产品结构多样性的催化裂解技术
2023-11-06魏晓丽龚剑洪袁起民朱金泉谢朝钢张久顺刘宪龙
魏晓丽,龚剑洪,袁起民,朱金泉,谢朝钢,张久顺,刘宪龙
(中石化石油化工科学研究院有限公司,北京 100083)
在能源消费革命推动下,我国能源领域电动化和新能源业务快速发展,成品油消费量渐近达峰,炼油产品面临结构调整。化工品市场持续增长,低碳烯烃(乙烯、丙烯)和轻芳烃(苯、甲苯、二甲苯)等基础化工原料需求旺盛,其中低碳烯烃主要来自蒸汽裂解装置。我国原油偏重,轻烃和石脑油资源贫乏,蒸汽裂解原料短缺是烯烃产业发展瓶颈。炼油企业转型发展进程中,燃料型炼油厂需要强有力技术支撑和引领,向高效生产洁净能源、大宗化工基础原料及高端化学品的油化一体化炼油厂健康发展,作为炼油与化工桥梁的催化裂解技术面临前所未有的发展机遇与挑战。
催化裂解技术是中石化石油化工科学研究院有限公司(以下简称石科院)自主研发的、全球第一个工业化的、以丙烯为目的产物的催化裂化技术。自1995年第1套催化裂解装置成功投入生产以来[1],催化裂解技术在加工原料灵活化、产品结构多样化、资源利用循环化和生产技术低碳化方面不断进步[2-4]。在原料适应性方面,不仅开发了石脑油、柴油、减压蜡油到渣油等原料转化为低碳烯烃的馏分油催化裂解技术,也率先完成原油催化裂解技术全球首次工业试验。在产品结构方面,已然形成增产丙烯、增产乙烯、增产丙烯兼顾高辛烷汽油,以及多产化工料(乙烯、丙烯和轻芳烃)的产品结构灵活调整的系列催化裂解技术。本课题对石科院开发的、具有不同产品结构特征的催化裂解技术创新性、技术特征、应用场景与案例进行归纳与分析,为企业规划或炼油企业利用存量资产将过剩石油基原料转化为大宗基础化工原料提供技术解决方案和具体实践参考。
1 多产丙烯的DCC技术
深度催化裂解技术(Deep Catalytic Cracking,简称DCC)是以重质油为原料、以丙烯为主要目的产物的催化裂化技术,是石科院首创、拥有自主知识产权的炼油成套技术。
1.1 DCC技术创新性
催化裂化是以生产汽油、柴油等燃料为主要产品的原油二次加工过程。在早期催化裂化反应化学研究中,通常认为丙烯是重质石油烃催化裂化反应过程的二次产物,汽油中烯烃是生成丙烯的前身物[5-6]。基于这种认识,现有技术通常采用调整操作条件、优化设备和工艺过程配置、以及改变催化剂配方,以强化汽油馏分的二次裂化反应,达到提高催化裂解反应深度和丙烯选择性的目的[7-11]。
DCC技术是通过对石油烃催化裂化生成丙烯的正碳离子理论和ZSM-5的特殊孔道结构具有较高丙烯选择性特性的再认识,结合多产低碳烯烃的反应工艺与工程的应用基础研究,提出采用催化裂化工艺技术生成丙烯的开创性构思而开发的技术[12-14]。DCC技术创新性在于采用提升管与密相流化床组合型反应器,其中提升管反应器为重油催化裂解生成汽油馏分等丙烯前身物的反应器,密相流化床为丙烯前身物催化裂解生成丙烯的反应器(见图1),并在反应体系中创新性引入高比例ZSM-5分子筛催化剂,加之相适配的反应条件,从反应热力学和反应动力学角度解决了C—C键断裂生成丙烯的选择性最优化问题,实现高选择性生成丙烯的化学反应过程。
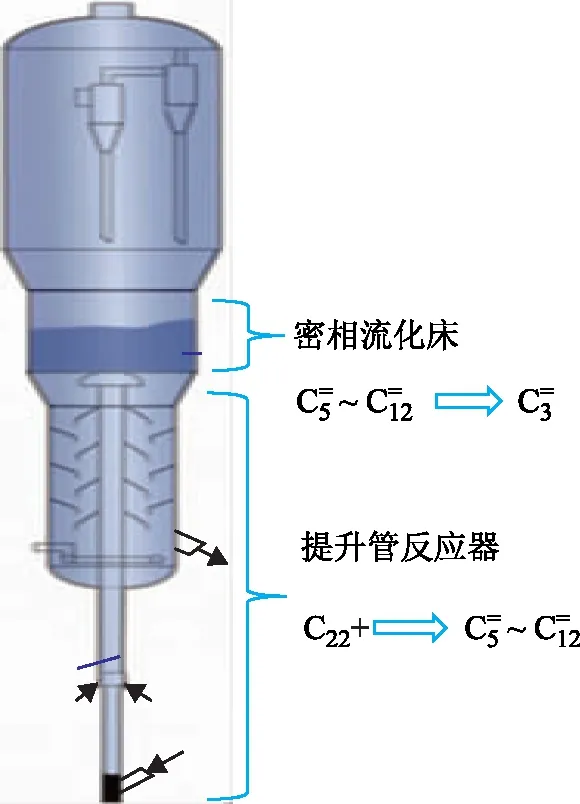
图1 DCC反应器构型

图2 DCC-plus反应器构型
烃类正碳离子反应理论中最主要的正碳离子反应为β断裂反应,通过生成的正碳离子在带正电荷碳原子的β位C—C键连续发生C—C键断裂反应,除了多产丙烯外,产物中还存在较多的C4~C5馏分,这部分富含烯烃的馏分在适宜反应条件下可以直接通过C—C键断裂生成乙烯和丙烯,也可以通过C—C键重构实现碳链增长,再裂解生成乙烯和丙烯。在DCC技术基础上,DCC-plus技术采用第二提升管反应器作为C4~C5馏分催化裂解反应场所(见图2),在特定反应条件下,既可以将副产的C4~C5馏分转化为乙烯和丙烯,提高重质原料的碳原子和氢原子利用率,又可以为密相流化床反应器提供高温、高活性催化剂,改善密相流化床内催化剂活性梯度分布和温度场分布,提高汽油催化裂解反应的丙烯选择性,解决干气、焦炭等副产物产率高的问题[2,15]。
1.2 DCC技术特点
DCC技术具有以下特点:①原料适应性好。DCC可加工的原料包括减压蜡油、加氢处理蜡油、脱沥青油、焦化蜡油、常压渣油和一定比例的减压渣油等。由于丙烯中氢的质量分数远高于催化裂解原料的氢含量,因此原料的裂化性能对产品产率有显著影响。对重质馏分油来讲,原料的K值和氢含量越高,可裂化组分(链烷烃、环烷烃、长侧链芳烃)含量越高,丙烯产率越高[16],故催化裂解原料优选石蜡基的减压蜡油或常压渣油。②工艺流程特点。DCC工艺流程与常规催化裂化(FCC)的工艺流程基本相似,包括反应-再生系统、分馏系统、吸收稳定系统、烟气能量回收与净化系统等。理论上,现有FCC加工流程经改造可实现DCC工艺,但由于DCC工艺与常规FCC工艺的产品结构中气体与液体产量迥异,因此,DCC工艺与FCC工艺在主要设备尺寸与负荷上相差较大,如DCC工艺中富气压缩机负荷较大,主分馏塔具有较高的气液比等,现有催化裂化加工流程需根据装置边界条件核算加工负荷,并经适应性改造才可实现催化裂解工艺。③工艺参数特点。重质馏分油大分子通过一次裂化反应生成汽油馏分油等相对较小分子,丙烯主要来自汽油馏分分子的二次裂化反应。从化学键角度讲,碳氢化合物分子越小,碳链越短,C—C键或C—H键的键能越大,所需的反应热越高,因此生成丙烯的裂化反应需要更高的反应温度。另外,需要更多的活性中心和足够的反应时间为C—C键断裂反应提供保障,较低的反应压力有助于烃分子数增加的裂解反应,提高丙烯选择性[16]。④产品结构特点。DCC工艺在强化重质原料一次裂化反应的同时,实现对中间产物二次裂化反应的定向控制,将丙烯产率提升至常规FCC工艺丙烯产率的3~5倍。采用石蜡基原料时,丙烯产率可高达23%以上[16],且烯烃产物中杂质少,不需要精制处理;同时,所产的汽油馏分中芳烃含量较高,可作为高辛烷值汽油调合组分或作为芳烃抽提的原料。
1.3 DCC和DCC-plus技术工业应用案例
截至2022年底,运行中的DCC和DCC-plus装置共有16套,在建3套,其中中海石油宁波大榭石化有限公司(以下简称大榭石化)采用DCC-plus技术建设的2.20 Mt/a催化裂解装置于2016年一次开车成功,至今平稳运行,乙烯和丙烯产率始终保持在较高水平。工业标定结果表明[17],装置原料为质量分数50%石蜡基常压渣油与质量分数50%中压加氢裂化尾油的混合原料时,在设计工艺参数和使用专用催化剂条件下,乙烯收率为5.16%,丙烯收率为21.55%,裂解汽油中芳烃质量分数达55%~65%,经加氢后可作为芳烃抽提生产轻质芳烃(BTX)的原料。以DCC-plus技术为核心的炼化一体化生产模式不仅为企业带来了良好的经济效益,也为我国炼油行业的转型升级提供了一条可靠的技术途径。
2 多产乙烯的催化裂解技术
在DCC工艺基础上,通过反应器构型、工艺参数和催化剂组成优化与改进,石科院开发了将重质原料最大限度转化为乙烯,兼产丙烯的催化热裂解(Catalytic Pyrolysis Process,CPP)技术。
2.1 CPP技术创新性
石油烃分子在高温条件下可以通过自由基机理发生C—C键均裂反应生成伯碳自由基,伯碳自由基再通过一系列β位C—C键的断裂反应生成乙烯;也可以通过分子反应机理生成六元环状活性络合物中间过渡态,再发生C—C键的断裂反应生成乙烯,目前,多以自由基机理解释乙烯的生成反应。由于碳链的断链反应是不可逆反应,烷烃的断链反应进行到某一转化率时,反应速率变为极小。因此,热裂解生成乙烯的反应通常在较高温度下进行,如石脑油热裂解温度达830 ℃左右。
在石油烃催化裂化正碳离子反应理论中,正碳离子的生成和反应与生成的正碳离子中间体的稳定性密切相关,所以石油烃生成的正碳离子多以仲正碳离子或叔正碳离子形态存在。以正辛基仲正碳离子的裂化反应为例,如图3所示,正辛基仲正碳离子发生β断裂可以在a处C—C,也可能在b处C—C键。若在a处发生C—C键断裂反应,将生成丙基正碳离子和戊烯,丙基正碳离子脱附质子生成丙烯。若在b处发生C—C键断裂反应,将生成乙基正碳离子和己烯,乙基正碳离子脱附质子生成乙烯。计算结果表明,正辛基仲正碳离子在a处断裂需要的反应热为121 kJ/mol,在b处断裂需要的反应热为251 kJ/mol。因此,正辛基仲正碳离子发生β断裂更倾向于在a处C—C键断裂生成丙烯。值得关注的是,当反应体系内被输入足够热量时,正碳离子在b处C—C键断裂生成乙基正碳离子的几率将大大增加,乙基正碳离子脱附质子将生成乙烯。这说明在催化剂酸中心存在下,当反应体系内具有足够能量时,正碳离子的裂化反应同样可以生成乙烯。

图3 正辛基仲正碳离子不同位置C—C键β断裂反应所需反应热
CPP技术创新性是基于乙烯生成反应是自由基反应和正碳离子反应双重作用的重要基础理论认知,通过采用较高温度强化自由基反应和较大剂油比强化正碳离子反应对乙烯生成的贡献[2],并采用适宜的反应器构型控制反应时间,以及专用催化剂活性组元强化自由基与正碳离子反应双重催化活性,为重质油大分子催化裂解过程中乙烯生成反应构建最适宜的反应环境,解决了重质油催化反应生成乙烯的技术难题,并与配套产品精制与分离系统有机组合,从而形成重油直接制乙烯的成套技术。
2.2 CPP技术特点
CPP技术具有以下特点:①原料适应性好。多产乙烯的重质原料油可采用减压蜡油、加氢减压蜡油、常压渣油、加氢裂化尾油或掺炼部分脱沥青油,其中减压蜡油和常压渣油优选石蜡基馏分油。②工艺流程特点。CPP工艺流程与FCC相似,主要设备包括反应器、再生器和产品分离回收系统。由于CPP工艺采用相对较高的反应温度,为了避免高温条件下结焦,CPP工艺在产物回收方面开发了配套的设备、工艺与工程技术,尤其是在产品气体分离方面与蒸汽裂解流程相似。③工艺参数特点。CPP工艺是催化反应和热反应共存的裂解反应过程,为了获得更高的乙烯产率,与DCC工艺相比,反应苛刻度更高,如反应温度相对较高,约600~650 ℃。具有更高的剂油比为重油催化裂解反应提供更多活性中心,反应压力与水蒸气用量等其他工艺参数与DCC工艺大体相当。④产品结构特点。CPP反应过程强化了自由基反应和伯正碳离子生成反应,促进了乙烯的生成。工艺流程与蒸汽裂解实现互供耦合,乙烯产率可达14%~15%,产品中丙烯/乙烯产率比可达0.9~1.6。
2.3 CPP技术工业应用案例
2006年中国化工沈阳石蜡化工有限公司采用CPP技术建成世界首套500 kt/a工业装置并投入运行[17]。该装置以石蜡基常压渣油为原料,以生产乙烯、丙烯等低碳烯烃为主要目的产品,副产轻芳烃含量高的裂解石脑油。工业标定结果表明,以大庆常压渣油为原料,在兼顾乙烯和丙烯的操作模式下,乙烯和丙烯产率分别达到14.84%和22.21%,裂解石脑油中芳烃的质量分数达到82.46%。该装置的成功运转验证了重质原料催化裂解生产乙烯技术路线的可行性。
陕西延长石油(集团)有限责任公司1.50 Mt/a CPP装置于2014年投入运行,该装置以榆林炼油厂的石蜡基常压渣油为原料,运行期间乙烯和丙烯总收率最高可达到37.12%。2022年以来,即便在掺炼进口原油油质影响收率的情况下,双烯收率仍可稳定在36.60%,其中乙烯产率为14%~15%[3,18]。
3 多产丙烯和高辛烷值汽油的催化裂解技术
通过对重油一次裂解以及中间产物二次裂解反应化学的深入研究,石科院开发了重油选择性裂解(Maximizing Catalytic Propylene,MCP)技术,该技术以重质油为原料,在最大化增产丙烯的同时生产高辛烷值汽油组分。
3.1 MCP技术创新性
DCC工艺是通过采用密相流化床反应器强化汽油馏分二次裂解生成丙烯反应,汽油馏分中的烯烃是丙烯的主要前身物。研究表明[19],重质油催化裂解过程中丙烯不仅来自汽油馏分二次裂解反应,重质油一次裂解反应对丙烯的贡献也不容忽视。同时研究中发现,重油催化裂解反应条件下,尤其是在密相流化床反应器中,生成的丙烯可以通过一系列化学反应转化为低碳烯烃、汽油馏分中的芳烃和烯烃等产物[20]。可见,丙烯不仅是重油催化裂解反应的产物,也是活泼的中间物种,在催化裂解反应过程中需加以控制。
MCP技术创新之处在于提出了重油大分子的一次裂解反应由过裂化操作模式向选择性裂解模式转变的技术构思[21],即通过改变反应器结构控制重质原料一次裂解的转化深度,达到多产丙烯和高烯烃含量汽油的目的。同时,创新地调控碳四/轻石脑油烯烃由传统的直接裂解转变为先齐聚-再选择性裂解的反应路径,突破了传统碳四/轻石脑油直接裂解造成烯烃选择性低、氢气和甲烷产率高的技术瓶颈,为碳四和碳五馏分的裂解反应提供了特定的反应环境,达到了进一步提高原料碳原子利用率的技术效果。
3.2 MCP技术特点
MCP技术具有以下特点:①原料适应性好。MCP工艺可加工蜡油、常压渣油、减压渣油、加氢处理蜡油、加氢焦化蜡油、脱沥青油、加氢处理润滑油抽出油、润滑油脱蜡蜡膏等,其中优选石蜡基馏分油。②工艺流程特点。MCP反应-再生工艺流程与常规FCC相同,在反应器配置上与DCC-plus较为相似,但由于MCP和DCC-plus的产品结构不同,在重油裂解反应器和碳四/碳五馏分裂解反应器配置的具体技术方案上各有特点。在MCP工艺中,重油裂解反应器为提升管反应器,实现可控的、选择性的重油裂解反应生成丙烯和高辛烷值汽油,提升管与密相流化床组合反应器为碳四、碳五馏分裂解反应场所,实现碳四、碳五馏分裂解生成丙烯的反应。③工艺参数特点。重油一次裂解反应不以最大化生产丙烯为目标,而是控制重质原料一次裂解的转化深度,达到多产丙烯和高烯烃含量汽油,重油催化裂解反应温度与DCC工艺的反应温度大体相当或略低,其他工艺参数大体相当。碳四/碳五反应器采用相对较高的反应苛刻度,具体工艺参数可根据产品结构要求在适宜范围内调节。④产品结构特点。裂解产物气体产物以丙烯、丁烯为主,干气和焦炭产率低,裂解石脑油中烯烃含量高。
3.3 MCP技术工业应用案例
第1套MCP工业示范装置于2011年在扬州石化有限责任公司一次开车成功[22],该装置以苏北石蜡油常压渣油为原料,丙烯产率达到17.05%,异丁烯产率达到5.51%;裂解石脑油产率为32.16%,研究法辛烷值为94.6。MCP工艺可以满足增产丙烯同时生产高辛烷值汽油的市场需求,可以作为以市场为导向的炼油企业转型升级的技术选择方案之一。
4 多产化工原料的催化裂解技术
4.1 劣重质油催化裂解生产化工原料技术
为了破解现有重油催化裂解原料适应性差的技术瓶颈,石科院开发了重油高效催化裂解(Resid to Chemicals,RTC)技术,该技术以劣重质油为原料,以乙烯、丙烯和轻芳烃等化工原料为主要目的产品。
4.1.1 RTC技术创新性
从石油烃化学组成角度讲,链烷烃是生产低碳烯烃的理想原料,为了得到高产率的乙烯和丙烯,现有催化裂解技术通常以石蜡基减压蜡油或常压渣油为原料。随着原油劣质化、重质化以及对外依存度不断攀升,炼油企业加工中间基或中间-环烷基原油的比例不断增加,这类原料中富含环烷烃和芳烃,胶质、沥青质以及金属等杂质含量高。即便经加氢提质后作为催化裂解原料,仍会带来产品中乙烯和丙烯选择性差、干气和焦炭等副产物产率高、CO2排放量大等问题。
为了实现中间基重油的高效转化,首先从反应化学角度认识到劣重质油,尤其是渣油分子经加氢部分芳环饱和后,重油分子中仲C—C键的比例大幅度提高。由于石油烃分子越大,分子之间C—C键的键能大小差异性减小,由此提出在单位体积内提高活性中心数量以促进C—C键断裂反应的构思。但现有重油催化裂解反应过程中油剂接触均是在提升管反应器内完成,提升管反应器内催化剂处于稀相流体结构,单位体积内原料分子接触催化剂活性中心位的机会有限,同时由于中间基重油中多环芳烃、胶质等极性大分子较多,在活性位上形成竞争吸附,减小了饱和烃分子与活性中心的可接近性。若在反应体系内提供更多的有效活性位点,可以减弱不同位置C—C键因化学位吸附问题带来的反应不均匀性,可强化不同性质C—C键的断裂反应,综合上述理论研究,提出采用床层空隙率介于稀相输送床和湍流流化床的快速流化床,通过提高单位体积内催化剂浓度为重油裂解反应提供更多的活性位,提高催化反应选择性。为了克服传统快速流化床“下浓上稀”的流态化结构缺陷,创新性地提出采用连续或非连续渐扩径结构设计的快速流化床反应器,改变催化剂浓度分布,强化气固接触效率,改善传质传热,从而解决催化剂浓度分布不均匀的问题[23-24]。同时改善温度梯度分布,提高催化裂解反应选择性,解决温度分布不均匀的问题。反应器内实现了“拟浓相、拟均温、拟匀速”的技术特征,为劣重质油催化裂解反应创造最适宜的反应环境,从而达到提高催化反应选择性的技术目的[21],常规(等直径)提升管反应器与具有连续渐扩径结构特征的快速流化床催化裂解反应器结构示意见图4。
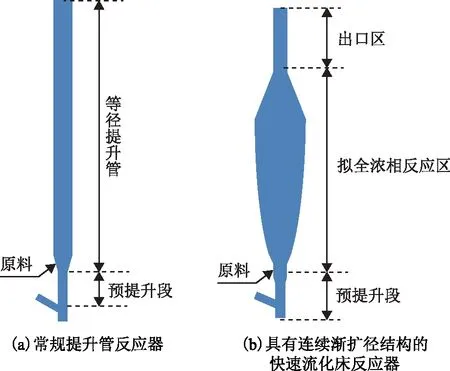
图4 常规提升管反应器和快速流化床催化裂解反应器结构示意
4.1.2 RTC技术特点
RTC技术具有以下特点:①原料适应性广泛。RTC技术原料适应性更广泛,可以加工蜡油、常压渣油,更重要的是可实现劣质重油高选择性催化裂解,适用于加工中间基、中间-环烷基加氢重油,尤其适用于中间基加氢渣油。②工艺流程特点。RTC工艺流程与常规催化裂化工艺流程相似,主要设备包括反应器、再生器和产品分离回收系统。其中,劣重质油反应器采用具有独特结构的快速流化床反应器,轻质馏分油反应器为提升管反应器,可加工装置自产或外来碳四馏分油和裂解轻石脑油、加氢催化裂化柴油和焦化汽油等轻质馏分油。③工艺参数特点。为了给劣重质油原料分子催化裂解反应提供更多的活性中心,与常规FCC相比,RTC通常采用较大剂油比,其他工艺参数采用有利于小分子低碳烯烃生成的反应条件,如较高的反应温度、较低烃分压和较大的水蒸气用量,为保证原料分子的充足裂解,反应时间略长。④产品结构特点。RTC具有非常好的高价值产品选择性,突出表现为乙烯和丙烯产率更高、气体中乙烯和丙烯浓度高,焦炭产率低和选择性好,裂解汽油中芳烃含量高,可进行化工利用。生产单位产量化工品时,装置直接碳排放量显著降低,各项指标均优于同类技术。
4.1.3 RTC技术工业试验结果
中国石化安庆分公司采用RTC技术对650 kt/a催化裂解装置进行技术改造,并于2020年1月一次开车成功,至今平稳运行。工业试验结果表明[25]:与原装置相比,以中间基加氢重油为原料,乙烯和丙烯产率分别增加0.5百分点和2百分点以上,焦炭产率降低0.5百分点以上,此外汽油性质明显改善,烯烃含量低、芳烃含量高,研究法辛烷值提高0.7~0.9。生产单位产量丙烯时,催化裂解装置直接碳排放量降低约20%。RTC技术实现重油催化裂解技术的升级,形成新一代重油催化裂解技术,使中国石化的催化裂解技术依然领跑全球同类技术。
4.2 轻质馏分油催化裂解生产化工原料技术
当前,蒸汽裂解仍然是乙烯和丙烯的主要生产技术。在“碳达峰”“碳中和”的压力下,为了提升技术竞争力,乙烯裂解原料结构将再度向轻质化方向转变,将会大幅度减少丙烯的产出。成品油消费量渐近达峰,炼油产品结构面临调整,亟需开发原料适应性更灵活的、能够充分利用存量资产实现炼油向化工转型的催化裂解技术路线,作为化解油品过剩危机的可选方案。
基于对小分子烷烃催化裂解反应特性、分子筛固体酸催化剂表面吸附与孔道扩散的深入理解与认知,石科院创新性开发了轻质馏分油催化裂解技术。采用具有独特动力学特性的轻质馏分油催化裂解反应器和与之相适配的反应条件和专用催化剂,可将炼油厂轻烃或轻质馏分油转化为乙烯、丙烯和轻芳烃等化工原料。该技术解决了高温反应环境中催化反应选择性与热反应选择性的平衡性问题,破解了催化剂表面的有限性和原料烃分子在催化剂活性位点上吸附能力不平衡性的难题,不仅提高了小分子烷烃催化裂解反应活性,同时可调控化学反应路径,实现原料反应转化率和目标产品选择性的双提升,在双烯产率与蒸汽裂解大体相当条件下,丙烯与乙烯产率比在一定范围可调控。
轻质馏分油催化裂解技术目前正处于工业示范阶段。该技术具有良好的原料适应性,原料无需预处理,可直接作为进料,原料成本低。适用的C4~C20轻烃或轻质馏分油可以是烷属馏分油,包括直馏石脑油、拔头油、重整抽余油、煤油、直馏柴油等;也可以是含烯烃的轻烃或轻质馏分油,如裂解碳四/碳五、醚后碳四和焦化汽油等二次加工馏分油。中型试验数据表明,以直馏石脑油为原料时,乙烯、丙烯和轻芳烃的总产率可达55%以上。采用BMCI值约30的直馏柴油为原料时,乙烯、丙烯和轻芳烃的总产率可达45%以上。
4.3 原油催化裂解生产化工原料技术
原油制化学品技术是适应未来市场需求的技术,已经形成了炼化一体化、集成度更高的新工艺开发共存的局面。由于原油包括从C1到C90以上的大分子,馏程范围宽、碳数分布广、烃类结构复杂,使得烃类裂解性能差异大。
开发原油催化裂解技术的难点是如何在同一反应系统将原油全馏分最大化生产化工品。石科院基于原油不同大小烃分子催化裂解的反应性能,创新性提出原油催化裂解多反应区耦合转化技术构思,实现了同一反应器内分子大小迥异的原油分子的高效转化,开发了原油催化裂解生产化工原料(CCPP)技术。扬州石化采用CCPP技术对现有250 kt/a催化裂解装置进行适应性改造并完成工业试验。工业试验结果表明,采用江苏油田原油,低碳烯烃和轻芳烃总产率高达50%以上[26],该技术的原料适应性强,化学品产率高。标志着我国原油直接制化学品技术取得突破性进展,中国石化成为世界上原油催化裂解技术路线的领跑者。
5 结 语
当前馏分炼油正在向组分炼油或分子炼油转变,基于石油组分或分子在固体酸催化剂上裂解反应化学和反应动力学的认识与创新,石科院以反应器技术创新为核心,开发了提升管与密相流化床组合反应器技术,由此形成了DCC,DCC-plus,CPP,MCP等系列重油催化裂解技术。为了应对原料重质化以及实现烯烃生产原料的多元化,立足创新,继续开发具有独特反应动力学流体特性反应器技术,开发形成了RTC技术、CCPP技术和适用于轻烃或轻质馏分油的催化裂解技术。从产品结构多样化角度,形成了增产丙烯、增产乙烯、增产丙烯兼顾高辛烷汽油,以及多产化工料的催化裂解技术,为炼油企业转型发展和炼化一体化提供了可选的技术方案,以满足多样化的市场需求。
