基于机器视觉的无人机旋翼移印缺陷检测研究
2023-11-16陈锐鸿
陈锐鸿,宋 建
(1.广州城市理工学院 机械工程学院,广州 510800;2.华南理工大学 广东省高分子先进制造技术及装备重点实验室,广州 510640;3.华南理工大学 聚合物加工工程教育部重点实验室,广州 510640)
0 引言
移印,属于特种印刷方式之一。它能够在不规则异形对象表面上印刷文字、图形和图像,现在正成为一种重要的特种印刷。例如,手机表面的文字和图案就是采用这种印刷方式,还有计算机键盘、仪器、仪表等很多电子产品的表面印刷,都以移印完成。
移印技术和网版印刷技术作为主要的装饰方式更是得到超常的发展。随着自动化生产技术的升级换代,视觉检测越来越多运用于生产线上,当前国内外对于丝印缺陷[1-2]的研究开展得比较早,文献[1]通过计算边缘以及拟合直线对硅太阳能电池丝印的破损进行检测,由于旋翼的形状是曲面,且采用的是移印的方式,它与丝印的检测明显不同,而目前对于移印的缺陷检测开展不是很多。
无人机的旋翼是其飞行的关键部件,操作者需要及时观察各个旋翼的工作状态,因此旋翼印上了利于观察的标识,以便操作者通过标识观察无人机飞行中旋翼状态。标识采用当前较为环保的移印方式印在旋翼上,旋翼外观如图1所示。

图1 无人机旋翼外观图
旋翼在生产过程中,注塑机注塑完成后流入到移印环节,然后烘干,外观检测。本文针对于无人机旋翼移印标识缺陷进行分析,使用机器视觉检测与图像分析技术相结合,将图案不合格的旋翼挑选出来,现有的生产方式是采用人工挑选的方法,存在诸多弊端:挑选难度大,较小的缺陷无法挑选出来,对人员的要求高,检测标准无法统一。
采用机器视觉检测具有以下特点:1)缺陷种类检测多;2)正常对接现在的生产流程,在生产环节即可进行分拣,并及时提出对移印设备的预警,及时止损;3)检测过程标准统一,漏检率低;4)减轻了劳动人员的工作强度,提高了检测的效率[3]。
旋翼移印的缺陷种类大致有漏印、多印、错印、少印,其中涂料过少导致图层过薄,印油过多导致的图层过厚或者出现印油叠加的印油渍点,属于漏印、多印中比较特殊的情况。错印则是在移印过程中由于旋翼旋转的位置不在模具里面,印的位置与预期不一致。
1 机器视觉检测平台的搭建
视觉平台主要由工业相机、光源、工控机、及视觉定位支架构成。对于移印缺陷的检测,根据旋翼的形状选择合适的光源[4]。根据旋翼的形状,搭建的光源与相机布局如图2所示。

图2 检测平台示意图
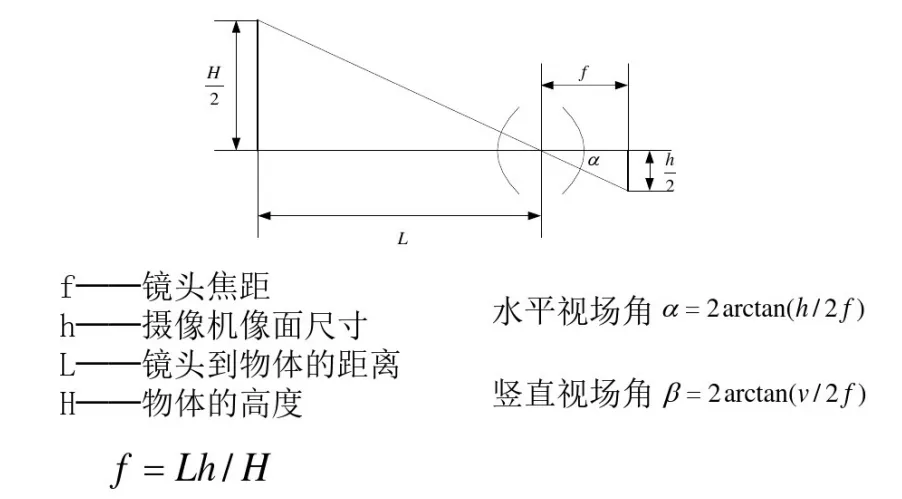
图3 相机参数成像图
1.1 光源的选型
视觉检测系统中图像的清晰度是核心[5],选择合适的光源能够保证图像有足够的像素质量,能够简化算法提高系统稳定性,一幅图像像素过低会在一开始就覆盖掉很多重要的特征点;出现阴影则会引起边缘误判;图像不均匀则会导致阈值选择困难。条形光源是由LED灯珠排布成长条形。多用于单边或多边以一定角度照射物体。突出物体的边缘特征,照射角度与安装距离有很大的调整空间,可以根据实际供需情况进行相应的调整。适用较大结构被测物。主要应用于缝隙检测[5],表面缺陷检测,印刷检测,轮廓检测等等主要区别轮廓的工件。采用60mm的条形光源,角度方面90°~180°内可调,距离方面对向方向0~20mm可调,左右光源亮度方面0~255可调节。由于机翼平面有一定的光滑度,机翼自身为黑色,图层颜色为白色,具有很强的辨识度,所以该工件的光源亮度应在50~200内可调。
1.2 相机和控制器选型
相机的选型对于其对于采集的图像质量影响很大,考虑本系统的可行性、稳定性以及其实用价值,本次采用的相机型号为巴斯勒(Basler)工业相机,类型为线阵相机,可以保证极高的2D精度和超高的清晰度,配合其专业的计算机图传网卡[6-7],保证在60帧图像质量下也能也较高的图像传输速率[8]。系统器件参数一览表如表1所示。

表1 视觉系统器件参数一览表
2 软件及算法设计
基于图像分析缺陷检测系统的设计首先将图像分析和图层检测技术进行简要概括,在应用中所使用的图像处理主要有:灰度化、直方图,BOOL分析、平滑图像、图像分割、连通域处理、边缘检测等。前期的主要处理是通过连通域的检测,合格工件和不合格工件的面积差距是最明显的特征区别,通过对连通域的区分,计算出特征区域的面积[9]。本文主要采用阈值分割方法,将图层进行分割,加以二维直方图进行信息修正,修复边缘的平滑度,在检测阶段将噪点祛除[10-11]。对于选定区域,判断区域的中心点,在检测过程中,除了对于连通面积的判断对比,还要对中心点进行判断,进行再定位,最终判断出测试工件和样本工件之间的相似度,判断其是否符合要求。
2.1 系统的搭建
通过光源、相机以及镜头的类型选择,系统采用奥普特(OPT)视觉设备,采用配用的相机和镜头,PC或笔记本电脑作为控制端,采用OPT视觉开发软件SCI软件或OpenCV语言做图像处理。
图像处理的过程中,使用OpenCV作为基础算法库,结合C语言和Jscript脚本作为辅助语言[9]。通过对于现有基础库进行调整,对于工件的特定需求进行算法编写,例如连通域效果的改进,对于整体算法的封装使用,使得编写过程中减少底层代码的使用,使用SCI图形化操作调用算法进行交互式处理,系统框架流程如图4中所示。

图4 系统框架流程图
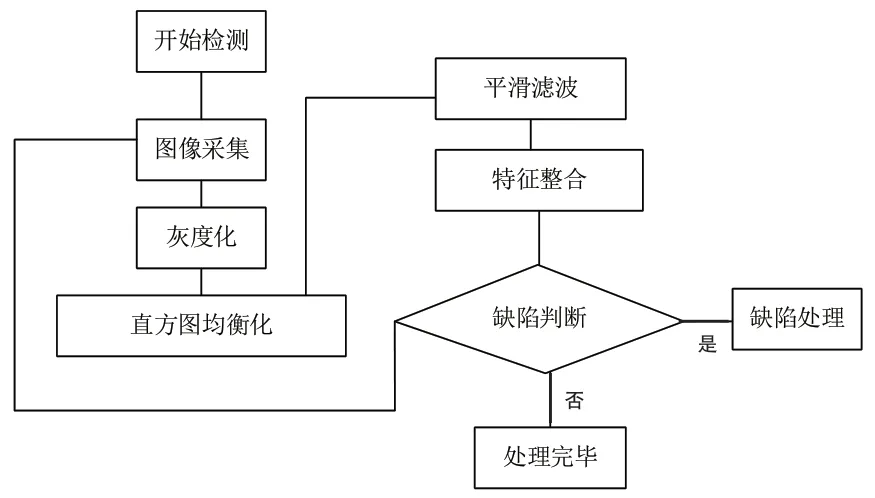
图5 图像处理算法流程
2.2 算法的选用与设计
由于采用工业相机采集图像,保证图像的清晰度,但是另一方面图像的占用空间会很大主要特征明显,但由于过于清晰,次要噪点也会更加清晰[12],在处理时,明显的噪点会直接影响到检测的直接结果,所以在图像采集时,需要对图像进行平滑处理,过滤影响不大的噪点。
图像处理的开始是导入图像信息,首先将采集的图像进行灰度处理,灰度过程中使用加权平均值,获得一张含有亮度的灰度化图像,然后进行阈值分割,也是建立在单通道的灰度图像上的,这是图像处理中最基础的一步。
令rk,k=0,1,2,…,L-1表示一幅L级灰度数字图像f的非归一化直方图定义为:
式中,nk是f中灰度为rk的像素的数量。f的归一化直方图定义为:
式中,M和N分别是图像的行数和列数。对于k的所有值,p(rk)的和总是1。
如图6所示,左图是经过打光处理的彩色图,右图为不经过处理的黑白图,可以很清晰的看到左图处理可以看到图层的周边的噪点,还可以看到旋翼标识自身的表面特征,有较多磨砂类型的凹凸特征,在处理过程中会存在一定的影响,底部统一进行了遮光处理,保证相机的视野内部只有工件特征,精确结果。
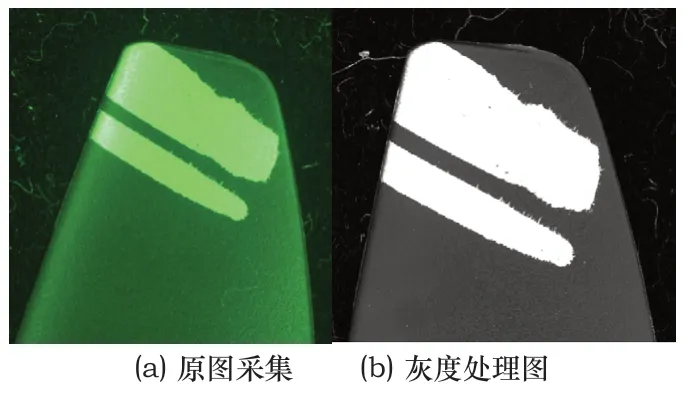
图6 图像灰度处理
图7中可以看出,图像本身有许多噪声干扰,边缘像素进行淡化处理非常必要,由于每一个工件的特征信息都不相同,所以前期要选择尽可能多的工件进行设置,比较多种滤波的处理结果,对于滤波的内核进行大小的调整,观察图像结果。

图7 图像不同滤波处理的效果图
综合以上几种滤波处理,高斯滤波的处理结果和原图无明显差距,中值滤波处理了一些噪点,均值滤波虽然将噪点全部处理完毕但是整体图像的清晰度不足,特征点模糊,所以综合来看,该工件的平滑处理,使用中值滤波比较合适,通过调整测试像素周围邻域像素集中的中值,去除大部分的椒盐噪声和斑块噪声[13]。
2.2.1 连通域处理
通过中值滤波基本处理了图像的内部噪点,在对灰度图像进行二值化处理,使用Otsu算法计算图像的数值,然后在对图像的黑白区域进行分割,为获取二值图像提取工件的缺陷信息作铺垫[14],对连通域的处理可以进行判别出工件的缺陷与否,系统的处理流程如图8所示。
对于算子的选用,根据旋翼的特性本文采用对比方法进行效果分析。
1)使用Roberts算子,可以从图9中看出,该算子的检测结果相对明显,整体上可以反映图层的轮廓边缘,但是边缘的清晰度较低,细化特征比较明显,容易在后续的处理中容易被处理掉一些重要的特征。

图9 Robert 算法处理
2)Sobel算子和Laplace算子的检测结果,相对于Robert算子来说,两者算法的边缘细节增多,但无法严格区分主体与背景,背景的噪点也被当做边缘处理了,但整体的图层轮廓基本符合要求,清晰度和边缘宽度都很明显。
3)Canny的检测结果,图像边缘现象明显,轮廓清晰。可以通过阈值调整,避免出现冗杂的边缘信息,检测过程中受噪声感染微弱,能检测到真正的比边缘信息,但是检测的细节过多,还是存在由于细节边缘导致检测失真的情况,可以通过不断调整阈值,调节边缘输出效果。
通过几种不同算法的处理,对于原始图像处理后的平滑图像进行在处理,对于灰度图像进行阈值分割,选取最佳像素中值,进行轮廓的提取。由几种算法的对比图可得:经典的边缘检测都可以检测到标识图层的轮廓和边缘。
2.2.2 特征提取
Blob分析是一种对闭合目标形状进行分析处理的基本方法,Blob算法的核心思想是在一块区域内,把出现“灰度突变”的范围找出来[15]。对于检测的图像,整体范围的像素点构成一张二维数据网,图上的检测特征为数据图中的区域点,Blob的算法就是要把这些区域找出来,并确定其大小、形状,中心、重心、面积等可输出数据的算法,把所有的像素点作为检测范围,当系统内部的光源打到工件上面,工件上的缺陷像素和周围像素会形成相对明显的反差,在检测中就可以将反差较大的区域划范为一个部分,特征提取效果如图10所示。

图10 特征提取
2.2.3 相机的标定
标定是实现准确测量和获取准确位置信息的基础,其主要作用是建立图像像素尺寸与实际尺寸的关系、以及建立图像坐标系与世界坐标系的映射关系。使用标定板标定待检测工件,通过建立标定无已知的点与其图像之间的对应,利用算法在2D平面内获取相机的模型,检测精度高维护简单,外加工业相机的高清晰度,可以保证其精度。
本次标定板采用30×30mm的标定板,如图11所示,内置的实心原点等半径、等间距,左右点之间1mm,将工件和标定板同时放在同一个相机视野内,通过点位标定,求取标定板上任意两点的像素距离,点的实际距离,就可以求取像素当量。
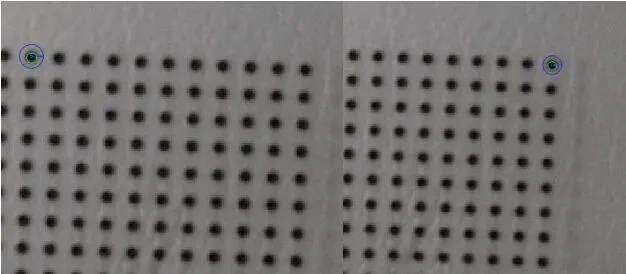
图11 像素当量
使用图像处理中的找圆形处理,找到任意两点(本次采用的间距的10mm,方便计算),通过算法计算,最终求得像素当量,如图12所示。

图12 像素当量计算
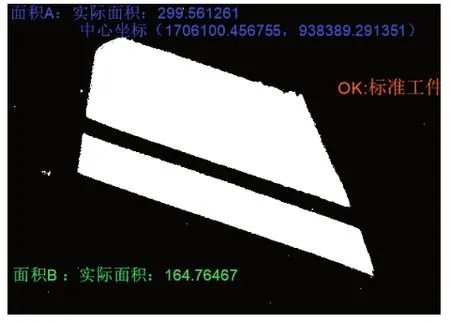
图13 标准工件检测
通过像素当量的计算,可以结合之前的工件处理,对于已检测到的像素面积,通过像素当量,求得实际面积,就可以直观的观察到工件的具体缺陷了。
由以上算法和像素当量的综合计算,求比出各种缺陷工件之间的连通域关系,从而进一步判断出工件的缺陷形式以及缺陷程度,通过设置阈值判定检测结果。
3 实验测试
经过以上的算法设计,在测试阶段,将已知工件划分为合格工件、缺漏印、多印三个部分,特征识别采用Blob分析和直方图统计,Blob分析根据灰度、纹理、彩色等图像特征相似像素点的连通性,进行特征分析,计算工件表面涂层的连通域面积,通过对比与样本工件的数据,求取差值,计算测试数据的缺陷概率,从而判断移印质量。
通过对于实验样本数据的分析,可以在视觉方向上观察到的工件的待检测面积和缺陷面积的像素数据和实际数据,以及判断工件待检测区域的缺陷程度,做出相应的缺陷判断,如图14所示,达到了预期目标。

图14 缺陷检测及识别结果
3.1 实验数据分析
由于工件自身存在一定的弧度,受到光源影响和传送过程中晃动的影响,会产生一些微畸变,在一定程度上会影响到相机的检测数据,对于工件进行一个数据可行性分析可有效地避免畸变的影响。
通过使用棋盘格对工件进行多次数标定,测量像素当量下,相机所测量的尺寸和棋盘格的实际尺寸的线性关系,判断相机畸变的良率,最终得出实验结论。
通过分析图15中的80组数据,分别是从1PU-5PU(PU:单位像素进行测量)从数据分析的曲线波动来看,相机的1PU 和5PU的测试距离出现波动较大,这是桶型和枕头畸变的结果,相机图像的中心或者图像的边缘会出现较大的像素浮动。

图15 相机的视野畸变
3.2 实验结果分析
通过对于整体的数据分析,1PU、5PU的数据波动在PU±0.036的数值之间波动,2PU、3PU、4PU数值在±0.026的数值之间波动,属于可接受畸变的范围。通过对于整体数据进行数据的可想性分析,可以进一步判断数据的未来走向是属于线性还是非线性的。
线性可行性分析,通过对于25组检测数据和线性回归σ的值进行线性偏移的研究,从数据中可以得出结论,数据的整体走向线性百分率低于1%,整体数据不会存在线性变化,检测过程中数据只会在基于标准值进行上下浮动,并不影响最终的检测结果。
3.3 分拣系统
系统搭建完成后,能够快速地将旋翼的缺陷识别出来。识别出来的结果通过计算机的串口发送中心位置及产品结果信息,通过工业机器人实现快速分拣。
4 结语
工业相机及光源的选择对移印标识的缺陷检测非常重要,旋翼的弧形在成像时容易造成视野的畸变,通过对像素的标定,能够有效地减少畸变造成的影响。本文对于移印标识的检测系统搭建,运用Blob算法和特征提取,能够快速地分辨出漏印、多印等不良产品。通过对实验室的数据分析,准确率较高,能够通过软件将缺陷产品识别出来,通过串口通讯与工业机器人配合能够有效地分拣出缺陷产品,减少了人力成本,提高了生产效率,降低了缺陷品流入市场的风险。系统的搭建模型及应用算法设计可以为其他的缺陷检测提供参考,在机器换人的制造业转型中应用广泛。
