时效处理对BOPP膜关键性能指标的影响及其助剂迁移机制研究
2023-11-18刘文婷杨凯诺贾伟萍王波廖宇褚玮陈程刘兴海
刘文婷,杨凯诺,贾伟萍,王波,廖宇,褚玮,陈程,刘兴海*
时效处理对BOPP膜关键性能指标的影响及其助剂迁移机制研究
刘文婷1,杨凯诺2,贾伟萍1,王波1,廖宇1,褚玮1,陈程2,刘兴海2*
(1.湖北中烟工业有限责任公司,武汉 430040;2.武汉大学 图像传播与印刷包装研究中心,武汉 430061)
明确时效对BOPP包装膜关键性能的影响趋势和程度。将不同型号的BOPP包装膜在标准环境下储存,每隔1个月测定一次摩擦、热封、热收缩、光学和力学等关键性能。BOPP包装膜在生产之后需要一定时效以使其物理性能达到稳定状态,其时间大约为1个月,存储时间超过4个月,部分样品的力学性能和热封性能可能随着添加助剂的迁移和薄膜的老化而出现明显下降现象。由于润滑剂等功能助剂的扩散迁移,导致BOPP的结构和表面受到影响,导致其关键性能受到影响。综合来看,在BOPP包装膜稳定1个月的前提下,越早使用其综合性能越好。
双向拉伸聚丙烯;时效处理;摩擦性能;热封性能;热收缩性能;力学性能
包装膜作为一种产品保护膜,被广泛应用于多种类型的商品领域,例如医药、食品、化妆品、电子器件等,使用数量大、投入研究早、研究程度深。随着高速包装设备的广泛应用、印刷工艺及材料的不断革新,与包装膜相关的质量问题也日趋增多,亟待解决。BOPP包装膜,又称双向拉伸聚丙烯膜(Biaxially Oriented Polypropylene,BOPP)[1],是由多种聚丙烯功能性材料通过共挤、拉伸成型。国内生产厂家一般采用三层(A/B/C)共挤技术经双向拉伸制得高性能BOPP包装膜,具有高透明度、光泽感、材料无毒、结构稳定的特点,对气味及水分有一定的阻隔功能,是包装的理想材料。BOPP具有热封时易发生薄膜收缩的特性,但其在独立使用时不易热封,一般与聚乙烯、聚丁烯共聚形成具有良好热封性的薄膜。
当前,我国在BOPP专用料的开发上与发达国家有很大差距,高档BOPP产品母料依然需要进口。然而,国内BOPP包装膜一定程度上存在批次质量稳定性差、难以满足用户日益增长的质量控制要求等问题[2]。
目前,BOPP包装膜的相关文献主要是开发相关功能性母料来达到控制各关键性能的效果。例如,Cozzolino等[3]将硼砂和微原纤化纤维素(MFC)添加到支链淀粉涂料,配制出BOPP多功能专用母料,所得BOPP膜的静摩擦因数和动摩擦因数显著降低。Subramonian等[4]以废轮胎胶粉增强聚丙烯,研制出含有质量分数为0~40%废轮胎胶粉的增强聚丙烯专用增强母料,发现与聚丙烯相比,专用增强母料在提高摩擦因数方面起着至关重要的作用。Lim等[5]发现随着山梨醇等助剂的添加,使得木薯淀粉薄膜的拉伸强度和结晶度增加,由于存在更多的羟基分子间氢键作用,提高了复合膜的密封强度。Jiang等[6]系统地研究了全息图像印刷在BOPP膜上时,热压花工艺的温度对薄膜力学、热学和光学性能以及表面形貌的影响,并指出橡胶压辊和BOPP膜表面直接接触可能导致严重的光学性能失效。张敏等[7]通过乙烯-乙酸乙烯酯共聚物(EVA)对纳米二氧化硅(SiO2)颗粒进行表面处理,然后与聚丙烯(PP)熔融共混制备了一种PP/纳米SiO2/EVA共混物,并以此为原料制备了一种表层改性的双向拉伸聚丙烯(BOPP)薄膜。经测试,该薄膜纵向上的力学性能得到了较大程度地提高。
然而,鲜见文献系统阐述时效对BOPP包装膜各关键性能指标的影响,而BOPP膜从生产、熟化、运输、储存到上机包装,由于加工周期的不同,可能会经历不同的存储时间。明确时效对BOPP包装膜关键性能指标的影响,对企业提高效率和质量控制有重要意义。
1 实验
为探究时效处理对BOPP包装膜的性能影响,将BOPP包装膜置于标准环境(温度为26 ℃、相对湿度为60%)存储[8],每30 d测试BOPP包装膜的摩擦性能、热封性能、热收缩性能、力学性能等关键上机性能指标[9],并根据测试结果分析时效处理对BOPP包装膜各项性能测试的影响。
1.1 材料和仪器
主要材料:6种不同型号的BOPP包装膜如表1所示,取自湖北某厂,均为该厂现行使用的包装膜类型。
表1 时效处理样品明细
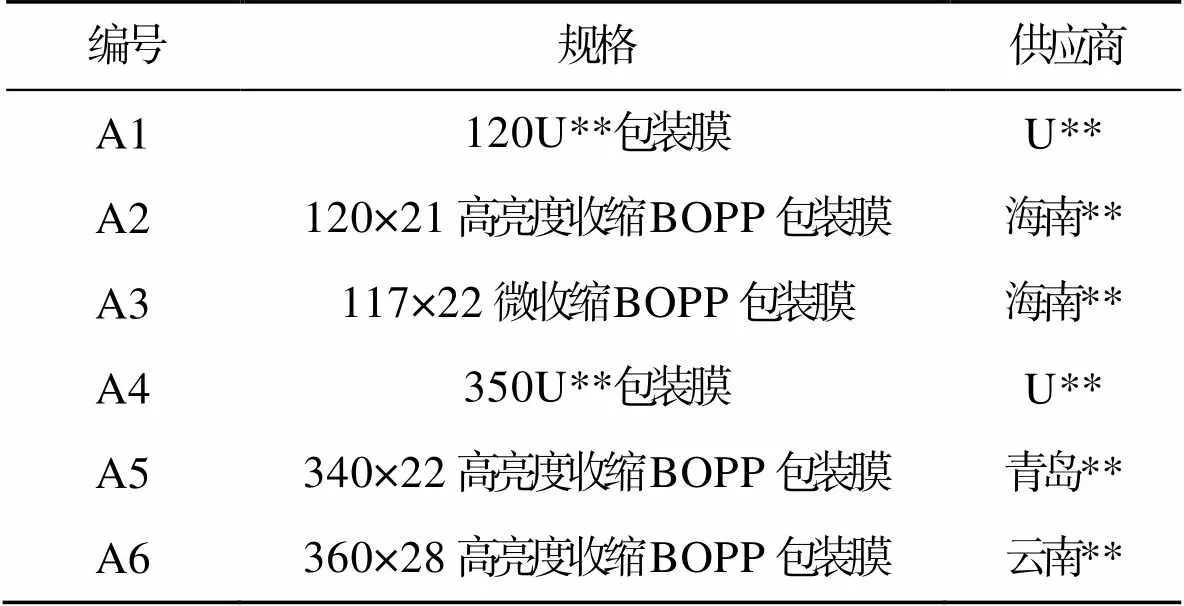
Tab.1 Details of time-processing test sample
主要仪器:Zeiss SIGMA扫描电子显微镜,德国蔡司科技有限公司;SL200B/A201S接触角测量仪,美国科诺有限公司;C620H摩擦系数/剥离试验仪,济南兰光机电技术有限公司;C630H热封试验仪,济南兰光机电技术有限公司;FST-02薄膜热缩性能测试仪,济南兰光机电技术有限公司;TH-09雾度计,杭州彩谱科技有限公司;便携式单角度光泽度仪,天津市科器高新技术公司;INSTRON3343万能材料试验系统,INSTRON;D8 ADVANCE型X射线衍射仪,德国Bruker公司。
1.2 方法
1.2.1 摩擦性能
考虑到BOPP包装膜堆叠或成卷存储时,均为膜外侧与膜内侧相接处。因此,所采用的测试面为BOPP包装膜的外侧,摩擦表面为同种BOPP包装膜的内侧。成卷时位于内侧的一侧定义为BOPP包装膜的内侧,即包装过程中与包装内容物接触的一面为BOPP包装膜的内侧。
摩擦性能的测试按GB/T 10006—2021中的相关规定进行。摩擦系数/剥离试验仪的参数设置:静置时间为10 s,拉伸速度为100 mm/min,拉伸位移为70 mm。注意测试时试样的运动方向应与上机时的机械加工方向保持一致。
1.2.2 热封强度
考虑到BOPP包装膜的制作工艺采用的是逐次双向拉伸工艺,其取向过程是将挤出的PP铸片先纵向拉伸再横向拉伸,这意味着第2次拉伸(横向拉伸)对第1次拉伸(纵向拉伸)的取向具有一定的破坏效果,即纵向上各项性能的调节和控制会相对困难[10]。因此,对于破坏性实验,测试对象均为纵向上的相关性能,包括热封强度、热收缩性能和力学性能。
用万能材料试验系统拉伸时,以热封失效的最大剥离力来表示热封强度。制样时,将BOPP包装膜沿纵向均匀裁取成100 mm×15 mm的试样;测试时,取2条试样的内侧与外侧对齐,在热封机上热封,热封温度上封头为148 ℃,下封头为30 ℃,热封时间为1 s,热封压力为0.18 MPa,注意热封时应保证热封线与BOPP包装膜试样的纵向垂直;然后将热封完成的试样两端夹在拉力机上下2个夹具上,松紧适宜,防止试样滑脱或断裂在夹具内,并保证试样纵轴应与上下夹具中心线重合;最后开始试验,控制夹具间距为100 mm,拉伸速度为(100±10)mm/min,读取试样在热封处断裂时的最大载荷。注意若试样不在热封处断裂,应重新取样测试。
1.2.3 热收缩性能
热收缩性能的测试按GB/T 34848—2017中的相关规定进行。薄膜热缩性能测试仪的参数设置:定时出仓模式,时间为45 s,加热温度为120 ℃。
1.2.4 力学性能
力学性能的测试按GB/T 1040.3—2006中的相关规定进行。万能材料试验系统的参数设置夹具间距为100 mm,试验速度为(250±25)mm/min。
1.2.5 表征手段
接触角的测试按GB/T 30693—2014中的相关规定进行。接触角测量仪的参数设置:水滴为2 μL。每次测量完成后,移动试样,使下一滴水滴滴在试样的新测试部位,直到在同一试样上完成10次接触角的测量,并计算试验结果的平均值。
扫描电镜的测试:样品前处理的参数设置为喷金电流20 mA,喷金时间60 s。
XRD的测试:X射线源为Cu-Kα,室温下测试,=1.540 60 Å,管压为40 kV,管流为40 mA,测试角度为10°~40°,扫描速度为10(°)/min。在同一试样的不同位置上完成5次XRD测试。所得到的数据使用Jade 6.0软件进一步分析,以获得BOPP包装膜的结晶度数据。
1.2.6 数据处理
对BOPP包装膜的每个物理性能指标进行测试时,至少测试5次,并保证每次结果相差不超过10%,否则,将误差过大的数据舍弃,并重新测试,直到数据中有5个较为接近的数值。将该5次数据记为有效数据,取平均值作为该测试条件下薄膜的物理性能指标数值。
2 结果与分析
由于实验室测试与国家、企业标准中所采用的方法有所不同(例如热收缩性能,实验室采用热缩性能测试仪,国标和企标采用烘箱加热),因此具体的测试数值与标准中的数值有一定差异。本文着重分析BOPP膜性能指标的变化趋势和幅度,并分析易受时效影响的性能指标和烟膜牌号,对企业的质量控制具有实用价值。
2.1 摩擦性能
摩擦性能指两相互接触的物体有相对运动或有相对运动趋势时在接触处产生阻力的现象,是BOPP包装膜上机性能的关键指标之一,主要受BOPP膜的表面微结构和高分子聚集态的影响。
在不同的时效处理下,BOPP包装膜的静摩擦因数和动摩擦因数的测试结果如图1所示。静摩擦因数的标准差均小于0.016,动摩擦因数的标准差均小于0.005。
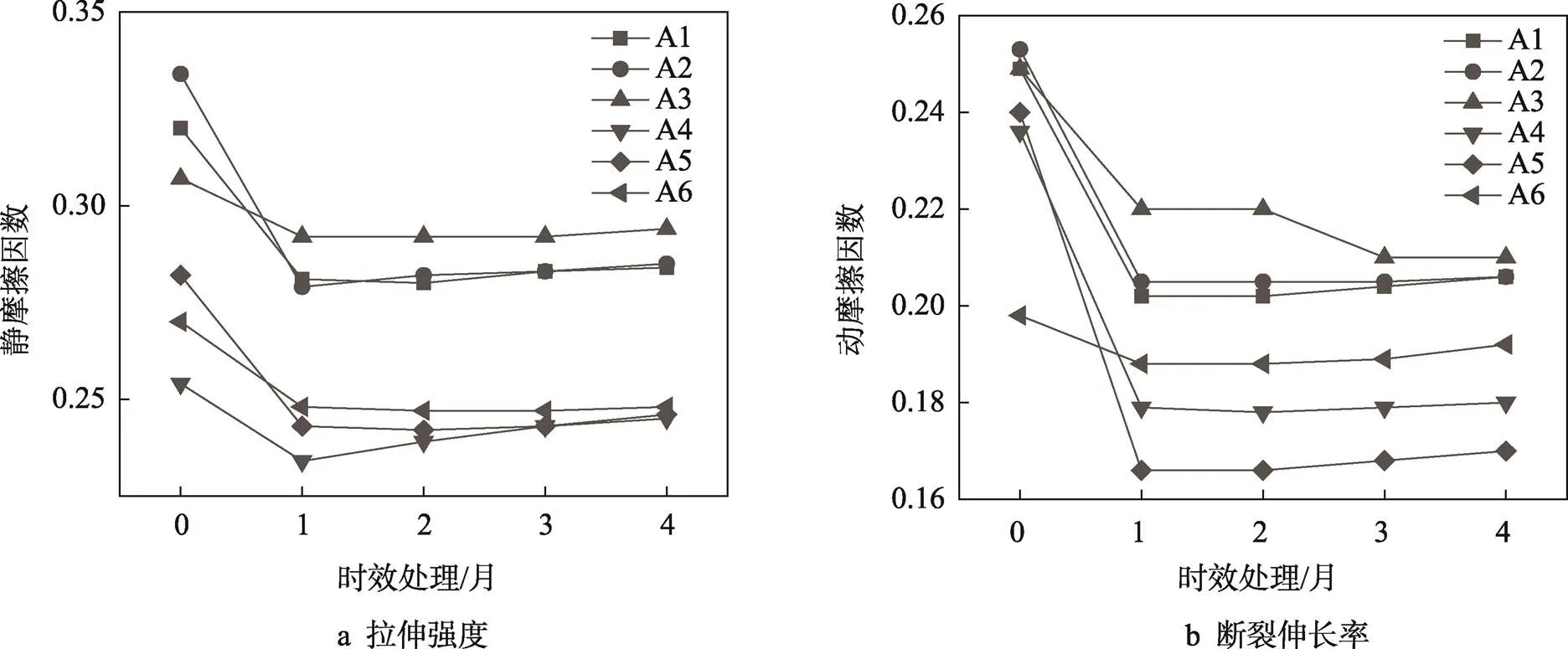
图1 时效处理对摩擦性能的影响
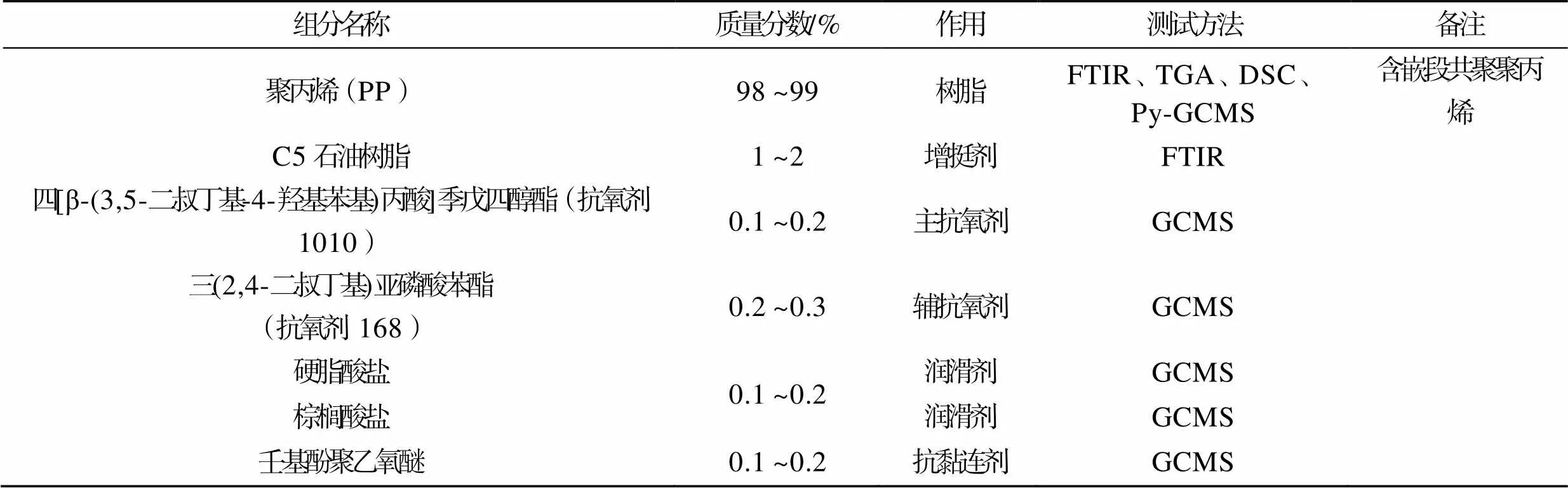
表2 BOPP-A3样品的成分信息
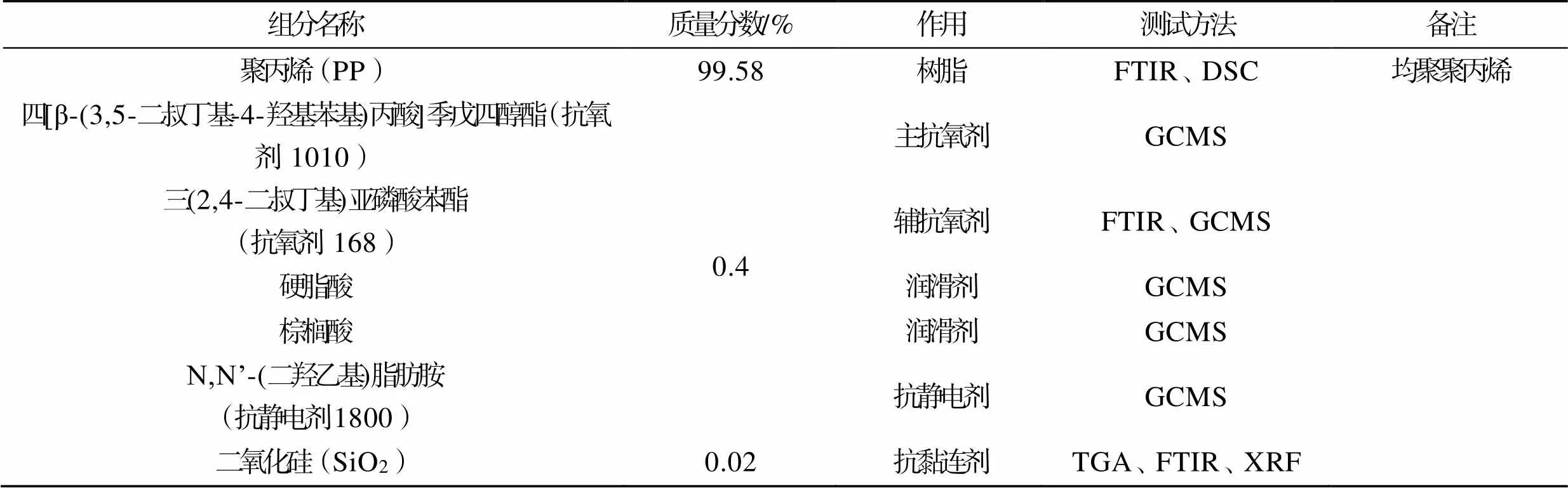
Tab.2 Composition information of BOPP-A3 sample
从图1来看,所有样品的静摩擦因数和动摩擦因数均在时效处理第1个月出现了一定程度的下降,在时效处理第2~4个月相对稳定。
BOPP包装膜的制备过程中会加入各种功能性母料作为助剂。以海南**117×22微收缩BOPP烟膜A3为例,表2为其成分信息,图2为根据其成分模拟的结构。其中,作为润滑剂的硬脂酸和棕榈酸,随着时效处理,从芯层以一定的速度向薄膜的表面(外层和内层)迁移,在薄膜表面形成一层润滑层,从而降低薄膜的摩擦因数。润滑剂迁移的速度与润滑剂的分子质量有关,分子质量越小,分子链越短,迁移速度越快。因此,生产出来的BOPP包装膜需要一定的迁移时间才能发挥作用,迁移时间一般不少于2周[11]。当润滑剂的迁移达到平衡时,摩擦因数趋于平稳,甚至有所回升。
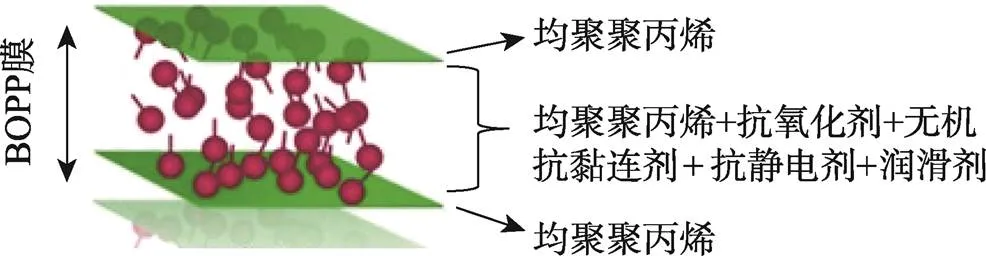
图2 BOPP-A3样品的结构
表3和表4分别为海南**120×21高亮度收缩BOPP包装膜A2和云南**360×28高亮度收缩BOPP包装膜A6的成分信息。综合比较表2~4可以发现,不同牌号的BOPP包装膜区别主要体现在聚丙烯的构成(均聚或共聚)和功能性添加剂的种类。
表3 BOPP-A2样品的成分信息
Tab.3 Composition information of BOPP-A2 sample
表4 BOPP-A6样品的成分信息

Tab.4 Composition information of BOPP-A6 sample
2.2 热封性能
热封普遍应用于包装领域,选择合适的热封材料和热封参数可以降低生产线的废品率,热封性能是影响包装阻隔效果的关键指标。
在不同的时效处理下,BOPP包装膜热封强度的测试结果如图3所示。热封强度的标准差均小于0.5。
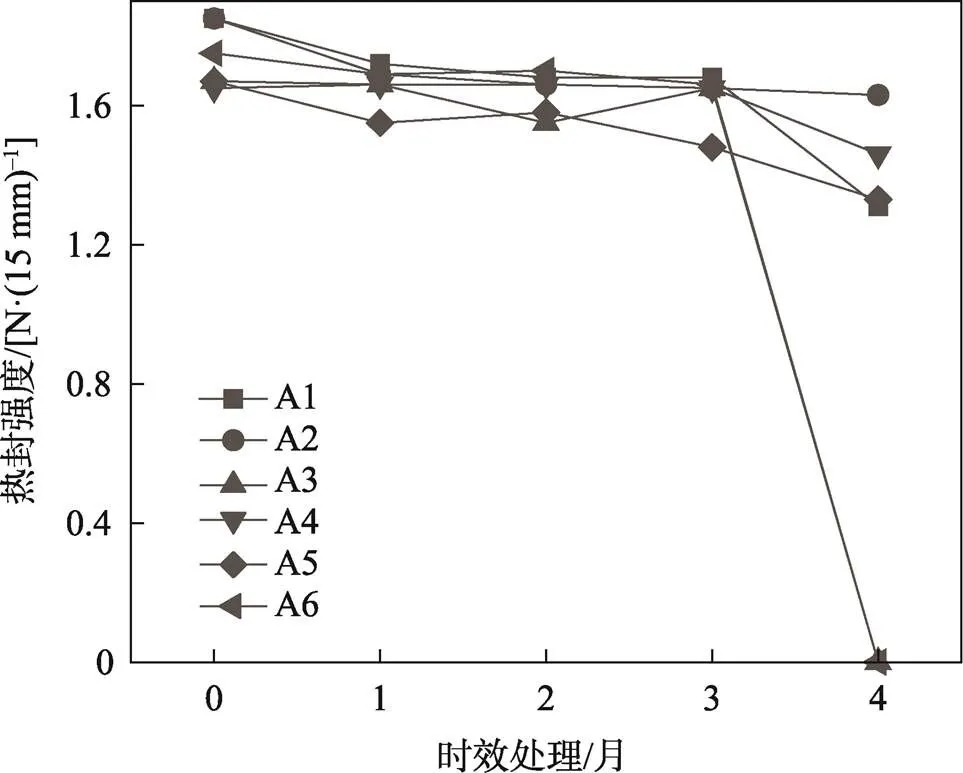
图3 时效处理对热封强度的影响
分析图3数据可知,A3和A6样品在时效处理第4个月后出现了“假烫”现象,导致热封失效;A1、A2、A4和A5样品随着时效处理的延长,热封强度整体也呈下降趋势,在第4个月时的热封强度数值相较初始值分别降低了29.2%、10.8%、11.5%和20.4%。综合来看,测试的所有BOPP包装膜样品,热封强度均随时效处理的延长呈下降趋势。
一般来说,BOPP的生产原材料主要是无规均聚丙烯(PP),而均聚PP热封性能差,需要共聚其他物质(乙烯、丁烯等)来形成热封层,提高热封性能[12]。图4为常见的3层结构热封型BOPP膜的结构模型。

图4 热封型BOPP膜结构模型
随着时效处理的延长,芯层中的功能性小分子助剂过多,并迁移至热封层表面,在热封时起到增塑作用,隔离了热封层分子之间的热缠绕,导致热封能力下降,热封强度随时效处理的延长出现明显降低。如图5所示,以抗静电剂的迁移为例研究其迁移机制。抗静电剂的有效成分一般为表面活性剂,其分子包含亲水基团和亲油基团。在薄膜刚生产下线的阶段,抗静电剂均匀分布在BOPP膜的芯层;随着时效处理的延长,抗静电剂逐渐向薄膜表层迁移,并且开始有序规则排列,亲油基团指向薄膜内部,而亲水基团指向薄膜外部,从而吸附水等极性物质,形成一个薄层。如阶段3所示,该薄层虽然能通过导电来消除静电,但也会阻碍原本表层和里层共聚聚丙烯之间的热缠绕,导致热封性能下降。

图5 抗静电剂的迁移机制
上述助剂的迁移机制也可以通过其他表征手段来加以验证。图6为BOPP包装膜的水接触角测试结果。由于BOPP本身并不具备亲水性,因此BOPP包装膜的亲水性能在一定程度上反映了亲水性助剂迁移到表面的程度,用量角器测量可以得到不同种类BOPP薄膜在时效处理第4个月时水接触角的大致大小,可以看出A3和A6样品的水接触角最小,即亲水性较强。图7为用扫描电子显微镜测得的BOPP包装膜的表面微结构测试结果,可以反映薄膜表面迁出助剂的形貌。可以明显看到,相较于A2和A4样品,A3和A6样品的表面聚集了更多迁移的功能性助剂。从图6和图7综合来看,可知A3和A6样品的表面助剂迁移较多,这与实验结果中A3和A6样品的热封性能较差的现象一致,也进一步验证了前文中助剂迁移机制的研究。
结合前文的成分分析来看,A3和A6功能性助剂较易迁移的原因可能与其选用的抗黏连剂为SiO2有关。SiO2颗粒体积较大,使得聚丙烯长链无法在其周围分布,而较小的功能性助剂则能在SiO2颗粒附近的空间发生聚集,从而更易迁移。

图6 时效处理第4个月时,功能性助剂对BOPP膜表面接触的影响

图7 时效处理第4个月时,功能性助剂对BOPP膜表面微结构的影响
2.3 热收缩性能
BOPP包装膜的制备是在特定的高温环境下将铸片材料进行拉伸,部分分子链段在拉伸方向上定向取向,无序卷曲的分子链段将会产生有序排列,待温度急速降低时,分子链段取向与内应力被“冷冻”,薄膜在此温度下被定型。当BOPP包装膜再次被加热到一定温度时,被“冷冻”的分子链段发生解取向,恢复到无序卷曲状态,即为热收缩[13],此时对应的收缩张力为热缩力。当进一步冷却时,已经热收缩的BOPP包装膜将进一步产生紧致力,此时对应的收缩张力为冷缩力。
在不同的时效处理下,BOPP包装膜收缩力的测试结果如图8所示。热缩力的标准差均小于0.05,冷缩力的标准差均小于0.07。
从图8来看,随着时效处理的延长,收缩力整体呈下降趋势,并且在大部分情况下,前3个月下降的幅度相对较小。
以海南**120×21高亮度收缩BOPP包装膜A2为例,其结晶度受时效处理的影响如表5所示。

图8 时效处理对收缩力的影响
表5 时效处理对结晶度的影响

Tab.5 Effect of time-processing on crystallinity
从表5来看,BOPP膜的结晶度随时效处理的延长呈上升趋势。这是由非晶区中链氧化、降解或断裂引起的[14],而BOPP膜的收缩性能主要由其非晶区提供,使得收缩张力出现下降。
收缩完成后,薄膜尺寸的变化率称为BOPP包装膜的热收缩率。在不同的时效处理下,BOPP包装膜热收缩率的测试结果如图9所示,热收缩率的标准差均小于0.007。
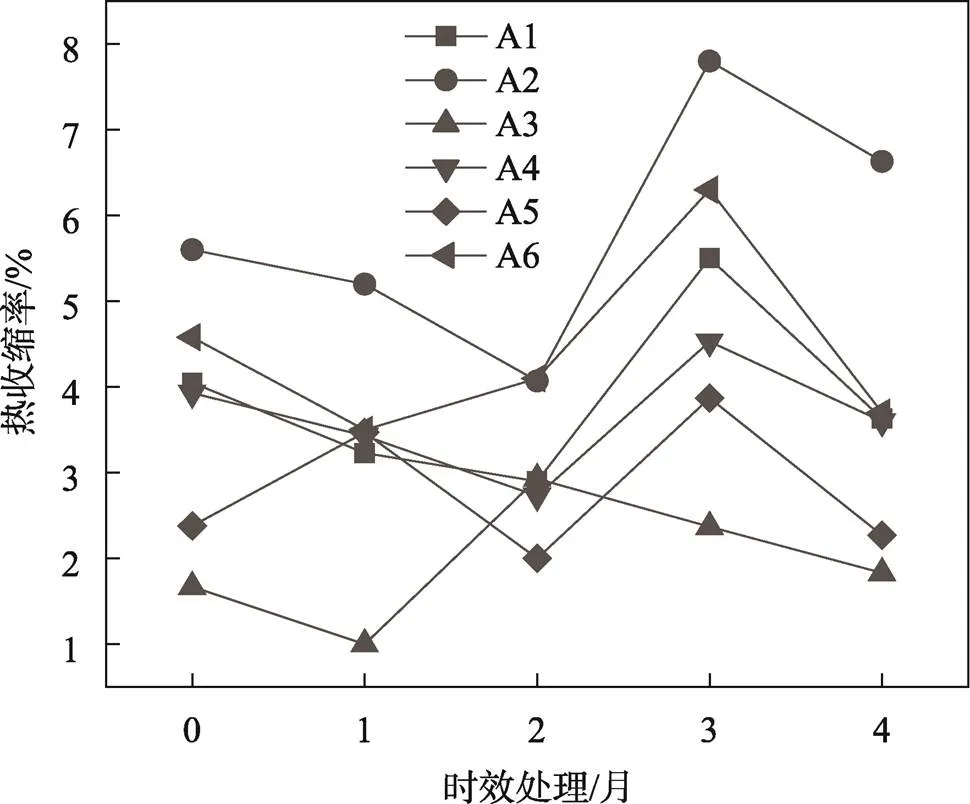
图9 时效处理对热收缩率的影响
从图9来看,对于A1、A2、A3、A4和A6样品,随着时效处理的延长,热收缩率先减小后回升然后再次减小,最大值一般出现第3个月(A2则出现在第2个月);而A5样品的热收缩率随着时效处理的延长呈现波动趋势,并且各阶段波动幅度都较大。
BOPP包装膜的热收缩率均呈现波动的原因,一是BOPP包装膜的拉伸是一个受外力取向的过程,在解除外力后会有自发产生的解取向过程,即薄膜会自发产生收缩,造成热收缩时的收缩率衰减;二是BOPP包装膜在时效处理的过程中在没有外加应力作用的条件下,非晶区PP分子链趋向蜷曲,结晶不完善的晶区中PP分子链趋向无序,这2种运动趋势经过累积到一定程度,可能会降低BOPP的结晶度[15];三是整体来说,BOPP的结晶度会随着时效处理的延长而增大,致使提供收缩性能的非晶区受到影响。在以上3种趋势的共同作用下,BOPP包装膜的热收缩率呈波动变化。就数值来看,一般在时效处理第3个月时热收缩率最大。
2.4 力学性能
材料的力学性能指材料在不同环境下,承受各种外加载荷时所表现出的力学特征。BOPP包装膜的拉伸强度指薄膜在纯拉伸力的作用下,不致断裂时所能承受的最大载荷与受拉伸薄膜横截面积的比值。BOPP包装膜的断裂伸长率指薄膜在受外力作用至拉断时,拉伸后的伸长长度(位移)与拉伸前长度的比值,用百分率表示。
在不同的时效处理下,BOPP包装膜拉伸强度和断裂伸长率的测试结果如图10所示。拉伸强度的标准差均小于20,断裂伸长率的标准差均小于0.1。
从图10来看,随着时效处理的延长,拉伸强度和断裂伸长率均呈现下降趋势。在时效处理4个月后,A1~A6样品的拉伸强度相较初始值分别下降了13.1%、52.8%、65.5%、28.0%、54.4%和15.1%;断裂伸长率相较初始值分别下降了30.0%、37.3%、37.8%、53.8%、57.7%和37.4%。这是因为随着时效处理的延长,BOPP包装膜的分子结构会产生一定程度的降解,从而使力学性能有一定的丧失,即通常所说的塑料老化现象。同时,结晶度的增加也会使得BOPP包装膜变脆,使得拉伸强度和断裂伸长率降低。

图10 时效处理对拉伸强度和断裂伸长率的影响
3 结语
可以看出,将BOPP包装膜在标准环境(温度为26 ℃、相对湿度为60%)下储存,随着时效处理的延长,热封、热收缩、光学和力学性能均呈现劣化的趋势,而摩擦性能需要一定的时间来稳定。BOPP包装膜性能的变化主要与塑料的自然老化和芯层助剂向表面迁移有关。对于摩擦性能,润滑剂从芯层迁移到表层需要一定的时间,因此在第1个月后再使用时摩擦因数能保持相对稳定;对于热封性能和光学性能,均由于助剂的迁移导致包装膜在长时间存储后性能大幅度降低,部分样品热封强度下降达到100%;对于力学性能,由于塑料的自然老化,导致样品随着时效处理的延长拉伸强度和断裂伸长率明显降低,下降程度达到50%。
综上,在BOPP包装膜在稳定一个月的前提下,尽早使用效果最好,既能满足热封、热收缩、光学和力学性能仍维持较高水平,又能保证摩擦性能已经趋于稳定。同时,不同牌号的BOPP膜性能指标受时效处理影响的程度不同,主要与其功能性添加剂的构成有关。这对企业提高效率和质量控制有重要参考意义。
[1] SADEGHI F, AJJI A. Application of Single Site Catalyst Metallocene Polyethylenes in Extruded Films: Effect of Molecular Structure on Sealability, Flexural Cracking and Mechanical Properties[J]. The Canadian Journal of Chemical Engineering, 2014, 92(7): 1181-1188.
[2] 赵素芬, 涂志刚, 柳孟良, 等. 氟弹性体类加工助剂改性双向拉伸薄膜用PP[J]. 合成树脂及塑料, 2020, 37(1): 43-46.
ZHAO Su-fen, TU Zhi-gang, LIU Meng-liang, et al. Fluorinated Elastomer PPM-Modified BOPP Film[J]. China Synthetic Resin and Plastics, 2020, 37(1): 43-46.
[3] COZZOLINO C A, CAMPANELLA G, TÜRE H, et al. Microfibrillated Cellulose and Borax as Mechanical, O₂-Barrier, and Surface-Modulating Agents of Pullulan Biocomposite Coatings on BOPP[J]. Carbohydrate Polymers, 2016, 143: 179-187.
[4] SUBRAMONIAN S, YAP T C, AHSAN Q, et al. Friction Performance Analysis of Waste Tire Rubber Powder Reinforced Polypropylene Using Pin-on-Disk Tribometer[J]. Procedia Engineering, 2013, 68: 743-749.
[5] LIM W, OCK S, PARK G, et al. Heat-Sealing Property of Cassava Starch Film Plasticized with Glycerol and Sorbitol[J]. Food Packaging and Shelf Life, 2020, 26(1): 100556.
[6] JIANG Meng-lin, LIN Shi-wei, JIANG Wen-kai, et al. Hot Embossing Holographic Images in BOPP Shrink Films through Large-Area Roll-to-Roll Nanoimprint Lithography[J]. Applied Surface Science, 2014, 311: 101-106.
[7] 张敏, 常欢, 李东立, 等. 双向拉伸聚丙烯薄膜在有机二氧化硅颗粒共存下的结晶结构和形态[J]. 中国塑料, 2018, 32(6): 65-71.
ZHANG Min, CHANG Huan, LI Dong-li, et al. Crystalline Structure and Morphology of Biaxial Oriented Polypropylene Film under Coexistence of Silica Nanoparticles[J]. China Plastics, 2018, 32(6): 65-71.
[8] ISO 291, Plastics-Standard Atmospheres for Conditioning and Testing[S].
[9] Q/HBZY J. FL33005—2017, 烟用BOPP膜[S].
Q/HBZY J. FL33005-2017,BOPP Film for Cigarettes[S].
[10] 涂志刚. 时效稳定型高收缩BOPP烟膜的研究[J]. 中国塑料, 2008, 22(4): 66-69.
TU Zhi-gang. Study on Time-Stability Masterbatch for Highly Shrinkable BOPP Film of Cigarette Packaging[J]. China Plastics, 2008, 22(4): 66-69.
[11] 何雪青, 王芬, 穆亚君, 等. BOPP 薄膜生产中的功能母料[J]. 广东塑料, 2005(4): 25-27.
HE Xue-qing, WANG Fen, MU Ya-jun, et al. The Function Masterbatch in BOPP Produce[J]. Plastics Manufacture, 2005(4): 25-27.
[12] 刘琳娜, 向明, 蔡燎原, 等. BOPP薄膜三元热封料结构分析[J]. 塑料工业, 2014, 42(4): 51-55.
LIU Lin-na, XIANG Ming, CAI Liao-yuan, et al. Structural Characterization of BOPP Heat Sealing Terpolymer[J]. China Plastics Industry, 2014, 42(4): 51-55.
[13] 郝文静, 陈欣, 周伟芳. 热收缩薄膜收缩力的探讨与研究[J]. 中国包装, 2013, 33(3): 48-50.
HAO Wen-jing, CHEN Xin, ZHOU Wei-fang. Study on Shrinkage Force of Heat Shrinkable Film[J]. China Packaging, 2013, 33(3): 48-50.
[14] SILVA R, SILVA P, CARVALHO M. Degradation Studies of Some Polymeric Biomaterials: Polypropylene (PP) and Polyvinylidene Difluoride (PVDF)[J]. Materials Science Forum, 2007, 539-543: 573-576.
[15] 张博冲. BOPP烟用包装薄膜结构性能研究[D]. 成都: 四川大学, 2004: 56-57.
ZHANG Bo-chong. Study on Structure and Properties of BOPP Cigarette Packaging Film[D]. Chengdu: Sichuan University, 2004: 56-57.
Effect of Time-processing on Key Properties of BOPP Film and Study on Migration Mechanism of Additives
LIU Wen-ting1, YANG Kai-nuo2, JIA Wei-ping1, WANG Bo1, LIAO Yu1, CHU Wei1, CHEN Cheng2, LIU Xing-hai2*
(1. China Tobacco Hubei Industrial Co., LTD., Wuhan 430040, China; 2. Research Center of Graphic Communication, Printing and Packaging, Wuhan University, Wuhan 430061, China)
The work aims to clarify the trend and extent of time-processing effects on the key properties of BOPP packaging films. Different types of BOPP packaging films were stored in a standard environment, and their key properties such as friction, heat sealing, thermal shrinkage and optical and mechanical properties were measured every other month. After the production of BOPP packaging film requires a certain aging treatment to make its physical properties reach a stable state, its time is about one month, storage time is more than 4 months, the mechanical properties and heat sealing properties of some samples may decrease significantly with the migration of additives and the aging of the film. Due to the diffusion and migration of functional additives such as lubricants, the structure and surface of BOPP are affected, leading to the effect on its key properties. Overall, on the premise that BOPP packaging film is stable for one month, the earlier it is used, the better its comprehensive performance is.
biaxially oriented polypropylene; time-processing; friction performance; heat sealing performance; thermal shrinkage performance; mechanical properties
TS206.4
A
1001-3563(2023)21-0126-08
10.19554/j.cnki.1001-3563.2023.21.016
2023-06-12
通信作者
责任编辑:曾钰婵
