油气田用大口径RTP管内衬层改性研究
2023-10-30谢航超刘海璋
谢航超* 赵 坤 刘海璋
(宝鸡石油钢管有限责任公司连续油管分公司)
0 引言
柔性复合高压输送管又称RTP 管,由内衬层、增强层、外护层3 层结构组成,内衬层大多采用高密度聚乙烯(HDPE),用于输送介质和支撑管道;增强层由工业涤纶丝或其他纤维丝制成[1],用于承载管道内压;外护层一般采用高密度聚乙烯,起到机械防护的作用。RTP 管广泛应用在油气田的油气集输、采出水和污水输送等系统[2]。
RTP 管柔韧性好,但是在制造尺寸为DN150 mm及以上的管材时,因内衬层厚度高、管径大,盘卷过程中外壁拉伸、内壁挤压,极易发生塑性形变,形成弯折损伤,且无法修复。因此,有必要对内衬层进行改性,从而降低刚度。目前,国内外学者对HDPE的改性做了大量研究[3],目前未发现关于RTP 管应用的报道。本课题选择的聚烯烃弹性体(POE)是通过乙烯、辛烯聚合而成的共聚物[4],剪切黏度对温度的依赖性与HDPE 接近,二者共混易得到更小的分散相粒径和粒径分布[5]。本文通过研究POE 与RTP管的内衬层共混改性[6-7]后性能的变化,表征改性后的RTP 管内衬层力学、耐热等性能的变化,从而确定最佳的混合比例。
1 实验部分
1.1 实验原料
1.2 实验设备及仪器
实验设备和仪器包括:EXT-CM200 混料机;EXT-SJ75-33A 单螺杆挤塑机;XYZ-70 制样机;DH-200M 电子天平;UTM4104 万能试验机;HDT/V-1103 维卡软化温度测定仪;XRL-400D 熔体流动速率仪;DSC-100 差示扫描量热仪。
1.3 试样制备
1.3.1 原料共混
按未添加、10%、15%、20%的质量分数分别称取颗粒状的POE 和HDPE,并加入混料机中混合,搅拌30 min。由真空泵吸入单螺杆挤出机喂料斗,再经过单螺杆挤塑机挤出,挤塑机中4 个主机区温度分别为205、205、210、210 ℃,经过真空定径后成管,冷却25 min,制备未添加POE 和3 种配比的管材,管材规格为169 mm×9.5 mm。
1.3.2 制样
(1)拉伸试样
从每种管材上切取条状样,并在制样机上加工成165 mm×10 mm×9.5 mm 的哑铃型拉伸试样。
(2)维卡软化温度试样:从每种配比的管材上切取10 mm×10 mm×9.5 mm 的块状试样。
取上述清洗干净的鲜切荸荠约500 g放入1 L的烧杯中,向烧杯中分别加入750 mL上述不同浓度的乙醇使荸荠完全浸泡在乙醇中,浸泡时间为 5 min。将浸泡后的荸荠,用无菌水以50 mL/s的速度淋洗5 min减少乙醇残留。将淋洗后的鲜切荸荠滤干,装入25 cm×28 cm厚度为0.01 mm的PE保鲜袋中放置在4 ℃下贮藏。
(3)熔体流动速率试样:从不同配比的挤出管材上切取碎片4 ~6 g 试样。
(4)纵向回缩率试样:切取每种配比的(200±20)mm 的管段。
(5)氧化诱导时间试样:从各个配比的管段上取厚度为(650±100)μm 的薄片试样,每个试样称取(15±0.5) mg。
1.4 性能测试
1.4.1 拉伸试验
按照GB/T 1040.1—2018《塑料 拉伸性能的测定第1 部分:总则》的试验方法,将哑铃试样夹持在试验机上,确认夹紧后,设置试验速度为50 mm/min,测试其拉伸弹性模量和拉伸强度。
1.4.2 维卡软化温度测试
按照GB/T 1633—2000《热塑性塑料维卡软化温度(VST)的测定》要求,将样块放入测试池,用压针压紧,施加50 N 载荷,以50 ℃/h 速率升温,待压针针入试样1 mm 时停止试验,记录温度。
1.4.3 熔体流动速率测试
按照GB/T 3682.1—2018《塑料 热塑性塑料熔体质量流动速率(MFR)和熔体体积流动速率(MVR)的测定 第1 部分:标准方法》要求装入料筒加活塞压实,预热至190 ℃,加5 kg 砝码,样条在砝码重力作用下由料筒挤出,切刀每隔240 s 自动切断料条,根据称量的样条质量和切断时间来计算MFR。
1.4.4 纵向回缩率测试
按照GB/T 6671—2001《热塑性塑料管材纵向回缩率的测定》,在试样上划2 条相距100 mm 的圆周标线,测量标线间距L0,将电加热烘箱调节至110 ℃,再将试样放入烘箱,试样不能接触烘箱底部和侧壁,待烘箱温度升至调节温度后开始计时,保持2 h。取出试样,冷却至室温,在试样表面沿母线测量标线间最大或最小距离Li,计算纵向回缩率RLi。
1.4.5 氧化诱导时间测试
按照GB/T 19466.6—2009《塑料 差示扫描量热法(DSC)第6 部分:氧化诱导时间(等温OIT)和氧化诱导温度(动态OIT)的测定》要求,将试样置于敞口的铝制坩埚中,进行氧化诱导时间测试。在氮气氛围中以20 ℃/min 的速率升温至200 ℃,保持试样在200 ℃下恒定3 min,将气体切换为氧气,氧气切换点记为零点,当曲线出现拐点后或达到技术要求的时间终止试验。根据测试仪结果进行曲线分析,读取氧化诱导时间。
2 结果与讨论
2.1 对内衬层力学性能的影响
RTP 管的内衬层一般由HDPE 制成,直接与输送介质接触,HDPE 塑性变形会造成分子链滑移,介质在高内压下加速向管材内部渗透,对管材造成不可逆损伤。因此,需要降低管材刚度,避免在盘卷过程中产生弹性形变,及大幅度的塑性变形,确保管材不受损伤。表1 为不同POE 含量的内衬层拉伸模量和拉伸强度。图1 为不同POE 含量内衬层拉伸弹性模量的变化曲线。图2 不同POE 含量内衬层拉伸强度的变化曲线。由图1 和图2 可以看出,HDPE 的拉伸弹性模量随着POE 的质量分数增大首先呈下降趋势,POE 质量分数为10%时的弹性模量为714 MPa,对比未混合POE 时降低了19%,POE 质量分数为15%时的拉伸弹性模量最低,为612 MPa,模量降低幅度为30.7%,随着POE 添加比例增大,HDPE 的模量略微升高,POE 质量分数为20%时HDPE 的模量为714 MPa。拉伸弹性模量越低,材料越容易产生弹性形变。POE 由乙烯和辛烯共聚,分子结构与HDPE相似,相互融合良好,POE 分子中辛基链长且柔软呈卷曲状态,与结晶态的乙烯形成联结点,起联结缓冲的作用,当受到拉伸时,长分子链之间的缠结可承受较大的变形,弹性模量大幅降低。POE 质量分数为15%时,拉伸弹性模量最低,可获得最佳的弹性形变能力。随POE 质量分数增加,内衬层的拉伸强度在一定范围内波动,无明显规律性变化。

图1 不同POE含量的内衬层拉伸弹性模量

图2 不同POE含量的内衬层拉伸强度
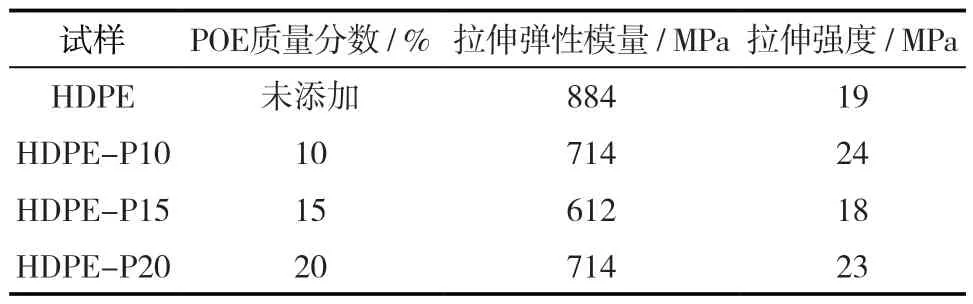
表1 不同POE含量的内衬层的拉伸模量和拉伸强度
2.2 对内衬层维卡软化温度的影响
图3 为POE 质量分数不同时HDPE 内衬层的维卡软化温度的变化曲线,从图3 可以看出,随着POE 含量增加,内衬层的维卡软化温度呈下降趋势。添加POE 前后维卡软化温度变化较大,10%POE 与未添加条件下相比降低了6.7 ℃,POE 质量分数为10%、15%、20%时,维卡软化温度呈下降趋势,这是因为POE 与HDPE 分子结晶晶型不同,分散在HDPE 中的POE 会破坏周围HDPE 分子链的排列规整性,结晶区减少,宏观表现为维卡软化温度降低。由表2 看出,添加POE 后,维卡软化温度均高于60 ℃,因此,可适用于输送60 ℃以下的介质。

图3 不同POE含量的内衬层维卡软化温度
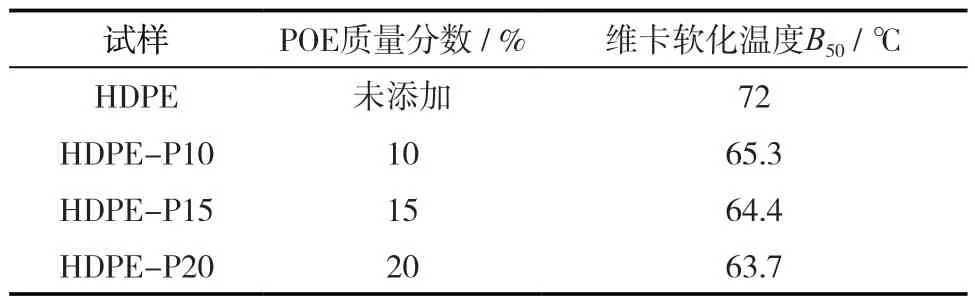
表2 不同POE含量的内衬层维卡软化温度

表3 不同POE含量的内衬层熔体流动速率
2.3 对内衬层熔体流动速率的影响
含量的内衬层熔体流动速率变化曲线,从图4 可以看出,POE 与HDPE 共混后,熔体流动速率MFR有所下降,加入POE 后熔体的流动性变差。这是因为POE 的加入引入了大量支分子链,使得共混物内部分子链间内摩擦增大,从而使流动性降低。添加POE 后,3 种添加比例的HDPE 的熔体流动速率均满足GB/T 15558.1—2015《燃气用埋地聚乙烯(PE)管道系统 第1 部分:管材》对管材原料0.20 g/10 min ≤MFR≤1.4 g/10 min 的要求,由此可见,POE与HDPE 混合后,熔融流动性可满足使用要求。

图4 不同POE含量内衬层熔体流动速率
2.4 对内衬层纵向回缩率的影响
RTP 管内衬层挤出时,HDPE 处于熔融状态,分子链受牵引沿轴向产生取向经定径套瞬时冷却,持续卷曲收缩的分子链被冻结,处于110 ℃时,分子吸热后,之前冻结的分子链产生蠕动,在缓慢冷却的过程中非晶区再次收缩,在轴向方向产生形变。图5 是不同POE 含量的内衬层纵向回缩率的变化曲线,从试验结果可以看出,加入POE 后,内衬层纵向回缩率为0.92%~1.13%,均小于3%,轴向尺寸稳定,加入POE 后对RTP 管内衬层的影响不明显,未发生受热冷却后回缩率超标的现象,适用于RTP 管内衬层的改性,具体可见表4。
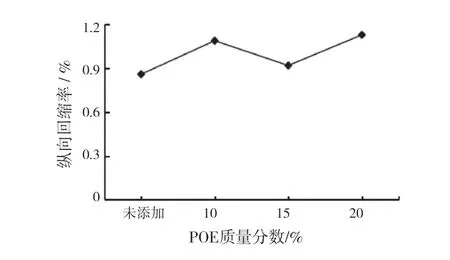
图5 不同POE含量的内衬层纵向回缩率

表4 不同POE含量的内衬层纵向回缩率
2.5 对内衬层氧化诱导时间的影响
当气体切换为氧气后,体系开始发生氧化反应,表5 是不同POE 含量时内衬层的氧化诱导时间,在200 ℃的氧气环境中,直到50 min 以上,曲线未向放热方向出现偏移。说明添加不同比例的POE 后,内衬层经过长时间的高温氧化,未出现受热氧化分解现象,POE 加入后,未减弱管材的热稳定性能。
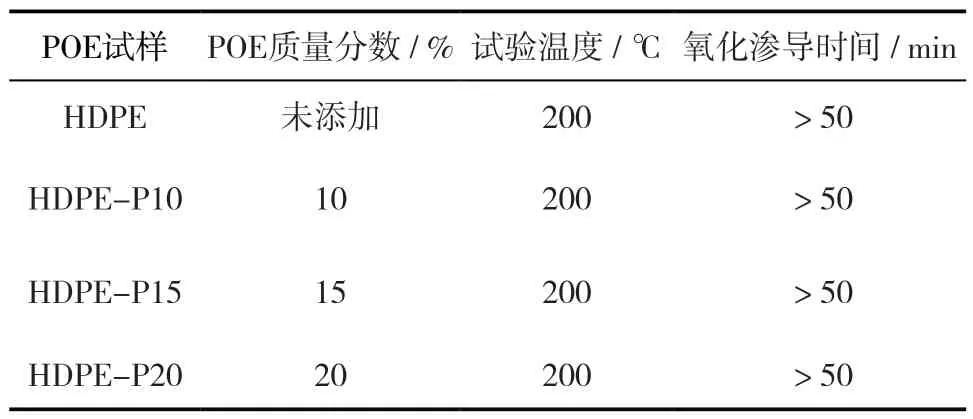
表5 不同POE含量内衬层的氧化诱导时间
3 结语
(1)聚烯烃弹性体POE 的与RTP 管内衬层原料HDPE 共混,对RTP 管的改性作用明显。当POE 质量分数为15%时,相对于改性前内衬层的拉伸弹性模量降低30.7%,该配比下管材的弹性形变最佳。
(2)随着POE 含量增加,加入POE 后内衬层的维卡软化温度呈下降趋势,仍可满足60 ℃以下介质的输送要求。POE 对RTP 管内衬层的熔融流动速率有所降低,其熔融后的流动性满足使用要求。加入POE 前后管材纵向回缩率无明显变化,未发生受热冷却后严重收缩的现象,受热后轴向尺寸稳定。加入不同比例POE 后,HDPE 内衬层在热氧环境中、在规定的时间内未发生分解现象,POE 未减弱HDPE内衬层的热稳定性。经综合检测,POE 添加比例为15%时,更适用于大口径RTP 管内衬层的改性。
