车轮型面特征与损伤非接触检测研究进展
2023-11-09高春甫李林峰周崇秋贺新升
高春甫, 李林峰, 周崇秋, 贺新升
(1.浙江师范大学 工学院,浙江 金华 321004;2.浙江师范大学 浙江省城市轨道交通智能运维技术与装备重点实验室,浙江 金华 321004)
0 引 言
列车走行部中的轮对是轨道车辆最重要的运动及受力部件,也是影响列车平稳运行的关键基础部件,轮对使车体黏着于轮轨上[1]并起着导向作用,且承受着外界载荷、冲击及恶劣环境(高温、雨水、油污等)的侵蚀[2].在频繁启停、长时间运行、不规范操作及维护不当等因素作用下,车轮型面特征发生改变,表面与内部产生损伤,致使轮对出现故障,进而导致轮轨关系恶化[3-4].
车轮型面特征变化与内外部损伤是轮对故障的形式之一,而轮对故障又是引发轨道交通事故的主要原因之一[5].故轮对及时有效的检测,对轮对状态的评估、镟修方案的制定及事故发生率的降低都具有重要意义[6].为了解轮对检测的研究进展与趋势,本文整理总结并对比分析了多种轮对故障的检测方法,对科学、准确反映列车运行的状况,促进轮对故障检测技术发展具有实际意义.
1 车轮型面特征与损伤
图1展示了轮对结构及车轮的型面特征与损伤,如图1(a)、1(b)所示,轮对由车轴与车轮组成,如图1(c)所示,车轮分为轮缘、踏面、轮辋、辐板及轮毂.轮对故障表现为车轮型面特征变化与内外部损伤,具体如图1(c)、1(d)所示.车轮直径、轮辋厚度及轮缘宽度等尺寸参数即为车轮型面特征,特别地,轮缘与踏面磨耗为主要检测对象,其分别为车轮磨损前后轮缘宽度与车轮直径的变化量,可通过测量踏面轮廓线来反映其变化程度.车轮表面或内部的擦伤、剥离与裂纹等后天性缺陷即为车轮损伤[4].通常踏面剥离与擦伤称为车轮扁疤,车轮各部位的裂纹现象称为车轮裂损,车轮裂损及扁疤等内外部的损伤称为车轮损伤,踏面及轮缘磨耗等型面特征的变化称为车轮磨耗,车轮磨耗与车轮损伤即为所述的轮对故障[7-8].
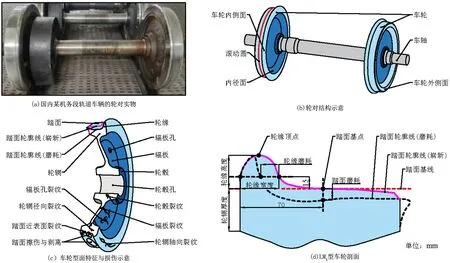
图1 轮对结构、车轮型面特征与损伤示意
通常情况下车轮退役的原因是车轮完全丧失原本的型面特征,即车轮磨耗超限,但型面特征发生变化的车轮往往会导致车轮受损进而引发更严重的故障.研究表明,车轮服役期间承受着由车辆长时间运行、频繁启停及超速过弯而产生的交变应力及摩擦热循环,因此,车轮会出现磨耗、擦伤及剥离等现象,冶金制造缺陷与金属疲劳产生的裂纹源也会迅速扩展导致车轮受损[9-10].此外,车轮型面特征变化与损伤会造成车轮失圆进而使车轮形状变成高阶多边形[11],引起轮轨冲击[12]与车体振动[13],加剧轮对损伤故障,降低车辆舒适度与稳定性,甚至可能导致列车脱轨.可见,轮对检测对保障轨道车辆的平稳运行至关重要.
2 车轮非接触检测方法
车轮型面特征与内部损伤的检测方法可分为非接触式与接触式检测;进一步细分,检测方式可分为静态检测与动态检测.非接触式检测是指在检测设备不与车轮表面接触的情况下参数化车轮磨耗与损伤的技术,反之即为接触式检测.动态检测是指在列车不停车及轮对不解列的情况下完成一系列检测的检测方式,反之即为静态检测.相较于卡尺、探针及滚轮等接触式检测方法,非接触式检测抗干扰性较差,但该方法可检测物体内部缺陷,同时其装置并不会因接触或疲劳磨损而出现精度下降的问题,也并不会因检测人员缺少操作经验而影响检测结果.相较于静态检测方式,动态检测效率高,具有降低列车周转时间和人员劳动强度的优势,但由于列车运行过程中存在轮轨冲击与车体振动,动态检测仍存在抗干扰性较低、漏检率与误检率较高的问题.对于车轮型面特征与内部损伤的非接触式检测方法,静态检测与动态检测仅仅是不同类型的检测方式,分别适用于不同的检测场合,二者均有一定的研究与应用.
在检测过程中,常通过测量车轮磨耗参数,如:车轮直径、轮缘厚度及轮缘高度等几何尺寸来评价车轮型面特征的变化情况;通过检测车轮内外部缺陷损伤,如:踏面擦伤剥离、轮辋及轮对辐板裂损等来评估车轮损伤[6].对于车轮型面特征的测量常使用激光三角法、光切法、相位测量法及被动视觉测量法进行检测,对于车轮损伤常使用电磁超声法、振动冲击法、机器视觉法及激光超声法进行检测.其中,相位测量法、被动视觉法和激光超声法适用于静态检测,振动冲击法适用于动态检测,其余方法对于静态与动态检测均适用.
2.1 车轮型面特征检测
车轮型面特征检测方法大体可分为主动视觉与被动视觉技术2类.主动视觉通过检测其主动投射的线(或面)结构光来测量物体的三维尺寸,根据原理不同可分为激光三角法、光切法及相位测量法.而在阳光或灯光等这种普通光照下拍摄并检测物体边缘来实现几何尺寸测量的检测技术称为被动视觉测量法.
2.1.1 激光三角法
斜射式激光三角法原理如图2所示,激光发射器以α入射角将激光投射到物体表面的B点,经表面反射后穿过透镜被接收器的感光单元接收,反射角为β,透镜光心为O点,接收点为B′.当测量物体表面远离传感器时,基准平面与检测平面之间的距离BD=H,投射点变为C点,感光单元上的光斑移动到C′点,分别过C点和C′点作直线BB′的垂线,交点为A和A′,物距OB=U,像距A′O=V.
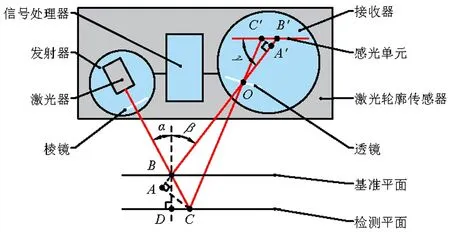
图2 斜射式激光三角法原理示意图
根据三角几何原理[14]:

(1)
当测量物体表面靠近传感器时,同理可得

(2)
令α=0.00°即可获得直射式激光三角的原理表达式.当传感器以特定的运动规律对车轮进行扫描时,即可通过计算机处理接收器输出的数据获得轮对表面三维形貌信息.
在多种因素的干扰下,想要全面与准确地进行车轮型面特征的检测较为困难.针对车轮直径的测量,Gao等[15]考虑到冯其波等[16]提出的装置触发误差较大,对其进行了改进,设定当2个涡流传感器输出信号强度之差小于规定阈值时触发装置,该方法处理结果精度更高且仅用单个一维激光位移传感器(one-dimensional laser displacement sensor, 1D-LDTs)即可完成高精度检测.之后,Zheng等[17]作出进一步改进,将涡流传感器替换为1D-LDTs,并将1D-LDTs输出的具体数值代入车轮直径的计算公式,降低了车轮圆心纵向跳动误差,当车速不超过5.00 km/h时,该方法可对车轮直径为760.00~920.00 mm的列车进行动态检测,重复误差和测量误差小于0.30 mm.上述系统仅能对单个车轮型面特征进行检测.为了获得更加全面、精确的车轮磨耗数据,Cheng等[18]在Xing等[19]设计的系统上改进,该系统可提取出完整的踏面轮廓线,实现动态检测车轮各个型面特征的尺寸参数,提出了车轮直径的九参数模型,该模型降低了传感器测量误差,在不超过36.00 km/h车速下,系统最大测量不确定度分别小于0.30 mm.为了抵抗非接触检测过程中的各种干扰因素的影响,Baibakov等[20]将传感器安置于热稳定外壳中并设置保护传感器光学通道的“谷仓门”,在±50.00 ℃温度变化内,可对不超过60.00 km/h的列车进行动态检测,实现踏面轮廓线的测量,系统测量误差为0.50 mm.Bernal等[21]提出使用1D-LDTs检测车轮内侧面偏转,降低车轮蛇形运动误差,在2.00 km/h的车速下,该方法可完成踏面轮廓线的测量,测量误差为0.31 mm.Liu等[22]提出一种倾斜和弯曲轮廓的误差修正策略,降低了系统与振动误差,系统对踏面轮廓线的测量误差不超过0.02 mm,但检测速度较慢,测量时间在1.00 min以内.
Gao等[23-24]提出了多种测量车轮型面特征参数的算法,适用于静态检测新造或磨损的车轮.相对于磨损车轮,新造车轮型面特征未受到破坏,由于标准踏面曲线是由多段不同曲率的曲线拼接而成,因此,可通过圆拟合的方法求出各段曲线的曲率并将其拼接成完整轮廓线[23].先使用U弦法估计曲率并寻找各段曲线的分段点,之后针对小曲率曲线段使用离散导数法计算,大曲率曲线段采用双圆弧相切约束算法进行处理,最后以分段点为基准,即可计算出对应曲线段的曲率.该方法未考虑车轮表面反光对测量结果的影响,测量相对误差不超过2.50%.
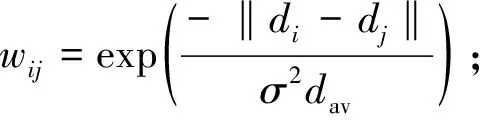
对于新造或磨损车轮,车轮踏面粗糙度较低,镜面反射对测量精度影响较大,特别是在测量具有多段曲率的车轮踏面轮廓时,反射情况更为复杂.针对反光导致的低质量点云数据,Gao等[24]提出基于角度距离算法初步降噪,提出基于距离的高斯加权SG(savitzky-golay)滤波器对初步降噪后的数据分析处理来提高测量精度.基于角度距离算法原理如图3所示,设置适当阈值对∠P1P2P3的大小和线段AP2长度进行筛选,初步滤除点云数据中的坏点P2.DGSG(distanced Gaussian savitzky-golay)滤波原理示意如图4所示,计算模型如式(3)、式(4)所示[24]:
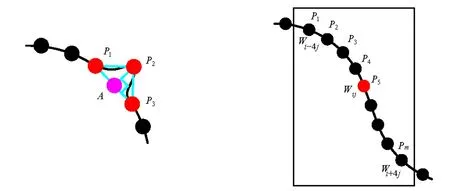
图3 基于角度距离算法的测量原理 图4 DGSG滤波原理示意
(3)
(4)
式(3)~式(4)中:wij为点Pm的权重系数;‖di-dj‖为窗口内侧的点Pj(Pm)到中心点Pi(P5)的欧几里得距离;σ为窗口宽度;dav为窗口中的所有点到中心点的欧几里得距离的平均值;n为窗口中点的单边邻域点的数量;(Xi,Yi)与(Xj,Yj)分别为窗口中心点与其他点的二维坐标.经算法处理,轮缘宽度和轮缘高度的测量相对误差分别为2.05‰和2.66‰,该算法没有考虑振动与温度变化等因素对测量精度的影响,仅适用于静态检测.
2.1.2 光切法
光切法原理如图5所示,将线激光束投射到轮对待检测区域,使用相机等图像传感器获取数字图像,通过算法提取激光光条中心线,根据轮对和测量单元之间的几何位置关系及标定得到的相机等参数,计算出线激光平面与轮对表面相交线的真实尺寸,获取轮对表面的三维形貌[25].
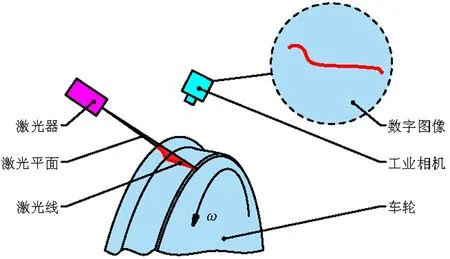
图5 光切法测量原理
在车轮直径的动态测量中,采样点数量限制及振动与光照等干扰因素增大了测量误差.为解决车轮直径采样点个数少的问题,Gong等[26]通过合理控制传感器安装位置与角度,增加了车轮直径的采样点,系统测量均方根误差为0.50 mm,提出通过增加车轴部位的采样点辅助车轮直径测量的方法,降低传感器与车轮相对位姿振动导致的测量误差,在80.00 km/h的车速下,系统测量均方根误差小于0.50 mm[27].为了获得更加全面的车轮型面特征参数,同时也为了抵抗光线和振动等干扰因素对测量精度的影响,Pan等[28]结合Multi-Scale Retinex理论提高了欠曝区域光条提取的成功率,降低了待检车轮的漏检率与误检率,可在189.00 km/h的车速下实现踏面轮廓线提取,漏检率为0.38%,误检率为0.14%,提出多个传感器数据融合算法:调整、对齐、分段参数化(adjustment,alignment,segmentation parameterized,AASP),有效降低数据缺失或失真引起的测量误差,提高了车轮型面特征参数的测量精度并保证了其种类的完整性,该方法可在列车不减速的条件下完成动态检测,实现不超过20.00%缺失数据的补全,系统漏检率为0.37%,误检率为0.18%,均方根误差不超过2.95 mm[29].Ran等[30]针对不同型号磨损车轮造成检测位置偏心的问题,提出一种适用于动态检测的误差补偿模型,使用迭代方法来校正轮廓,系统对车轮型面特征的测量最大误差为0.36 mm,均方根误差为0.15 mm.
2.1.3 相位测量法
相位测量法通过投影仪将光栅图像投射到轮对待检测区域,经轮对凹凸不平的表面调制后,通过傅里叶变换或相位包裹等方法解调图像传感器采集的静态图像,根据传感器与投影仪之间的几何关系及传感器参数,计算得到物体三维面形信息[31].Zhang等[32]利用小波变换轮廓术解调获取的数据,测量的最大误差为0.15 mm.唐涛等[33]结合相位测量轮廓术与改进枝切法重构出静态条件下的车轮踏面三维形貌,系统测量均方根误差为0.65 mm.秦楚越[34]基于相位测量轮廓术,提出一种车轮踏面检测算法,实现对车轮型面特征的静态测量.对LMA型轮对的测量实验表明,新算法的平均绝对误差为0.17 mm,检测时间为60.81 s.王衡[35]基于傅里叶变换轮廓术,提出一种精确的投影仪标定方法,实现车轮型面特征的静态检测,该方法可检测出深度分别为1.00 mm和2.00 mm的V型槽缺陷.
2.1.4 被动视觉测量法
被动视觉测量法检测时,先使用相机拍摄特定角度的车轮与标定物图片,之后通过图像处理算法获取车轮踏面边缘的像素线,最后通过标定物获取像素大小与实际尺寸之间的比例,实现车轮型面特征的检测.由于该方法仅适用于静态检测且检测效率低,劳动强度大,故该方法的研究较少.马林[36]提到日本铁路应用被动式视觉测量法检测车轮,实现对轮缘厚度、车轮内距及踏面磨耗等车轮型面特征参数的静态检测.系统检测周期约为20.00 min/对,检测误差为±0.20 mm.Soleimani等[37]提出使用单个彩色相机测量车轮踏面的方法,该方法与郑芬芳等[38]提出的方法类似,具有成本低的优势,但只能拍摄静态解的列车轮,且对检测装置的安装和摆放位置要求较高,实际检测难度更高,该方法的最大测量误差为1.00 mm.
2.2 车轮损伤检测
车轮损伤检测利用了超声、振动及视觉检测的技术,依据其检测原理可分为电磁超声法、激光超声法、机器视觉法及振动冲击法.
2.2.1 电磁超声法
借助电磁超声波对轮对缺陷损伤进行探测即电磁超声检测法,其检测原理如图6所示.被称为电磁超声换能器的电磁超声探头会产生交变磁场Br和恒稳磁场B0.一方面,高频率的交变磁场使轮对趋肤层产生相应频率的感应涡流J,恒稳磁场使其得到洛伦兹力FL并反作用于轮对,形成高频率的应力波;另一方面恒稳磁场使铁磁性轮对中一定范围的区域内形成规则排列的磁畴,交变磁场使其受到交变磁场力FM作用,产生磁致伸缩效应,形成应力波.应力波(即超声波)在轮对表层传播,通过对超声回波信号的处理分析即可获取轮对表层裂纹及气孔等缺陷损伤状况[39].
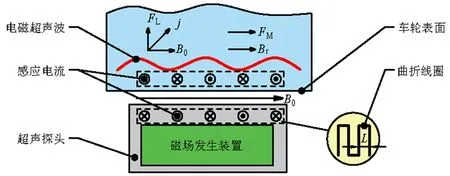
图6 电磁超声检测原理
该方法最早由德国Salzburger等[40]提出并实现,即引入德国研制的系统[41],国内学者也陆续进行了相关研究.戴立新等[42-43]根据回波信号的返回时间顺序来识别和定位缺陷,借助归一化最小均方自适应滤波器并结合小波和相位差算法,实现了缺陷的准确识别和定位,降低了系统强噪声干扰,数据良好波形率超过94.00%,有效信号失真率为4.10%.由于表面波自身的特点,针对使用表面波检测深度有限的问题,吴迪等[44-45]设计出可产生垂直入射水平偏振横波的具有双永磁体跑道线圈的电磁超声换能器,最大可检测高80.00 mm、底圆圆周52.00 mm、斜度为18.00°的圆台范围内的缺陷损伤,但需要较多数量的电磁超声换能器等间距排布才能完成一个车轮的检测,相较于表面波的检测装置,其设备成本较高,目前该检测系统仍处于现场试验阶段.
2.2.2 激光超声法
激光超声检测使用激光直接照射待测物体表面或照射表面涂层,使其局部温度急速升高,利用热弹/热蚀效应产生应变和应力场产生超声表面波、纵波和横波,采用光学法或压电超声换能器接收超声信号,经过处理分析后获取物体内部损伤缺陷状况[46].Montinaro等[47]使用脉冲激光在10.00 μs内静态检出小范围内的扇形车轮样件的缺陷损伤,检测精度最高为2.00 mm.Shant等[48]提到美国用空气耦合超声换能器接收激光超声信号,动态检出列车车轮裂纹,检测准确率高于80.00%.
2.2.3 机器视觉法
机器视觉法主要利用目标检测技术,使用相机抓拍车轮踏面的图像,搭配光源提高相片质量,通过图像处理算法获取轮对表面擦伤、剥离及裂纹等缺陷损伤状况[49].
田丽丽等[50]融合平稳小波和Canny算法划分踏面区域图像,以踏面边缘线为基准并结合多种算法确定阈值提取缺陷损伤,在0.50~10.00 km/h的车速下,车轮损伤的检出率不低于96.70%,误检率与漏检率不超过7.80%和3.30%,但该方法的效率与精度较低,对细小缺陷的检测能力较差.张力等[51]提出的M-YOLOv3可加快缺陷提取速度,提高了检测准确率和算法的鲁棒性,可在20.00~30.00 km/h的车速下,1.00 min内检出32个动车组车轮踏面的缺陷损伤并进行预警.郑茹丹等[52]改进的Faster R-CNN增强了对细小缺陷的检测能力,检测准确率为84.98%,每帧图像检测速度为61.60 ms.除缺陷损伤定位与大小的检测,其类型的识别同样重要,针对现有算法无法区分踏面缺陷损伤类型的问题,刘二林等[53]提出利用灰度-梯度共生矩阵提取踏面的表面形貌特征,优化K-均值聚类算法对形貌特征进行归类,实现踏面缺陷损伤的识别和分类,该算法识别率不小于96.60%,但该算法使用的图像是在作业车间内拍摄,尚未应用到实际的动态检测中.
2.2.4 振动冲击法
在轨道车辆行驶过程中,因受损而导致形状不规则的车轮会使车体振动并对钢轨产生冲击,振动冲击法利用传感器采集车体或钢轨的振动激励或动态响应,通过分析获取的噪声数据来评估轮对表层擦伤及剥落的缺陷损伤状况[54].
王晓龙等[55]验证了经验模态分解广义能量技术,可用来判别故障车轮,识别准确率为90.00%,但车轮的轻微损伤无法检出.对此,赵蓉等[56]利用各种算法模型并通过与标准车轮的数据比对来判别擦伤车轮并评定擦伤程度等级,车速为80.00~240.00 km/h时,可准确识别擦伤且其等级判断准确率为94.60%,可识别出0.10 mm深度的擦伤,但该方法无法测量擦伤长度.对此宋颖等[57]结合自适应滤波技术与小波变换模极大值理论,实现了车轮擦伤的定量评估,在250.00 km/h的车速下,系统的测量误差小于5.00%.Zhou等[58]将传感器阵列安装在钢轨腹板上检测钢轨应变,通过建立应变量与车轮擦伤的关系,最小可检出0.04 mm深度的车轮扁疤,但该系统并未应用到实际检测中.Gao等[59]使用尾纤激光器与四象限探测器测量钢轨的变形量,通过建立变形量与擦伤长度的关系,可在5.00 km/h的车速下动态检出18.00~68.00 mm长度的车轮擦伤.Chen等[60]利用麦克风阵列收集冲击噪声,静态检出车轮损伤,但检测易受到其他车轮的干扰.
3 各种方法对比与总结
车轮型面特征与损伤检测方法分类见表1.
由表1可知,车轮型面特征与损伤的非接触检测方法可分为8类,对于车轮型面特征的检测方法:1)激光三角法具有检测精度高的特点,同时测量结果也易受到各种因素的干扰,轮轨振动及蛇形运动引起的车轮与传感器之间相对位姿振动,特别是瞬时振动对检测结果影响最大.对此可将传感器与钢轨或地面紧固,也可通过优化算法或建立模型对误差进行补偿,还可增加传感器的数量与类型,通过算法对数据进行融合拼接以提高测量精度.此外,由于该方法使用的传感器是一体化结构,感光芯片与激光发射器相对位姿固定,相较于光切法,在标定与定期校准时激光三角法的设备更容易调整.2)光切法具有检测精度高的特点,可用于高速列车的检测,但也易受干扰.除了相对位姿振动变化的因素,环境杂光与踏面反光因素造成的低质量图像对检测结果的影响也很大.对于上述因素,除了环境杂光可在相机加装滤光片解决外,其他2个因素均是通过误差模型补偿或增强算法鲁棒性来解决.此外,由于结构上相机与激光器并不是一体的,该方法也可结合其他方式完成更全面的检测[61-62],因此,光切法还可使用相机辅助识别表面缺陷,实现更加全面的车轮故障检测,这是其他方法无法做到的.3)相位测量法可直接获得车轮表面面型特征,而激光三角法与光切法需要连续扫描并融合处理多组数据才能重构三维模型,这是该方法的优势,但其在车轮检测领域并未深入研究,目前正处在研究阶段.4)被动视觉测量法虽然仅需单个相机即可完成车轮磨耗检测,但该方法需要额外的参照物并严格控制相机位姿才能保证测量精度,而且每测量一个车轮都需要重新调整设备,效率低下且仅适用于静态检测,与其他检测方法相比没有太大优势.
对于车轮损伤的检测方法:1)电磁超声法具有抵抗雨水或粉尘等恶劣环境的能力,检测效率高,但不能检测表面损伤.使用表面波可动态检测车轮近表层损伤,检测系统可在几min内检查车辆的所有车轮并显示检测结果,但系统需要特制的钢轨来安装检测单元,安装及维护成本较高,表面波回波信号易受电磁干扰且仅能检测表层损伤,横波虽可检测深层损伤但需要多个探头,成本较高.2)激光超声法与电磁超声表面波类似,常用来检测表层损伤,具有检测速度快的优点,可检测出损伤的具体尺寸,但激光超声法检测精度较低,检测范围小,导致检测效率低下.3)振动冲击法具有检测速度快、精度高的特点,但不论是车载还是轨旁的检测装置,均易受到车辆中其他部件振动信号的干扰,损伤信号提取难度较大且仅能检测表面损伤.4)机器视觉法与振动冲击法同样用于检测车轮表面缺陷,检测速度快、成本低,但对于机器视觉法,业内无法做到高精度地测量,且易受到杂光杂物干扰,目前多用于辅助检测.本节上述内容的总结如表2和表3所示.

表2 各种检测方法特点描述
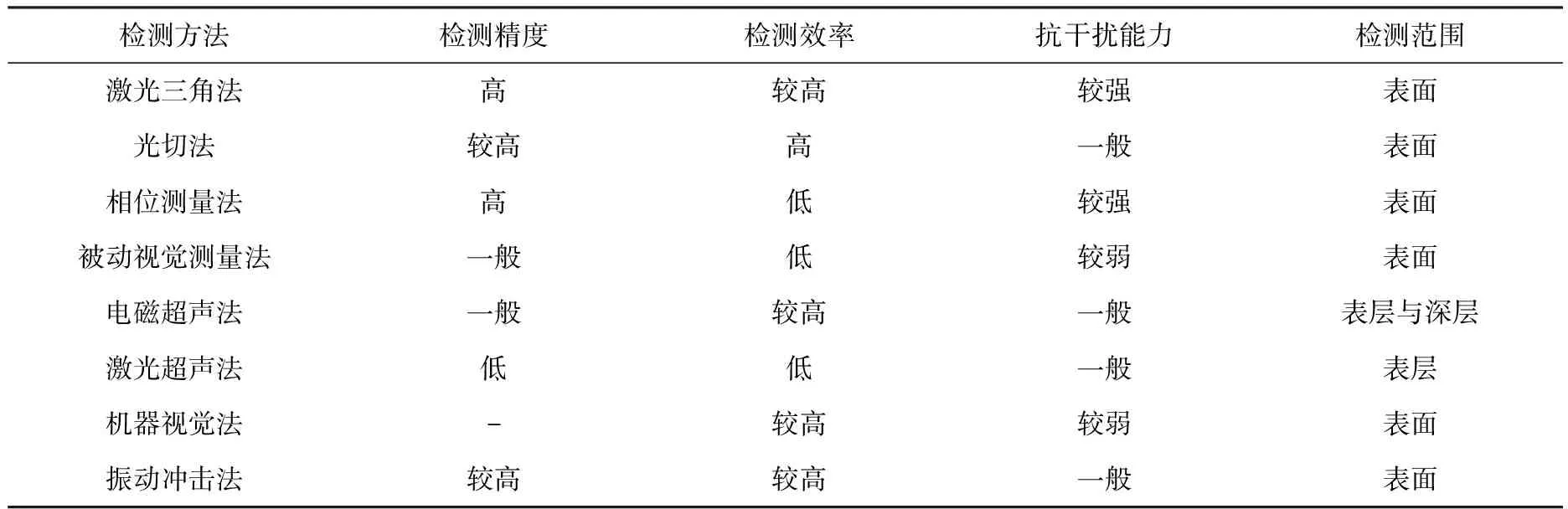
表3 各种检测方法对比
综上所述:对于车轮型面特征与损伤的非接触检测技术,其研究热点在于提升检测精度与检出率并降低误检与漏检率,从硬件与软件2方面降低各种干扰因素造成的误差:硬件上,通过增加检测单元数量或控制其安装距离与位姿来增加采样点数量、提升检测单元性能及优化结构等;软件上,取长补短,综合多种算法、建立误差补偿模型及优化算法框架等.
4 展 望
通过分析各种车轮型面特征与内部损伤的非接触检测方法,可以看出,检测精度、效率及被测项目的全面性都逐步提高.关于轨道车辆轮对的非接触式检测技术的发展趋势,提出以下展望:
1)检测技术融合创新.为了应对更为复杂的工况环境,研究过程注重现有的检测方法与传统技术之间的交叉结合,与新兴技术之间的相互融合,建立并完善新的检测理论.同时基于多传感器数据驱动模型,结合物理模型创建并优化新的检测模型.二者相辅相成,促进轨道车辆轮对的非接触式检测技术的创新与发展.
2)检测装备更新换代.为了扩展检测范围和增加检测项目数量,研究方向从单一车轮型面特征或损伤检测转变为综合检测,基于检测方法制作高精度的传感器与检测装置,不断提高检测全面性,设计小巧便捷、交互性好的检测装备,推动轨道车辆轮对的非接触式检测装备朝着集成化、便携化、自动化的方向发展.
3)检测系统性能综合提升.为了提高检测结果的可信度,研究重心偏向优化检测算法,提升算法精度、效率和鲁棒性.依据算法处理结果,重构三维轮对结构并入库保存.结合人工智能和深度学习等技术,借助大数据平台,使检测系统根据当前工况智能分析、处理并预测轮对状态,检测与预测协同,实现轨道车辆轮对的非接触式检测系统一体化、数字化、智能化.
4)检测流程降本增效.为了推广普及检测系统,研究目标既要降低检测系统的研发、安装及维护等费用,又要保证检测精度、效率与准确度.寻找、设计并开发新材料、新装备,研发新技术、新系统,使检测系统既能适应多变且恶劣的工况,又能做到稳定、高效、精准、全面且低成本的检测.
