sizes. Their strengthening effectiveness is lower than that achieved byβ’ and/orβ’’.
The present peak-aged WE33 alloy has a high stable strength when tested at till to 250 °C. This demonstrated that these fineβ’ precipitates also effectively act as the obstacles to dislocation movement even at high temperatures.When tested at less than 250 °C, such temperatures are close to or even lower than the aging temperature 200 °C, theβ’phase did not grow up or transform to other phases. When the test temperature is more than 250 °C, the growth and transformation toβofβ’ phase became possible in a short time with the assistance of thermal energy. Moreover, at such high temperatures more than 250 °C, the dynamic recovery and/or even dynamic recrystallization of the alpha-Mg matrix could happen in the tensile samples during tensile deformation(Fig. 14) [36,37]. Consequently, when tested at more than 250 °C, the strength of WE33 alloy reduces rapidly.
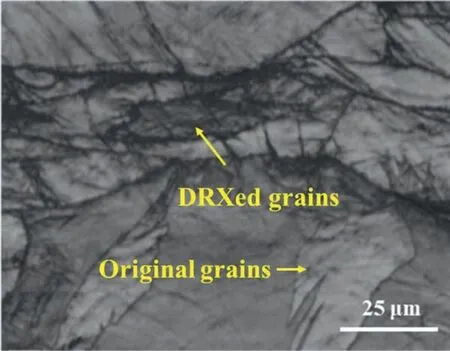
Fig. 14. SEM image of peak-aged samples near the fracture edge tested at 300 °C.
For this alloy, the highest strength was obtained after its peak aging, but its elongation correspondingly decreased.Such elongation evolution could also be evaluated by the observations of its fracture morphology. The fracture mode of peak aged samples is typical cleavage due to the existence of fine plate-shapedβ’ phases. During tensile deformation,the dislocation was efficiently pinned by them so that the cracks might spread extremely rapidly without accompanying by apparent plastic deformation. However, when the peak aged samples were tensile tested at high temperatures 200 °C and 300 °C, their fracture modes were transferred to quasicleavage (Fig. 13(E) and (e)) and ductile fracture (Fig. 13(F)and (f)). During deformation at high temperatures, small cavities or microvoids were easily formed and agglomerate near the particles because dislocations easily moved under the thermal activation. The more dimples were formed, the higher elongation was obtained at high test temperatures.
5. Conclusions
A sizable complex component with various wall thicknesses was successfully fabricated using a novel Mg-3Y-2Gd-1Nd-0.4Zr (wt.%) alloy. Its microstructure, mechanical properties, and fracture behaviors under different states were investigated. The following conclusions can be drawn:
(1) The second phases of as-cast alloy include Mg5Gd,Mg2Y, Mg24Y5, Mg41Nd5, and Mg14Nd2Y distributed at dendritic boundaries, grain boundaries and inside grains. Its UTS, YS, and EL reaches to 211 ± 4 MPa,122 ± 3 MPa and 11.9 ± 0.9%, respectively. The fracture mode of as-cast WE33 alloy is quasi-cleavage.
(2) After solid solution treatment at 500 °C for 24 h, the eutectic phase almost dissolved intoα-Mg matrix of WE 33 alloy. The solid solution treated alloy has a high elongation with a value of 18.3 ± 0.5%. Its fracture mode is also quasi-cleavage.
(3) The plate-shapedβ′phase is formed on prismatic habits and uniformly distributed in the matrix of WE 33 alloy aged at 200 °C for 192 h. The aged WE33 alloy shows excellent comprehensive tensile properties at both ambient and elevated temperatures. Its room temperature ultimate tensile strength, yield strength, and elongation reach to 319±10 MPa, 202±2 MPa, and 8.7 ± 0.3%,respectively. At the test temperature 250 °C, its ultimate tensile strength, yield strength, and elongation are 230±4 MPa, 155±1 MPa and 16.0 ± 0.5%, respectively. The fracture mode of aged WE33 alloy transforms from the cleavage fracture at room temperature to quasi-cleavage and ductile fracture at the test temperatures 200 °C and 300 °C.
Declaration of competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
CRediT authorship contribution statement
Lixiang Yang: Methodology, Investigation, Data curation, Writing – original draft, Writing – review & editing.Yuanding Huang: Supervision, Resources, Formal analysis,Writing – review & editing. Zhengquan Hou: Supervision,Resources, Writing – review & editing. Lv Xiao: Supervision, Methodology, Writing – review & editing. Yuling Xu:Writing – review & editing. Xiwang Dong: Formal analysis,Writing – review & editing. Fei Li: Supervision, Resources,Writing – review & editing. Gerrit Kurz: Writing – review& editing. Baode Sun: Supervision, Resources, Writing –review & editing. Zhongquan Li: Supervision, Resources,Writing – review & editing. Norbert Hort: Supervision, Resources, Writing – review & editing.
Acknowledgments
This work was funded by the National Natural Science Foundation of China (No. U2037601 and No. 52074183).The authors appreciate Ge Chen, Wenbin Zou as well as Shiwei Wang for preparing the alloys, Wenyu Liu as well as Xuehao Zheng from ZKKF(Beijing) Science & Technology Co., Ltd for the TEM measurement, Gert Wiese as well as Petra Fischer for SEM and hardness measurement and Yunting Li from the Instrument Analysis Center of Shanghai Jiao Tong University (China) for SEM measurement. Lixiang Yang also gratefully thanks the China Scholarship Council (201906230111) for awarding a fellowship to support his study stay at Helmholtz-Zentrum Geesthacht.
猜你喜欢
杂志排行

Journal of Magnesium and Alloys的其它文章
- NaH doped TiO2 as a high-performance catalyst for Mg/MgH2 cycling stability and room temperature absorption
- Enhanced initial biodegradation resistance of the biomedical Mg-Cu alloy by surface nanomodification
- Elucidating the evolution of long-period stacking ordered phase and its effect on deformation behavior in the as-cast Mg-6Gd-1Zn-0.6Zr alloy
- Effect of long-period stacking ordered structure on very high cycle fatigue properties of Mg-Gd-Y-Zn-Zr alloys
- The mechanism for tuning the corrosion resistance and pore density of plasma electrolytic oxidation (PEO) coatings on Mg alloy with fluoride addition
- The role of melt cooling rate on the interface between 18R and Mg matrix in Mg97Zn1Y2 alloys