生活垃圾焚烧发电厂渗滤液处理的改进策略
——以遂宁川能能源有限公司为例
2023-11-03张莉萍
李 渊,廖 勇,张莉萍,李 佳
(1.四川职业技术学院 能源化工学院,四川 遂宁 629000;2.遂宁川能能源有限公司 生产技术部,四川 遂宁 629000)
目前,随着城镇化建设的发展,垃圾围城的情况日益严重,处理城市生活垃圾的方法主要是以焚烧和填埋为主.其中,焚烧处理工艺具有设备智能化程度高、用地少和能将垃圾转化为能源以及产生的灰渣量少等特点[1].但是,同时会产生一种呈墨黑色不透明状,有恶臭性气味,弱酸性,含大量悬浮物、成分复杂的垃圾渗滤液.夏季产生的渗滤液量大,冬季量小.渗滤液是一种污染源,具有高CODcr、高盐分的特点[2].因此,渗滤液必须采用无害化的处理工艺,满足GB/T19923-2005标准后才可以回用或者排放.在垃圾渗滤液处理工艺设计中,如何提高整体回收率、确定设计处理规模以及降低生产成本、资源化利用等是设计中遇到的主要难题[3].
遂宁川能能源有限公司生活垃圾焚烧厂距离市中心约16公里,紧挨生活垃圾填埋场,该项目日处理城市生活垃圾800吨,采用2台400吨/日的焚烧炉及1 台汽轮发电机组(15MW)的配置方式.垃圾焚烧厂的渗滤液处理规模按 350 m3/d设计,采用“IOC+MBR+NF+RO+DTRO”的处理工艺.
1 渗滤液处理工艺的设计
在生活垃圾发酵的过程中沥出的渗滤液,以及冲洗水等,不同季节需要处理的废水量不同.因夏季垃圾果蔬占比大、温度高、雨量大,冬季垃圾量少、气候干燥、温度低等原因,夏季渗滤液产生量占垃圾处理量最高可达30%以上,冬季产生量占垃圾处理量最低为10%.因考虑到冲洗水等废水,综合全年考虑,在设计垃圾渗滤液处理规模时,可以按该厂日进厂垃圾量的35%计算.
城市垃圾焚烧厂垃圾渗滤液的处理方法主要包括物化法和生物法两种.近年来,随着膜技术在污水处理中工业化应用推广,垃圾渗滤液的后端处理也采用膜分离技术[4].
该项目生活垃圾渗滤液处理设计,采用膜分离技术,设计工艺为“除渣预处理+调节池+内外循环厌氧反应器+外置式膜生物反应器(MBR)+纳滤(NF)+反渗透(RO)+DTRO”的处理工艺,其工艺流程如图1所示.

图1 内外循环厌氧罐-MBR-NF-RO-DTRO工艺流程图
2 渗滤液处理工艺
2.1 预处理系统
>
该项目的主要废水来自垃圾焚烧厂垃圾仓中的渗滤液,渗滤液经过设在垃圾仓底部的水篦子分离,虽然能去除了大部分杂质,但还有大颗粒悬浮物如碎纸片、塑料袋等.为了保障渗滤液能够被及时抽走,渗滤液泵前端设有割刀,进一步将大颗粒物搅碎,以确保泵的正常运行.在进入调节池前,对渗滤液进行除渣预处理以保障后续处理工艺的正常运行.
在调节池前端设计过滤器,过滤精度为1mm,以截留粒径大于1mm的固体颗粒物,该过滤器设有自清洗功能,可远程操控,排出的渣进入污泥储池.过滤后的渗滤液再流入竖流沉淀池中进一步沉淀分离,沉淀物通过泵排入污泥储池,渗滤液通过沉淀池溢流堰流入调节池.由于调节池内渗滤液内会产生大量臭气[5],因此调节池检修孔需密封,再通过风机将池内臭气抽至垃圾仓.
因渗滤液水量随季节波动幅度较大,设计调节池时其有效容积要足够大(大于3600m3),至少需要缓存7-10天的渗滤液量,起到均衡水质,缓冲水量的作用.
竖流沉淀池溢流进调节池后的水,还是含有一些细小的固体颗粒,因此调节池内安装了功率为5w/m3的3台搅拌器.
2.2 厌氧处理系统
>
厌氧反应器采用新型的IOC反应罐,布水支管在罐体底部斜插罐体60°进水,在上部溢流出水并在顶部集气.底部进水上部出水工艺能增强泥水混合,使微生物同污染物得以充分接触,从而更有效的除去CODcr及污泥颗粒物的形成.为更好的汽、水、泥分离,降低污泥的流失,提高反应罐处理渗滤液的有机负荷,在罐内设置了2层三相分离器.IOC厌氧反应器与其他的UASB的区别在于在厌氧反应器顶部汽水分离罐底部加装一根管从厌氧罐中心回流至底部.为了提高系统稳定性,厌氧反应罐设置两条线运行,单台罐处理175m3/d.厌氧系统对CODcr的处理效率高达94%,处理效果如图2所示.
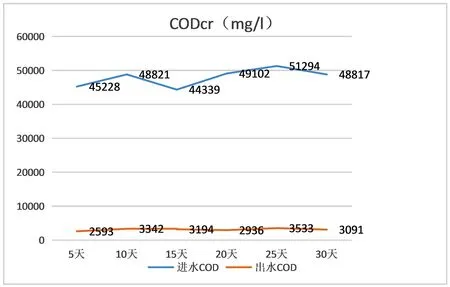
图2 厌氧系统对CODcr的处理效果
2.3 膜生物反应器(MBR)
>
本项目设计的外置式膜生化反应器由生化反应器(AO池)和外置式超滤组成.
对应厌氧系统,膜生物反应器也设置两条线.其中生物反应器由一座硝化池(O池)和一座反硝化池(A池)组成.根据处理能力,O池内底部设4台气水混合射流器,采用罗茨鼓风曝气.厌氧出水中残留的有机污染物在好氧微生物的作用下被分解,同时在硝化菌的作用下氨氮转化为硝酸盐.另外,置式超滤浓液回流至反硝化池,作硝氮回流,硝酸盐在反硝化池还原成氮气排出,达到生物脱氮的目的.厌氧系统对氨氮的处理效果如图3所示,生物反应器脱氮的效率可以达到99%以上,实际运行过程中的脱氮效率可通过回流比进行调节.反硝化池内设置2台搅拌器,硝化池内设1台搅拌器,起搅拌回流的作用.
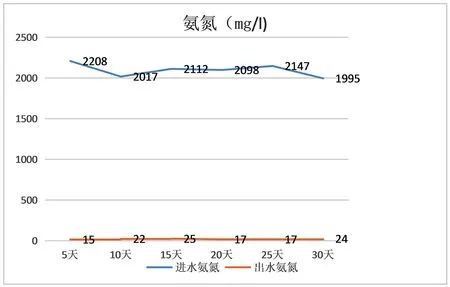
图3 厌氧系统对氨氮的处理效果
与传统生化处理工艺相比,MBR通过超滤系统达到泥水分离的效果[6],有效的保证了AO池内污泥量,污泥浓度可以达到15~30g/L,甚至更高,从而保障了系统的有机负荷.
超滤的清洗由储存有清水或产水的“清洗水箱”通过清洗泵来完成.每次停机后自动冲洗,如需要,可向清洗水箱内添加膜清洗药剂.超滤的酸碱清洗频率一般为1~2月一次.超滤阀门设置为气动阀,通过自动压缩空气来控制开关,保障系统的自动化.
为了保障生化系统正常运行,配套有以下设备:
冷却系统,由于夏季温度高且罗茨风机的出口风温度也较高,因此设计冷却系统对生化活性污泥进行降温.
PH调节设施,为保证后续纳滤、反渗透设备进水水质,加酸调节超滤产水PH至6.5~6.8左右.
物理消泡设施,为了避免生化系统不稳定时产生的泡沫带来的环保问题,在O池顶增加一圈物理消泡喷头,通过回喷O池水进行物理消泡.
2.4 纳滤系统
>
纳滤采用卷式膜元件,材料一般是聚酰胺复合膜,工作压力为5~15bar,设计纳滤清液产率为85%.纳滤可实现自动、手动控制.在自动控制方式下,所有设备动作均由PLC控制;在手动方式下,操作人员需在控制面板上手动控制.纳滤对应超滤设置有2条线,每套纳滤设有1段、2段循环,每段设2根标准6芯耐压膜壳,每支膜壳内有6支膜元件,每段循环有独立的循环泵对膜内浓水循环,以提高系统回收率.纳滤设计处理为350m3/d.
纳滤系统设有在线清洗系统,用于对系统的在线清洗和化学清洗.
2.5 反渗透系统
>
反渗透采用卷式膜元件,一般采用抗污染苦咸水淡化膜(或海淡膜),平均工作压力30~35bar,设计反渗透清液产率为75%.反渗透同样可实现自动、手动控制方式.反渗透采用撬装模块化装置,反渗透系统设置有2条线,每套反渗透设有1段、2段循环,每段设2根标准6芯耐压膜壳,每支膜壳内有6支膜元件,同样每段循环有循环泵用于进行浓水内循环,以提高系统回收率.
反渗透系统与纳滤系统共用一套清洗系统.
2.6 剩余污泥系统
>
AO系统和厌氧系统产生的剩余污泥排入污泥储池.
污泥储池中设有一台搅拌器,保证污泥不分层.将污泥通过螺杆泵打入旋转挤压脱水机脱水,在进料过程中投加适量的PAM使污泥形成大的污泥絮团,提高脱水率.脱泥清液流回脱水清液池,通过回流泵回到AO系统,脱水后产生的干污泥通过螺杆泵打入焚烧炉投料口进行焚烧处理.
2.7 浓缩液处理方案
>
对于垃圾发电厂来说,单独使用DTRO系统处理渗滤液的目的很难实现.垃圾发电厂渗滤液相对于填埋场渗滤液来说,污染物浓度更高[7],具体见表1.
DTRO系统处理垃圾发电厂渗滤液原液膜柱结垢周期非常短,清洗频繁,出水水质也不能满足排放或回用标准[8].处理垃圾发电厂渗滤液原液需结合生化工艺,才能满足要求.具体工艺包括预过滤+一级DTRO+离子交换,其系统工艺流程如图4所示.
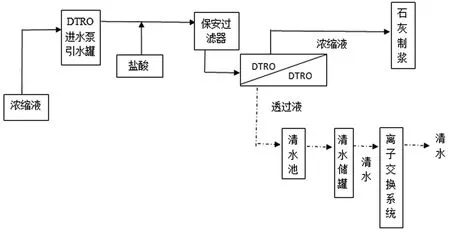
图4 DTRO系统工艺流程图
2.8 各阶段工艺运行效果
>
由表2可知,本项目的废水经过渗滤液处理站处理后是可以实现零排放的,且由上表可知,本项目垃圾渗滤液处理后,出水水质能达到《城市污水再生利用工业用水水质标准》(GB/T19923-2005) 工艺回用水水质标准中的水污染物排放浓度限值的要求.
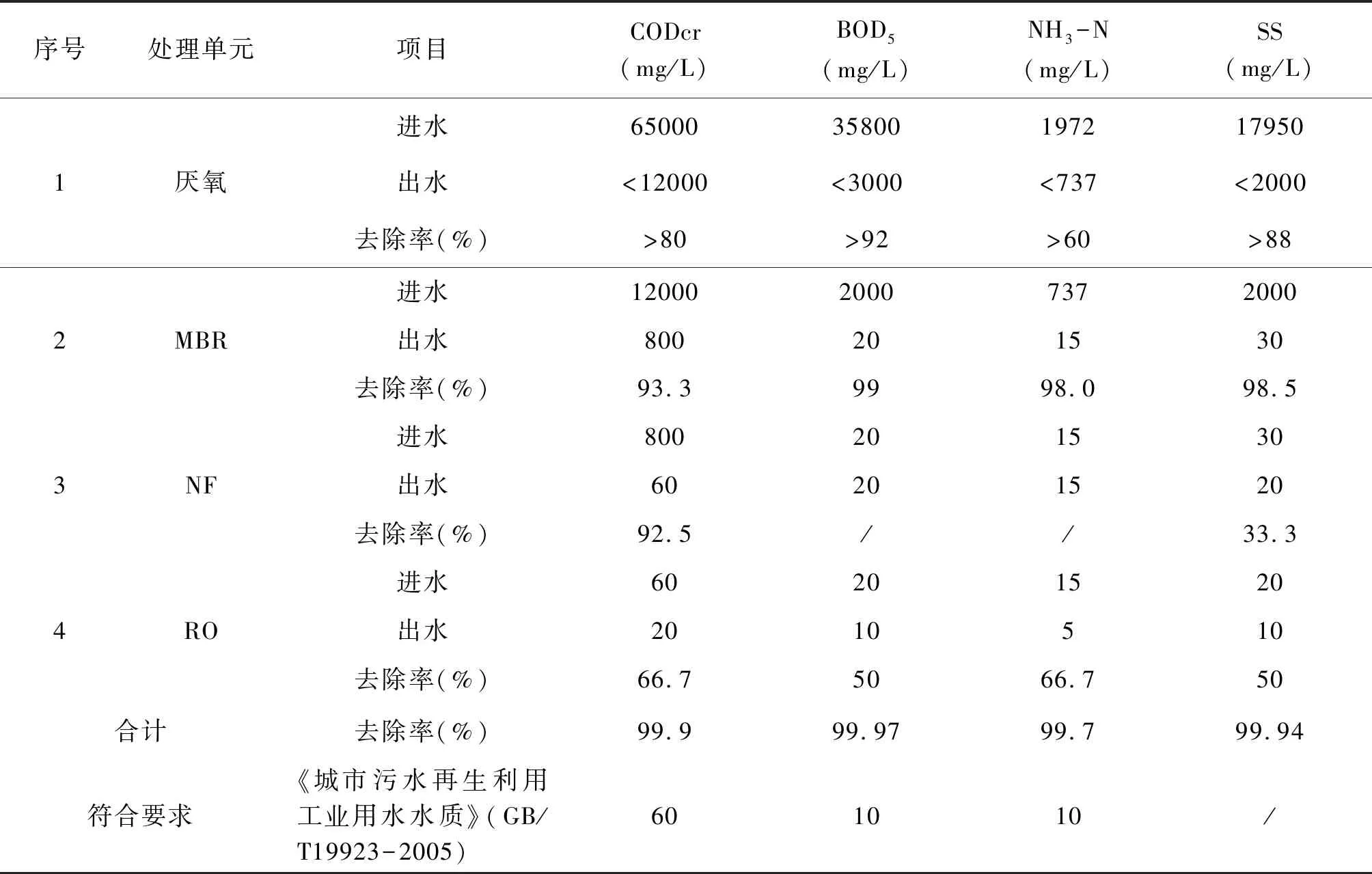
表2 垃圾渗沥液设计进水水质指标
3 结论
在城市生活垃圾处理的过程中,无论是选择焚烧处理还是采用卫生填埋处理,均会产生大量的垃圾渗滤液.在焚烧处理工艺中:1.渗滤液设计处理水量可按照垃圾日处理量的35%取值作为设计水量依据;2.处理工艺采用“除渣预处理+调节池+内外循环厌氧罐+外置式膜生物反应器(MBR)+纳滤(NF)+反渗透(RO)+DTRO”处理相结合的处理工艺;3.渗滤液经过处理后,CODcr小于60mg/L,去除率99.9%以上,氨氮小于10,去除率99.9%以上,出水能够满足工艺回用水要求后,全部回用垃圾焚烧发电厂;4.纳滤、反渗透膜产生的浓水经过DTRO浓水减量后,回喷到垃圾焚烧炉焚烧处理,无外排废水,达到了零排放.
