矿用柴油胶轮车安全运行检测系统开发
2023-11-10王景辉
王景辉
(山西省长治经坊煤业有限公司,山西 长治 044000)
近年来,随着煤矿科技水平不断提高,国内煤矿在开采技术方面得到了很大的提升,也给煤矿井下辅助运输环节提出了更高的的要求[1-2]。以经纺煤业所使用的柴油胶轮车的辅助运输设备来说,由于柴油胶轮车所处的工作环境比较恶劣,伴随着诸多不安全的因素,比如常见的瓦斯气体、一氧化碳、排气管温度超标、尾气温度超标以及胶轮车发动机高温等问题,这些都会影响胶轮车的稳定安全运行,甚至有可能引起煤矿井下安全事故造成人员伤亡[3]。为此,按照煤矿井下安全管理要求需要对煤矿胶轮车进行智能监控。通常煤矿井下柴油胶轮车运行监控主要是由工人对胶轮车进行检测,但是在实际运行过程中对发动机以及尾气的检测存在盲区,无法实现实时在线检测并及时掌握尾气温度等关键部件的温升情况,容易引起柴油胶轮车运行事故[4-5]。目前,国内外对柴油胶轮车安全运行检测领域的研究内容较少,更多的是集中在对胶轮车排放物和对胶轮车排放口温度的检测,但未提出胶轮车运行检测的监控方案。本文通过对胶轮车安全运行检测系统要求进行分析,提出了一套柴油胶轮车安全运行检测的控制方案,完成了硬件系统设计和软件系统编程,实现了对柴油胶轮车多参数动态采集与实时显示,经现场调试和检测试验从而验证了方案设计的合理性。
1 矿用柴油胶轮车安全运行检测系统方案设计
1.1 柴油胶轮车安全检测系统技术要求
由于柴油胶轮车所处的井下工作环境比较恶劣,伴随着瓦斯、一氧化碳等有毒有害气体危害,且柴油不充分燃烧最终的尾气中会含有CH4,CO,SO2等有毒有害气体,导致煤矿井下空气中CH4,CO 等含量增加,所以在柴油胶轮车运行过程中需要对环境中有毒有害气体进行防治。柴油胶轮车在实际使用过程中排气筒以及尾气的温升有可能会引起爆炸,所以需要对尾气以及排气筒、机体的温度进行实时监测并及时上传到上位机监控系统,以有效避免事故的发生。综上所述,对柴油胶轮车安全检测系统及其监测指标提出如下控制要求:
(1)胶轮车发动机温度≤150℃。
(2)排气筒的表面温度≤150℃。
(3)巷道内瓦斯浓度必须小于1%。
(4)废气排气口的最大温度不得大于77℃。
(5)发动机润滑机油压力不得低于0.6 MPa。
(6)胶轮车机油温度≤125℃。
按照上述监控系统参数要求,制定出的胶轮车安全参数设定如表1 所示。
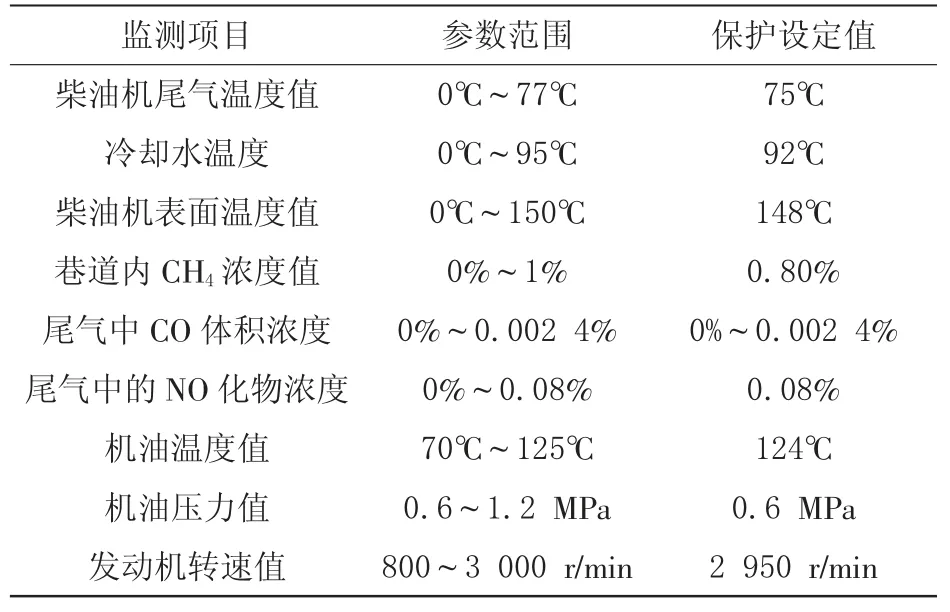
表1 胶轮车检测项目设定值
通过对柴油胶轮车危险因素进行分析,可以按照煤矿胶轮车参数检测项目要求,设计出矿用柴油机胶轮车检测系统方案。
1.2 柴油胶轮车安全运行检测系统方案设计
根据柴油胶轮车运行检测系统功能要求,安全监控系统需要实时采集胶轮车运行中的参数信息,将参数信息与设定的保护值进行比较,当超过保护值时自动发出报警信号; 通过设计硬件系统采集环境参数以及胶轮车温度信息,由软件系统上传到上位机监控系统实现对胶轮车运行状态的实时监控和智能报警,并且通过控制电磁阀执行有关的设备保护动作。整个系统由信号采集模块、数据处理模块、电源模块、通讯模块、上位机显示模块等部分组成。利用传感器检测环境中的有毒有害气体参数,将物理信号转变为电信号,并将采集到的数据通过总线发送到单片机控制系统,利用软件系统对采集到的数据进行分析和处理。当检测到的参数值大于标定值时,将会触发报警装置从而执行有关的控制指令,触发报警装置并执行有关的控制动作,关闭电磁阀,保证柴油胶轮车的安全可靠运行。组成系统的模块以及模块执行功能如表2 所示。
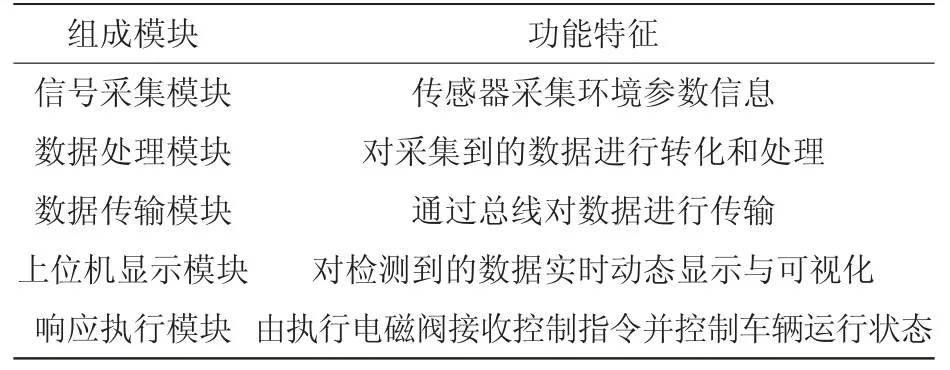
表2 柴油胶轮车组成系统模块及功能
系统控制流程为由单片机控制数据采集模块对环境中的参数信息进行实时采集,并通过硬件信号调理电路对数据进行处理随后上传到单片机系统,根据单片机中控制程序对采集到的数据与设定值进行比较,判断是否超过安全值,从而控制电磁阀执行有关的动作,保证柴油胶轮车的安全运行。整个检测系统由硬件模块与软件控制系统组成。
2 硬件系统组成与软件系统设计
2.1 硬件系统模块组成
为了采集胶轮车所处煤矿井下环境参数信息并对胶轮车自身的运行情况进行数据采集,需要配置用于采集物理信号的传感器。本次设计的胶轮车检测系统布置传感器有温度传感器、CO 传感器、CH4传感器、压力传感器以及CO2传感器等。根据系统检测要求以及保护值要求,采用10 路传感器测量各自的物理信号,传感器检测模块选型如表3 所示。
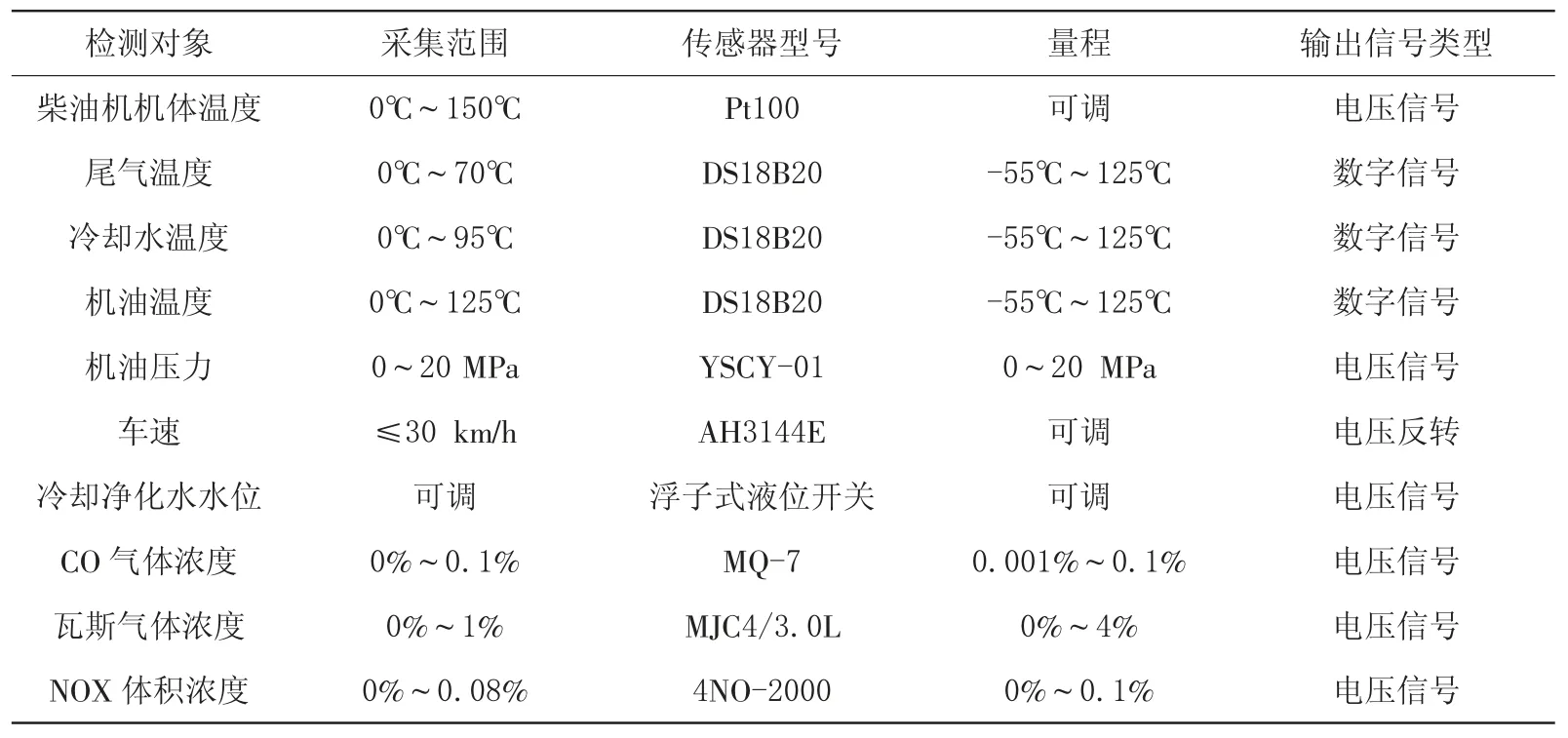
表3 传感器选型与参数
如表3 所示,通过采用多种传感器,一方面检测柴油胶轮车关键部位在运行过程中的参数信号,另一方面采集环境中的物理参数,实现对柴油胶轮车的安全稳定运行工况的检测。整个单片机控制模块采用的核心芯片为AT89C52,将采集到的物理信号转变为电信号并进行处理和比较。数据显示模块选用的是12 864 液晶显示屏用于动态显示信号参数。电源模块选用车载电池24V 转为5V 实现对单片机系统的供电,通过稳压电路对电源电压进行稳定。硬件系统模块原理如图1 所示。
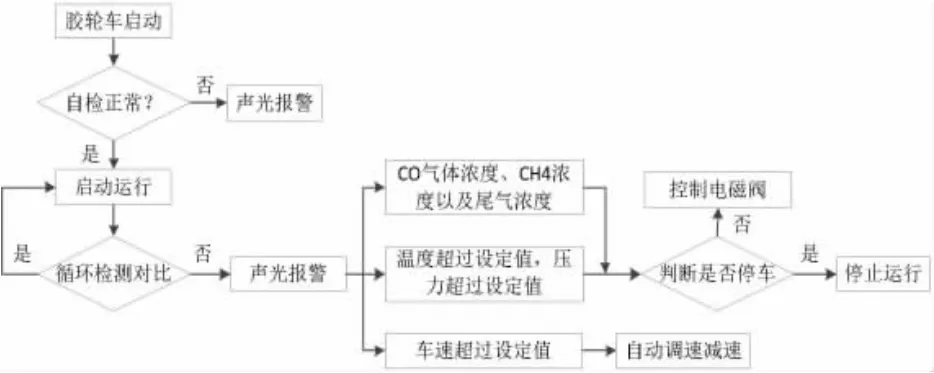
图1 硬件系统模块原理
从上图1 中可以看出,整个检测系统是由传感器以及硬件电路组成,主要电路有温度采集电路、温度声光报警电路、CO 浓度采集模块电路以及键盘控制电路等,各个控制电路分别连接到单片机主控电路系统中,从而实现从端到端的控制。单片机主控电路原理如图2 所示。
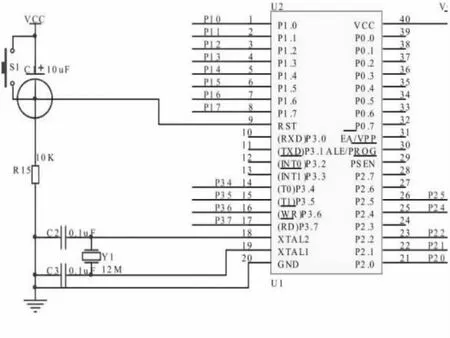
图2 单片机主控电路原理
如上图2 所示,单片机主控电路由电源电路、复位电路和晶振电路组成。电源电路是将外部24V 电源转变为5V 电源从而为单片机进行供电,复位电路的功能在上电时可以提供复位信号使得电源稳定,晶振电路是需要时钟的驱动才能够正常工作,在单片机中有大量的时钟振荡电路,其中的C2 和C3 电容为22 pF,石英晶振频率为6 MHz,通过外部连接一个振荡源可以实现在一定周期内时钟信号的控制。
2.2 软件系统设计
为了实现对柴油胶轮车运行过程智能检测与判断需要设计出软件控制系统对采集数据与保护值进行比较判断,触发保护装置。柴油胶轮车安全运行检测系统控制流程如图3 所示。从图中可知,柴油胶轮车启动之后首先进行系统自检,确定是否正常,确认正常后正式开始运行并且实现循环检测,当参数信息超过标准值时将会触发声光报警。

图3 检测系统运行流程
针对柴油胶轮车运行检测系统软件部分,采用模块化设计理念进行自上而下的设计,并使用keil 软件环境编写控制系统程序,整个检测系统主要包括主程序模块,数据采集模块、声光报警子程序以及通讯系统子程序块等部分组成。
在主程序中包含了不同的功能程序块,通过主程序可直接对各个功能程序块进行调用,通过判断测定的参数值是否超过标准值,确定是否执行程序块。系统通过初始化进行自诊断,运行正常可以进行初始化,随后对温度、压力以及有毒有害气体的浓度进行循环检测,再对信号进行处理,处理完成后判断是否超过设定值,没有超过设定值时将会在显示屏上动态显示,当超过设定值时,对异常自动生成的历史,记录并进行报警。在执行主程序块时,需要对其进行设置初始化,并对定时器进行初始化、I/O 口初始化以及对参数进行配置。
3 现场应用与效果
本次完成的柴油机胶轮车监控系统于2021年6 月18 日在山西省长治经纺煤业有限公司进行现场安装和调试,将传感器布置在柴油胶轮车车体侧方、将尾气检测传感器布置在胶轮车尾气排放管位置、将温度传感器安装在柴油胶轮车柴油机身检测其温度变化,安装效果如图4(a)所示。利用无线通讯模块建立了柴油胶轮车与上位机之间的联系,开发了上位机监控系统界面,在实际检测中的上位机界面,其中CO 气体的浓度为5 ppm,尾气温度为71℃,机身的温度值为110℃,如图4(b)所示。
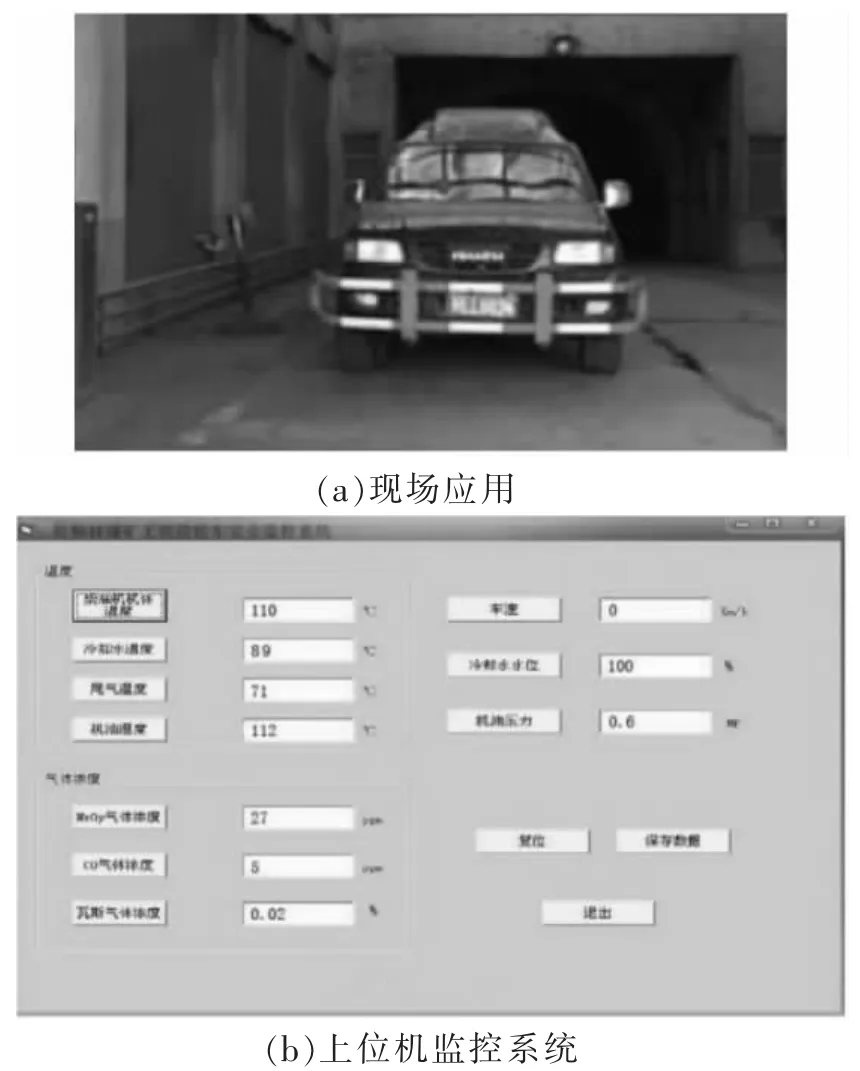
图4 安全运行监控系统现场应用
整个监控系统是利用上位机软件程序将记录的检测数据导出历史记录,对系统在运行过程中检测值以及系统设定值进行对比,从而判断出是否超标,最终得到柴油胶轮车安全运行检测系统在6 个月内的运行状态。历史记录中导出的监控数据如表4 所示。
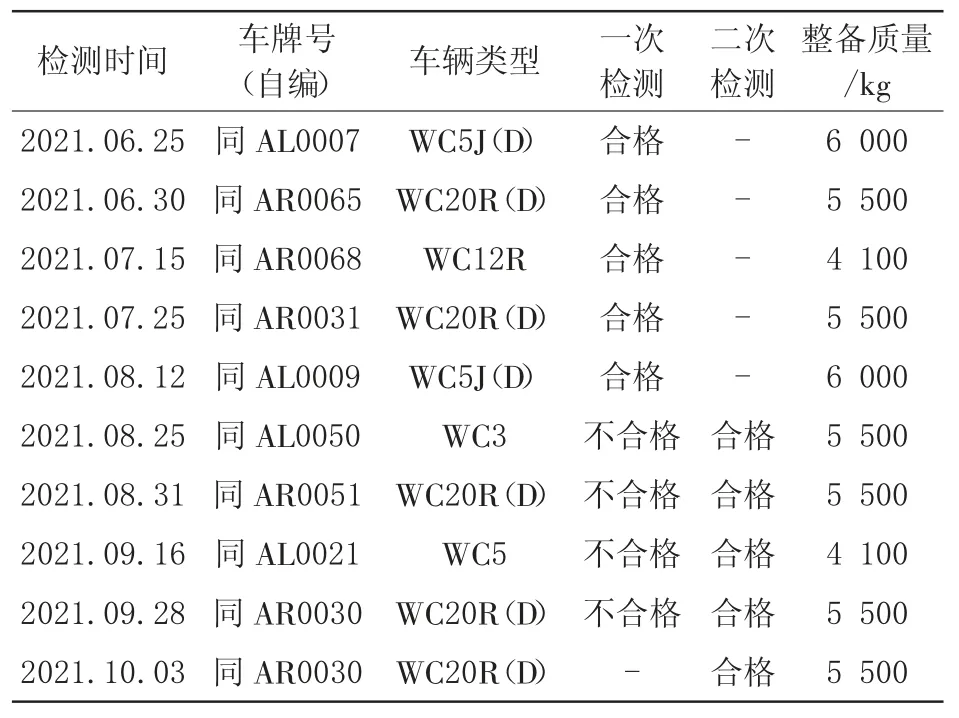
表4 检测历史记录
从上表中可以看出,柴油胶轮车监控系统实现了胶轮车运行工况的实时监测,并且对其是否合格进行自动判断。当系统在启动时参数值没有在设定范围内将无法满足启动要求,在上位机监控系统中会自动显示。系统设定值和检测值之间的差距基本上在保护范围内波动,在实际运行过程中当参数值超限时将会发出警报并及时提醒维检人员进行检修,如果在发出警报后一日内没有解决异常,柴油胶轮车将会自动停机,有效避免事故发生。
4 结语
针对柴油胶轮车在运行过程中检测问题,基于柴油胶轮车在煤矿井下运行要求以及环境检测要求,设计了一套柴油胶轮车安全运行检测系统方案。通过在柴油胶轮车机身上搭载多种智能检测传感器实现对胶轮车运行工况以及自身运行状态的实时检测,设计了配套的软件监控系统,利用模块化编程思想编写了控制系统程序。经经纺煤业有限公司现场应用表明,本次提出的这套柴油胶轮车安全运行检测系统识别灵敏度高、能够准确采集环境参数并智能分析,响应时间≤0.5 s,取得良好的应用效果,可以有效避免煤矿柴油胶轮车使用过程中引发事故,保证煤矿井下辅助运输的稳定高效运行,大大节省了企业成本,具有推广应用价值。
