6xxx系铝合金材料中厚板搅拌摩擦焊工艺研究
2023-11-16林若琛徐汉斌
林若琛 徐汉斌
武汉理工大学 湖北 武汉 430070
引言
随着时代的发展,轻量化的材料开始不断取代较重的传统钢铁材料。作为地球地壳中丰度第三的元素,铝资源在世界分布较广,我国的铝土资源也非常丰富,非常适合还在不断发展的工业产业[1]。铝合金比重低﹑比强度高,具有较好的其他各项物理性能。其中6xxx系铝合金又被称为超高强铝合金,是目前各种科研工作的重点实验材料[2-3]。
铝合金在应用焊接工艺时,具有如下一般问题:铝的热导率高,散热快,焊接时需要较大的热输入量;铝合金的线膨胀系数较大,若工件为薄板形,则接头可能会有大残余应力和明显变形[4-5];铝合金化学性质活泼,焊件表面产生的氧化膜(Al2O3)会在焊缝中形成夹杂物;焊后易产生氢气孔﹑热裂纹等缺陷[6]。
Rhodes等对7075铝合金搅拌摩擦焊焊缝微观形貌进行观测,发现焊缝中心是再结晶组织,其晶粒大小为2µm~4µm,在焊接时产生高温,使得固溶体中的强化相发生溶解,当焊接结束温度下降使接头冷却[7],焊接头组织发生再结晶,强化相再次析出。
傅志红等对7A52铝合金搅拌摩擦焊工艺参数研究,发现垂直于焊接方向截面的显微硬度分布呈左右对称的“W”形[8],其中熔核区硬度较低,低于母材,硬度最低值出现在前进侧(AS)的热影响区内。
现在,铝合金的搅拌摩擦焊工艺探索仍是研究热门[9]。本文旨在探索FSW对6xxx系铝合金性能和组织的影响以及在不同工艺参数下对6xxx系铝合金执行FSW,探索给定设计范围内更好的焊接工艺参数。
1 实验材料、设备及方法
1.1 实验材料
本次实验使用6xxx铝合金,是一种析出强化型铝合金。选用10mm厚6xxx铝合金,采用对接接头,焊前进行表面清理。
1.2 实验设备
1.2.1 搅拌摩擦焊设备。常用的搅拌摩擦焊设备大致可以分为悬臂式﹑C型和龙门式3大类型。根据所要焊接的材料和厚度选用通用龙门式搅拌摩擦焊设备。
1.2.2 搅拌头。搅拌头是重要零件,用于搅拌摩擦焊从而来获得高质量焊接接头,是搅拌摩擦焊的施焊工具,包括轴肩和搅拌针两部分,材质选用H13钢,材料稳定可靠,经济性好。本文选用锥形螺纹搅拌针。搅拌头尺寸如表1所示。

表1 搅拌头尺寸
1.2.3 多功能试验机。拉伸速率为4mm/min。实验在CMT-5205型多功能试样机上进行,将焊接后的样板切除引收弧,制备的试样尽量和焊缝方向垂直。
2.3 实验方法
设计搅拌头中轴线沿焊接相反方向偏移,与焊机的主轴成2.5°夹角;搅拌头下扎速度5mm/min,拔出速度100mm/min,停留时间10s;初始下扎量设置为2mm,焊接过程中可手动调整下压量;搅拌头转速500~1500r/min,焊接速度80~120mm/min。
2.3.1 焊接工艺参数的选择。
(1)搅拌头旋转速度。在一定范围内使转速增加,热输入增加对提高软化材料填充空腔的能力有好处,接头中没有缺陷,从而能避免接头中形成缺陷。但是,如果转速过高,会增加材料的应变速率,并影响焊缝的再结晶,例如超过10000r/min。在本实验中,搅拌头的转速分别为500r/min﹑800r/min和1500r/min。
(2)焊接速度。对于焊接速度在搅拌摩擦焊中的体现,通常总结为以下两种:搅拌头沿焊接方向前进的速度,或被焊材料对于搅拌头的后退速度。被焊材料厚度﹑生产效率(焊接速度越快,生产效率越高)﹑焊接现场条件(焊机机型﹑焊接环境及其他现场因素)等因素是焊接速度选取的主要参考,最后确定出有一个对应的数值窗口,可允许焊接速度在一定的范围进行微调。本次实验选择焊接速度为80mm/min﹑100mm/min和120mm/min分别进行实验。
(3)搅拌头仰角。搅拌摩擦焊时,搅拌头一般会有角度倾斜(一般为0°~5°)。搅拌头的倾斜将使搅拌头在焊接过程中向前和向下对转移的热塑性金属施加镦粗力。这种力是确保焊接成功的一个重要因素。整体搅拌头倾角的选取基于“薄板小角度,厚板大角度”的原则,对于厚度小于10mm的薄板采用1~3°倾角,对于厚度大于 10mm的中厚板,则用3~5°。搅拌头的仰角与搅拌头轴肩的尺寸和待焊接工件的厚度有关。在本实验中,搅拌头的仰角分别为θ=1o﹑θ=2o和θ=3o。
2.3.2 力学性能检测方法。拉伸速度为2mm/min,拉伸引伸仪标距为25mm。
3 实验结果及分析
3.1 焊接参数对焊缝的影响
3.1.1 搅拌头旋转速度对焊缝的影响。旋转速度过低,热输入不足以形成连续的黏塑性流动层,这可能引起设备抖动﹑焊缝成形差﹑内部缺陷等,严重时会因为径向阻力过大而发生搅拌针断裂;提高转速,焊接温度峰值增大。当旋转速度为1500r/min时,由于热输入过高而在焊缝中形成隧道缺陷;当旋转速度为500r/min时,厚度中心位置存在孔洞缺陷;由图1可见,当旋转速度为800r/min时,接头内没有缺陷;综上所述,经过实验验证,搅拌头旋转速度为800r/min时焊接效果为最佳。

图1 搅拌头旋转速度为800r/min时焊缝效果图
3.1.2 焊接速度对焊缝的影响。焊接速度对焊缝也有很大的影响。采用使其他变量不变的方法继续进行试验,焊接速度改变,保持其他参数不变。当焊接速度为80mm/min时,焊缝表面粗糙,焊缝表面有大量丝状铝屑产生;当焊接速度为100mm/min时,焊缝表面有丝状铝屑产生不多,焊缝表面比较不光滑;当焊接速度为120mm/min时,从图2中可以发现,焊缝表面产生丝状铝屑少,焊缝表面比较光滑,焊缝成形美观。综上所述,当焊接速度为120mm/min时,焊缝表面成形好。

图2 焊接速度为120mm/min时焊缝效果图
3.1.3 搅拌头仰角对焊缝的影响。对于高强度铝锂合金,在n=800r/min﹑v=120mm/min的条件下,当θ=1°和θ=2°时,焊缝表面飞边较大,而且在焊缝表面形成了宏观沟槽缺陷;当θ=3°时焊缝表面成形良好,如图3,形成了致密的弧形纹。主要原因在于倾斜角度的增大减小了焊具轴肩的距离,使轴肩对材料起到了压紧和碾压的作用,获得的焊缝表面无缺陷且接头成形美观。
图3 搅拌头仰角为3°时焊后焊缝效果图
3.2 焊接参数对焊核显微组织的影响
3.2.1 搅拌头旋转速度对焊核显微组织的影响。当搅拌头旋转速度为800r/min时,呈密集小球形状,沉淀较小形状均匀。500r/min﹑1500r/min显微镜下的形状成块。如图4可见,当搅拌头旋转速度为800r/min时所获得的组织最好。

图4 搅拌头旋转速度800r/min时焊核区显微组织
3.2.2 焊接速度对焊核显微组织的影响。图5显示了焊接速度为100mm/min时接头熔核区域的微观结构图像。可以看出,熔核区的组织由细小的等轴晶粒组成,所以当焊接速度为100mm/min时所获得的组织最好。

图5 焊接速度100mm/min时焊核区显微组织
熔核区的晶粒尺寸也受焊接速度的影响。当焊接速度为80mm/min时,析出物有局部聚集区,分布不均匀,形状大且不规则,随着焊接速度的增加,熔核区晶粒尺寸先减小后增大。所以当焊接速度为100mm/min时所获得的组织最好。随着焊接速度的变化,晶界析出相的大小和分布也发生了变化。所以当焊接速度为100mm/min时所获得的组织最好。
3.3 焊接参数对焊接接头拉伸性能的影响
在最佳旋转速度800r/min﹑最佳仰角为3°参数不变的工况下,不同焊接速度实验结果如表2所示。试验结果显示,在100mm/min的速度下,焊接接头拉伸性能较好。

表2 不同速度下的焊接接头拉伸性能
综上,经过几次对比实验确定的最优参数如表3所示。
4 焊接接头力学性能检测及分析
4.1 焊接接头力学性能及分析
4.1.1 焊接接头拉伸性能及分析。对用最优参数焊接后的焊接接头进行拉伸试验,能够较直观地看出焊缝性能的好坏。在拉伸试验前,需要将焊缝余高打磨掉,以防止其产生较大的应力集中。表4为母材拉伸试验结果,表5为焊后接头拉伸实验结果。

表4 6xxx母材拉伸试验结果
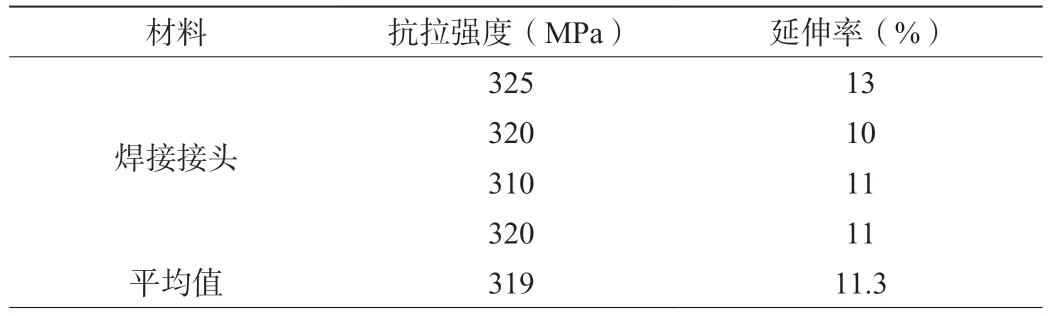
表5 焊接接头拉伸试验结果
焊接接头的性能比较良好。由表可见,在延伸率方面达到了11.3%,在抗拉强度方面达到了母材的84.8%。
4.2.2 焊接接头硬度及分析。本次实验测量7个点,每个点测量3次,取其平均值。以焊缝中心为原点,点与点的距离为1.5mm。得出结果如表6所示。

表6 显微硬度平均值
可以看到原点即焊缝中心的硬度为50HV,而18mm也就是母材处的硬度为70HV。先在焊核区和热机影响区逐渐减小,随后在热机影响区和热影响区逐渐增大。母材和焊缝交界处的软化区硬度最低为45HV。
5 结论
课题主要对6xxx铝合金搅拌摩擦焊接工艺进行了研究。得出以下结论:
当焊接头旋转速度较低时,接触区形成的焊缝质量较差,搅拌头后侧形成沟槽状缺陷。随着旋转速度的增大,沟槽的宽度减小,当旋转速度提高到一定程度时,接触区形成焊缝质量良好,基材内部孔洞也逐渐消失。
断口形貌均为韧窝型断口,断裂性质属于韧性断裂。
焊缝中心的显微硬度达到50HV。硬度最低为45HV,焊缝中心到母材之间有软化区。
综上,通过在不同的参数下对10mm厚6xxx铝合金进行搅拌摩擦焊接进行了实验对比研究,确定出最佳工艺参数:搅拌头旋转速度800r/min﹑焊接速度100mm/min﹑搅拌头仰角3°。

