浅谈焊接机器人使用MAG 焊接不同工艺参数对焊缝熔深的影响
2023-11-15吕忙忙纪晓琦
吕忙忙,纪晓琦
(科乐收农业机械(山东)有限责任公司,山东 高密 261500)
1 实验过程
选用的焊丝信息如下:牌号:ESAB OK 69;型号:AWS A5.28M/ASME SFA-5.28:ER100S-GEN ISO 16834-A G Mn3Ni1CrMo;焊丝化学成分详见表1;焊丝机械性能详见表2;母材S700MC(EN10149)化学成分详见表3;保护气体:80%Ar+20% CO2,保护气体流量:25L/min;机器人使用:Motoman NX100,Motoman 焊接机器人是世界先进的焊接机器人,本实验使用的型号为:NX100,图1 为Motoman 焊接机器人待机时的整体图片,图2 是Motoman 焊机机器人的铭牌,详细说明了工作时的参数;电源使用:TransPlus Synergic 5000。
图1 Motoman 焊接机器人整体图
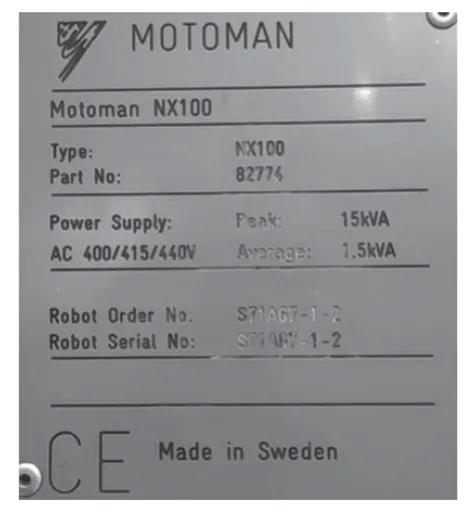
图2 Motoman 焊接机器人参数铭牌图

表1 焊丝化学成分表

表2 焊丝机械性能表

表3 S700MC 化学成分表
本实验选用的焊材为ESAB 品牌的焊丝,其化学成分如表1 所示,符合EN ISO 16834-A 标准要求,其机械性能如表2 所示。实验母材为上海宝钢的S700MC,符合标准EN10149,其化学成分如表3 所示。
实验步骤简单概括如下,按照下表设定焊接机器人的工艺参数,将实验用钢板固定在夹具中,进行焊接机器人的施焊过程。主要步骤为:开启电源以及保护气体(80%Ar+20% CO2混合气体)→焊接初始化→参数设定及焊接机器人的编程→施焊。重复这一实验过程,完成所有实验钢板的施焊工作。测量焊缝熔深可以使用锯床在焊缝横切面切割出截面,取合适的焊缝截面。打磨抛光焊缝横截面,在抛光后的表面首先使用酒精溶液进行清洗,后使用4.0% 浓度的硝酸溶液进行侵蚀,在显微镜下观察宏观金相,可以清楚地看到宏观金相和焊缝侵蚀形貌,测量焊缝熔深,利用放大镜准确测量其如图3 所示的焊缝熔深,分析焊接电流、电压和焊枪角度对焊缝熔深的影响。
2 数学建模及分析
按照表4 的实验参数共需进行54 组实验,实验后排除不良的实验结果,可以得到下列宏观金相照片。测量其焊缝熔深后,根据多组金相照片可以得出较为直观的数学模型。
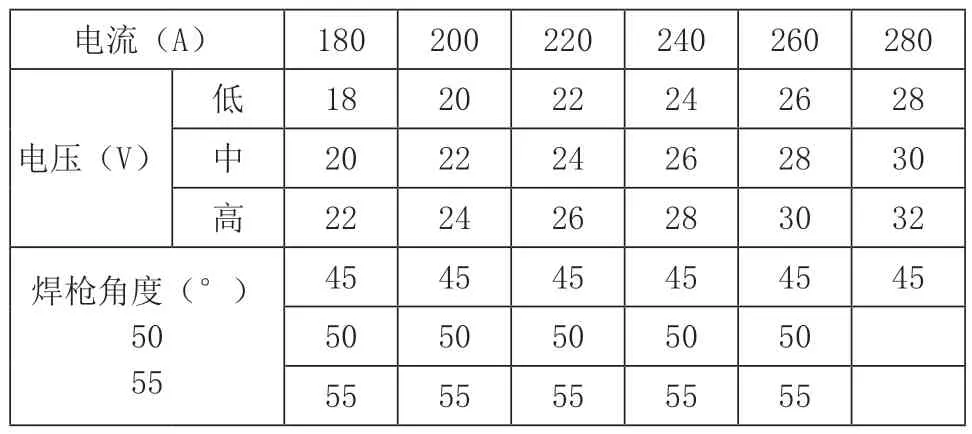
表4 实验参数表
按图4 所示的实验图片测量底板和立板的焊缝熔深,取较小的一个作为此焊缝的熔深记录,根据实验得到的数据建立数学模型。根据这些的数学模型可以很好地发现规律和预测中间数值的焊缝熔深情况。
通过图5、图6 和图7 三组折线图和实际焊接实验时的具体情况可以看出,焊接电流和焊接电压的按照U=I/10+2 的比例是比较合适的选择。电流和电压不匹配焊接时造成飞溅较大等问题,按照U=I/10+2 的比例电流和电压进行多次试验,经过筛选得到熔深数据。
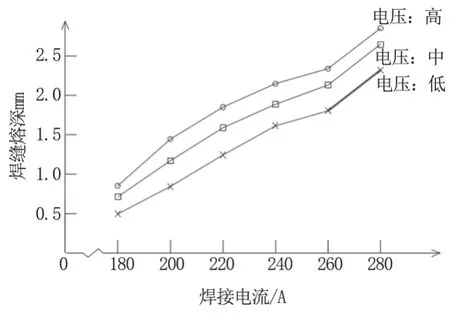
图5 焊接角度45°时焊缝熔深图
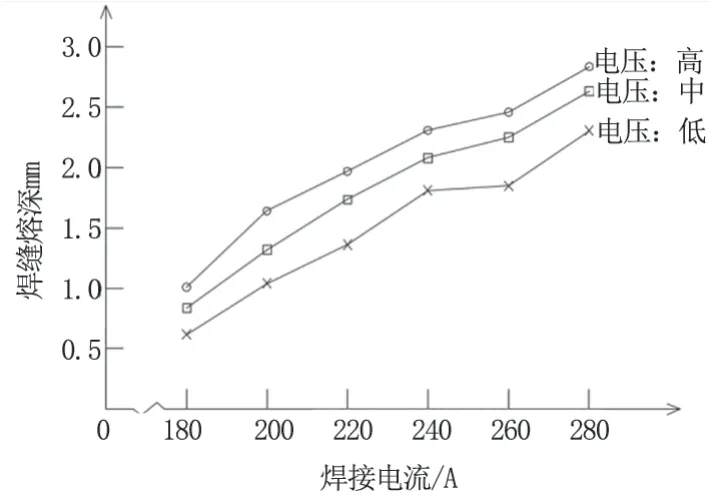
图6 焊接角度50°时焊缝熔深图
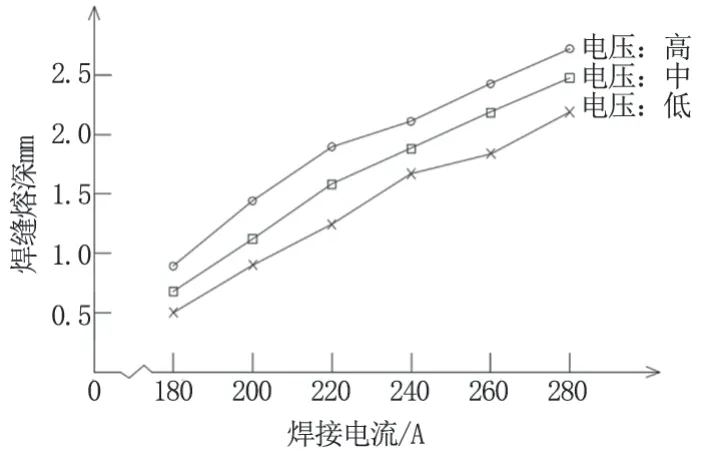
图7 焊接角度55°时焊缝熔深图
通过数据可以看出,焊缝熔深随着电流与电压的增加而增加。焊接电压增加对焊缝熔深的影响要小于电流。根据热输入的计算公式,在焊接速度保持不变的情况下,焊接电流和焊接电压的增加都会使焊接热输入增加,从而增大焊缝的熔深。但是,电流的增加对于热输入的影响更大,主要原因是焊接电压需要匹配合适的焊接电流,而焊接电流的增加幅度是较大的。在实际生产活动中,当焊接母材确定、母材厚度确定时,我们所能选择的焊接电流及电压的范围也基本确定,如果选择这个范围内最大的焊接电流及电压依然无法满足我们对熔深的要求,就需要通过其他的方式来增加焊缝熔深。
焊接角度也是对焊缝熔深的影响较大的因素之一,实验表明,焊枪角度偏向于立板时焊缝熔深更好,但是不宜偏得过大,实验中使用50°角时焊缝熔深最佳。焊丝朝向那个方向会使这个方向的焊缝熔池推力增加,从而增加这个方向的焊缝熔深。在生产过程中,焊丝角度还会影响焊缝的焊脚尺寸以及焊缝表面形状。
3 实验结论
本实验研究了MAG 焊接过程中焊接参数对焊缝熔深的影响。实验表明,焊接电流、焊接电压、焊枪角度对焊缝熔深都有较大的影响。随着热输入的增加焊缝熔深随之增加,但是热输入过高会引起焊缝晶体粗大等问题,焊缝的力学性能受到影响,因而需要选用合适的焊接参数,保证适当的热输入。以实验使用的S700MC 钢板厚度8mm 为例,选用240A、26V 和焊接角度50°是比较合适的。从本实验观察,数据中总结出的实验模型可以有效地指导调整焊接过程中的参数,从而得到较好的焊缝熔深以及焊缝质量。
