基于HYSYS 的三甘醇脱水工艺分析及优化调节研究
2023-11-03刘畑王瑀刘明川张添龙李媛媛薛润斌
刘畑 王瑀 刘明川 张添龙 李媛媛 薛润斌
1中国石油天然气股份有限公司新疆油田油气储运分公司
2中国石油天然气股份有限公司西南油气田分公司川东北气矿
井口采出气中通常含有大量的饱和水,在管输过程中,因温度、压力的降低,饱和水会凝结成液态水在管内积聚,引发冰堵和水合物形成,使设备腐蚀开裂造成输气效率降低等诸多问题[1-2]。因此,天然气在进入管输系统前,应尽可能地脱除饱和水,其中三甘醇(TEG)脱水工艺因压力损失小、控制简单、检修方便等优点在集气站和集中处理厂中被广泛应用。诸多学者对TEG 脱水工艺的效果和能耗优化进行了研究[3-4],蒋洪等[5]研究了酸性气体在TEG 脱水工艺流程上的分布情况,通过调节TEG 循环量、闪蒸罐温度和重沸器温度优化产气组分;诸林等[6]利用响应曲面优化了脱水工艺的用能环节,得到二次响应能耗模型;王飞等[7]利用单因素试验方法,从天然气进塔温度、贫TEG 入口温度、重沸器温度、汽提气流量等方面研究了对脱水效果的影响,并给出了优化方案。以上研究多侧重操作参数对脱水效果的影响,但不同操作参数对干气水露点的影响程度不一,且操作参数之间存在交互影响,如重沸器温度和汽提气流量与贫TEG 质量分数之间相关。目前的优化方法存在一定的盲目性[8-9],无法区分参数的调节先后。以某气田区块集中处理厂TEG 脱水装置为例,结合实际运行条件,通过HYSYS 软件建立脱水工艺模拟流程,引入灵敏度分析方法考察不同因素对干气露点的影响,根据灵敏度大小依次调节操作参数。
1 TEG 脱水工艺
1.1 工艺流程描述
根据现场实际运行的TEG 脱水工艺流程图,采用ASPEN HYSYS 软件搭建系统模型(图1)。脱水工艺包括吸收单元和再生单元。湿气(物流1)经原料气过滤器(V-100)分离出固体颗粒、游离水和液烃后,从吸收塔(T-100)底部进入,与吸收塔顶部进入的贫TEG 逆流接触,干气从吸收塔顶部流出进入贫TEG/干气换热器(E-100)换热,满足露点要求后外输。在TEG 再生单元中,吸收了饱和水的富TEG 从吸收塔底部流出,经换热后进入闪蒸罐(V-101)分离出闪蒸气,随后富TEG在贫/富TEG 换热器(E-102)中预热,进入再生塔(T-101),在塔底再沸器的作用下蒸出富液中的水分,再生塔塔顶流出的再生气经换热降温后,由分离器(V-102)将冷凝液打回再生塔顶部。为了进一步提纯TEG,从再沸器流出的TEG 溶液,经气体塔(T-102)汽提后,塔底流出的贫TEG 经换热加压后送回吸收塔顶部,实现TEG 溶液的循环利用。
1.2 基础数据
在进行HYSYS 模拟前,需定义状态方程和物性包,以便进行水力、热力和碳氢化合物物性计算,在此采用Peng-Robinson 方程作为计算TEG 脱水工艺气液平衡的状态方程。原始数据根据实际工况设定,原料气量150×104m3/d,入塔压力5.5 MPa,入塔温度35 ℃,原料气气质组分见表1。贫TEG 的入塔温度40 ℃,TEG 循环量1.30 m3/h。

表1 原料气气质组分Tab.1 Gas composition of raw gas 摩尔分数/%
根据GB 50251—2015《输气管道工程设计规范》中的相关规定,管输天然气水露点应比输送条件下的最低环境温度低5 ℃,根据集中处理站所在地区的气象统计数据,要求脱水后干气露点低于-10 ℃。
1.3 结果验证
将HYSYS 软件模拟得到的关键物流和设备参数与现场实际运行数据相比较(表2)。结果表明:目前的出口干气水露点无法满足脱水要求,模拟结果与实际数据基本吻合,表明HYSYS 软件所建模型具有可靠性和科学性,可以用于后续研究。

表2 模拟结果与实际数据对比Tab.2 Comparison between simulation results and actual data
2 灵敏度分析方法
灵敏度分析是检验与分析各流程变量间相互作用的工具,通过该分析可以决定哪些参数对系统的影响较大[10-12]。如果自变量x的变动量为Δx,则x的相对变动量为,同理因变量y的相对变动量为,根据相对变动量的比值和导数定义,令Δx→x,则x对y的相对灵敏度为S,公式为
式中:xi、yi分别为第i点的数值。公式(1)中的微分部分可用牛顿插值法求解,四阶算法精度较高,公式为
3 影响因素分析及优化调节方法
影响TEG 脱水效果的因素有原料气入塔温度、原料气入塔压力、原料气入塔流量、吸收塔塔板数、吸收塔塔板效率、贫TEG 入塔温度、TEG 循环量和贫TEG 质量分数等。其中,原料气入塔流量在设计范围内,对干气露点的影响较小;为满足吸收塔内温降的要求,吸收塔板数和塔板效率与气体压降和液面高差等有关,虽然塔板数的增加或塔板效率的下降有利于干气露点的降低,但对现场而言,可操作性较差;贫TEG 入塔温度通常高于原料气入塔温度3~8 ℃,与原料气相比,TEG 溶液在吸收塔内的流量较小,故其对干气露点的影响较小。综上所述,确定现场可供调节的操作参数有原料气入塔温度、原料气入塔压力、TEG 循环量和贫TEG 质量分数,其中贫TEG 质量分数与再沸器温度和汽提量有关,最终确定五个可调操作参数。
3.1 入塔温度
在原料气量为150×104m3/d,入塔压力为5.5 MPa,TEG 循环量为1.30 m3/h,贫TEG 质量分数为96.7%的条件下,考察原料气入塔温度对干气露点的影响。SY/T 0076—2008《天然气脱水设计规范》中规定入塔温度宜维持在15~48 ℃之间,根据集中处理站当地环境温度,设计入塔温度下限为25 ℃,设计上限为42 ℃,因此以入塔温度25~42 ℃为变量条件,模拟结果见图2。
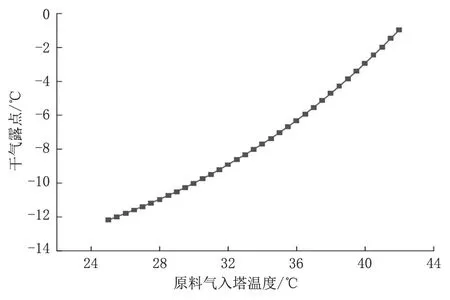
图2 原料气入塔温度对干气露点的影响Fig.2 Effect of raw gas inlet temperature on dry gas dew point
随着入塔温度的不断增加,干气露点呈先慢后快的指数型增长。这是由于TEG 与湿气中饱和水的气液平衡受温度升高的影响,入口湿气中的水含量增加,且饱和水在TEG 中的溶解度逐渐降低,最终导致干气露点上升。当入塔温度大于30 ℃时,无法满足脱水要求。将图2 的数据代入公式(1)和(2)求相对灵敏度,求解过程见表3。
在考察入塔温度的范围内,相对灵敏度S均为正值,表示原料气入塔温度与干气露点呈正相关。无论正相关还是负相关,绝对灵敏度|S|反映了自变量对因变量的影响程度,因此得到原料气入塔温度的绝对灵敏度曲线(图3)。当温度小于34 ℃时,|S|较小未超过3;当温度大于34 ℃时,|S|快速增加,最大值为12.6。
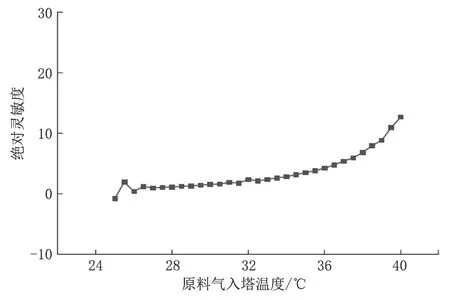
图3 原料气入塔温度的绝对灵敏度曲线Fig.3 Absolute sensitivity curve of raw gas inlet temperature
3.2 入塔压力
在原料气量为150×104m3/d,入塔温度35 ℃,TEG 循环量为1.30 m3/h,贫TEG 质量分数为96.7%的条件下,考察原料气入塔压力对干气露点的影响。一般入塔压力应大于4.5 MPa,压力上升有利于增加饱和水在TEG 中的溶解度,但压力过大,吸收塔内塔板之间的压差较大,TEG 溶液容易发泡,因此以入塔压力4.5~6.5 MPa 为变量,模拟结果见图4。
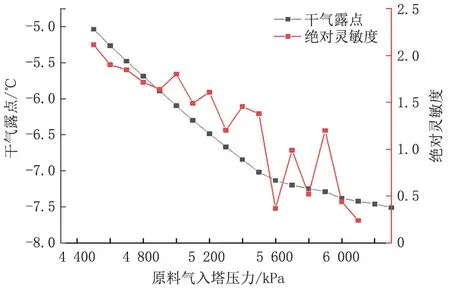
图4 不同入塔压力下的干气露点和绝对灵敏度Fig.4 Dry gas dew point and absolute sensitivity under different inlet pressures
当原料气入塔压力为4.4~5.5 MPa 时,干气露点快速下降,当入塔压力大于5.5 MPa 时,干气露点的下降速率变缓。在模拟范围内,干气露点始终未达到脱水要求。
在考察入塔压力的范围内,相对灵敏度S均为负值,说明原料气入塔压力与干气露点呈负相关。随着入塔压力的增加,绝对灵敏度|S|始终维持在2.5 以下,呈波动向下趋势,说明在入塔压力较低时,压力对干气露点的影响更大。
3.3 TEG 循环量
在原料气量为150×104m3/d,入塔温度35 ℃,入塔压力为5.5 MPa,贫TEG 质量分数为96.7%的条件下,考察TEG 循环量对干气露点的影响。根据工程经验,脱除1 kg 的水需要0.02~0.03 m3的TEG 溶液,因此以TEG 循环量1.2~1.8 m3/h 为变量,模拟结果见图5。

图5 不同TEG 循环量下的干气露点和绝对灵敏度Fig.5 Dry gas dew point and absolute sensitivity under different TEG circulation rates
随着TEG 循环量不断增加,干气露点快速下降,当循环量大于1.4 m3/h 时,干气露点下降速度明显变慢,此阶段的干气露点均小于-10 ℃,满足脱水要求。过大的TEG 会增加液体进入吸收塔的液量,增大气、液两相间的传质阻力,还会增加循环泵的动力能耗,造成塔内液面上升,形成淹塔事故。
在考察TEG 循环量的范围内,相对灵敏度S均为负值,说明TEG 循环量与干气露点呈负相关。当循环量为1.4 m3/h 时,绝对灵敏度|S|达到最大值10.33,当循环量大于1.52 m3/h 时,|S| 几乎为0,说明此时循环量对干气露点的影响很小。
3.4 再沸器温度
在原料气量为150×104m3/d,入塔温度为35 ℃,入塔压力为5.5 MPa,TEG 循环量为1.30 m3/h的条件下,通过改变再沸器温度影响贫TEG 质量分数和干气露点。受TEG 溶液物理性质的影响(TEG 的热分解温度为204 ℃)[13-14],再沸器温度过高会导致溶液变质,因此以再沸器温度170~204 ℃为变量,模拟结果见图6。
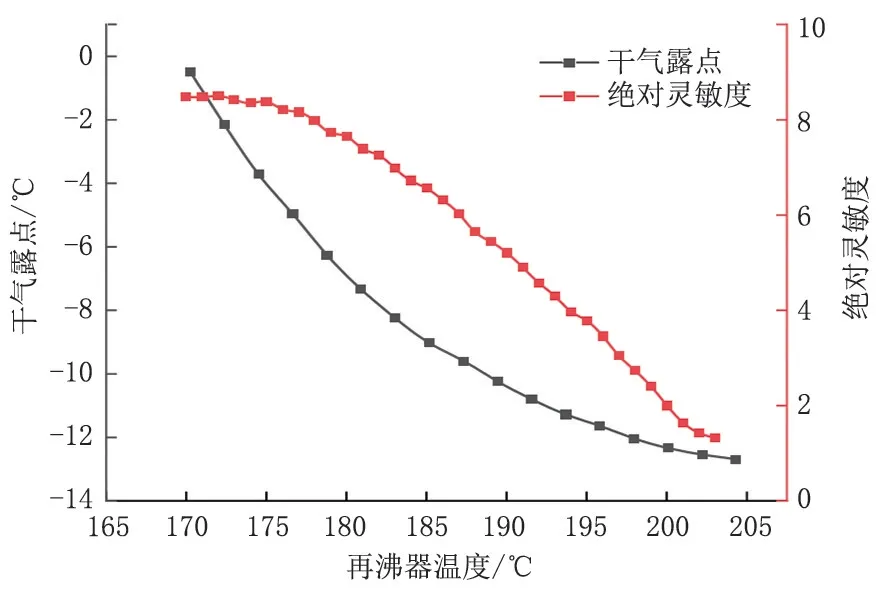
图6 不同再沸器温度下的干气露点和绝对灵敏度Fig.6 Dry gas dew point and absolute sensitivity under different reboiler temperatures
随着再沸器温度的升高,干气露点呈先快后慢的趋势降低。当再沸器温度大于190 ℃时,干气露点小于-10 ℃,满足脱水要求。
在考察再沸器温度的范围内,相对灵敏度S均为负值,说明再沸器温度与干气露点呈负相关。随着再沸器温度的升高,绝对灵敏度|S| 也逐渐下降,说明较低的再沸器温度对干气露点的影响较大。
3.5 汽提气量
在原料气量为150×104m3/d,入塔温度为35 ℃,入塔压力为5.5 MPa,TEG 循环量为1.30 m3/h的条件下,通过改变汽提气量影响贫TEG 质量分数和干气露点。汽提气来源于合格干气,从再沸器后端逆流引入,以汽提气量1.5~3 m3/h 为变量,模拟结果见图7。
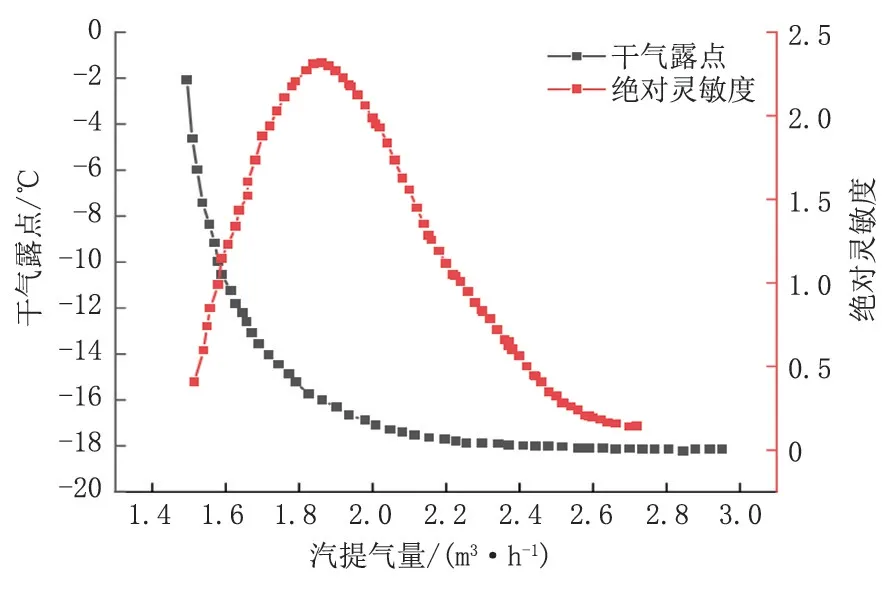
图7 不同汽提气量下的干气露点和绝对灵敏度Fig.7 Dry gas dew point and absolute sensitivity under different stripping volumes
随着汽提气量的增加,干气露点呈先快后慢的趋势降低。当汽提气与富TEG 溶液接触时,可降低TEG 表面的水蒸气分压,使TEG 溶液提高浓度。当汽提气量大于1.6 m3/h 时,干气露点小于-10 ℃,满足脱水要求。
在考察汽提气量的范围内,相对灵敏度S均为负值,说明汽提气量与干气露点呈负相关。随着汽提气量的增加,绝对灵敏度|S|先增大后减小,在汽提气量为1.85 m3/h 时,|S|达到最大值2.32,说明该汽提气量对干气露点的影响较大。
3.6 优化调节方法
通过上述模拟研究,可采用降低原料气入塔温度、提高原料气入塔压力、增大TEG 循环量、提高再沸器温度和增大汽提气量等措施降低干气露点,提高脱水效果。不同操作参数对干气露点的影响程度不同,根据一定工况下的绝对灵敏度大小依次调节操作参数,以减少操作步骤和工况波动,调节流程见图8。
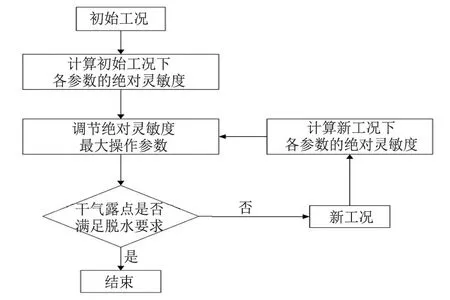
图8 优化调节流程Fig.8 Flow chart of optimization and adjustment
4 实例验证
以表2 中的数据为初始工况,参照优化调节方法进行操作参数调整,TEG 工艺优化调节步骤见表4。在工况1(初始工况)条件下,干气露点不满足脱水要求,此时再沸器温度的绝对灵敏度(7.652 9)最大,说明该工况下调节再沸器温度对干气露点的影响最大。在工况2 条件下,将再沸器温度增大至185 ℃,干气露点降为-7.89 ℃,此时再沸器温度的绝对灵敏度(6.320 5)依然最大,因此再次升高再沸器温度。在工况3 条件下,将再沸器温度增大至190 ℃,干气露点降为-9.21,此时原料气入塔温度的绝对灵敏度(7.120 5)超过了再沸器温度的绝对灵敏度(5.208 8),但两者的灵敏度差距较大,说明再沸器温度增加的步长过大,故重新选择增加再沸器温度至187 ℃。在工况4 条件下,原料气入塔温度的绝对灵敏度(6.210 9)超过了再沸器温度的绝对灵敏度(6.038 9),两者灵敏度相差不足5%,说明步长选择合适,下一步可降低原料气入塔温度。在工况5 条件下,将原料气入塔温度降至33 ℃,干气露点降为-9.75 ℃,此时原料气入塔温度的绝对灵敏度(5.720 5)最大,且与排序第二的贫TEG 循环量灵敏度相比(5.510 5),两者相差不足5%,说明入塔温度的降低步长选取合适,可再次降低原料气入塔温度。在工况6 条件下,将原料气入塔温度降至31 ℃,干气露点降为-10.34 ℃,满足干气露点要求,优化调节结束。
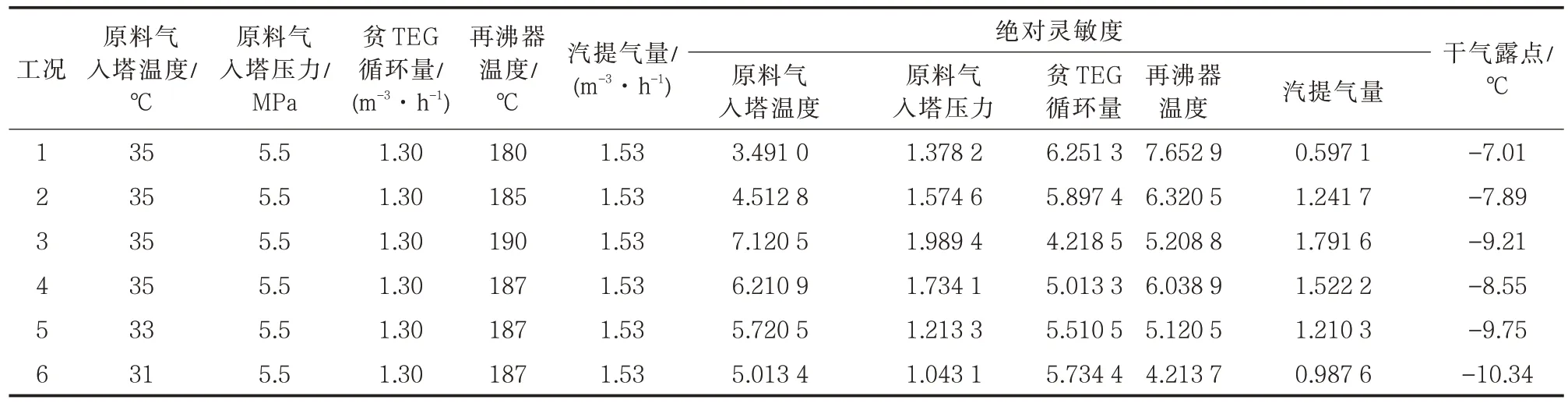
表4 TEG 工艺优化调节步骤Tab.4 TEG process optimization and adjustment steps
综上所述,先将再沸器温度由180 ℃升至187 ℃,再将原料气入口温度由35 ℃降低至31 ℃,将模拟结果与现场实际数据进行对比(表5)。经对比两者几乎一致,说明该调节方法可以用最少的调节次数完成脱水工艺的达标验证。

表5 TEG 工艺优化调节模拟结果与实际数据对比Tab.5 Comparison between simulation results of TEG process optimization and adjustment and the actual data
5 结论
(1)根据现场实际运行情况,采用HYSYS 软件建立了TEG 脱水工艺流程,经验证关键物流和设备参数的模拟结果与现场实际运行数据相比吻合性较好。
(2)通过引入灵敏度分析,确定操作参数对干气露点的影响程度,其中TEG 循环量和汽提气量的绝对灵敏度存在极值,原料气入塔温度和再沸器温度的绝对灵敏度分别呈单调递增和递减趋势,原料气入塔压力的绝对灵敏度呈波动递减趋势。
(3)在适当操作参数步长条件下,利用不同工况下绝对灵敏度的大小,确定操作参数调节的先后顺序,调节后模拟结果与实际数据一致,说明可以用最少的调节次数达到深度脱水的要求。
