基于对射光纤检测的测量系统研究
2023-10-30刘萸谢春王朝曾光俊汪仁强陈志强
刘萸,谢春,王朝,曾光俊,汪仁强,陈志强
(成都宏明双新科技股份有限公司,四川 成都 610091)
非接触式的对射光纤检测与接触式Go/No-Go 检测治具一样需要按照给定的尺寸接收限度进行设计加工,与标准块(如块规、塞规等)或标准件对标,再通过计数型测量系统分析评价可接受后,才能正式投入生产现场使用,与被测产品的特定尺寸逐一比对获得产品合格与否判定结果。但不同之处在于对射光纤检测是利用光纤传感器的投光部与受光部光纤头经物体遮光产生信号变化实现多维度、多个尺寸的快速同步检测。因此,需要根据产品结构特点和测量区间范围设计精度验证块,通过高精度影像测量仪获得的检测值,并与其放入对射光纤检测系统得到的光纤传感器数字模拟信号值,一并导入统计分析软件(如JMP)进行回归分析,建立线性数学模型,再应用影像测量仪和光纤传感器的检测结果与理论导出值的等比关系,推导出影像仪测评的理论值,继而获得影像仪检测值与理论值之间的量值偏差,再与影像测量仪的检测值比对,证明满足测量系统分辨力的“1:10法则”,故得出对射光纤检测系统的测评结果准确结论。
确认对射光纤检测系统准确后,接下来设计对标专用的校正块,实现对射光纤传感器的误差补偿。由此,本文将以3C 屏蔽罩结构件的支脚(Pin 脚)平面度检测为例,阐述自校准专用校正块的设计标准和校准规则的建立原则,并展开相关性试验分析找到对射光纤检测的自校准测评周期和测评操作方法,以保障对射光纤检测在大批量生产应用中的精准性和稳定性。
1 对射光纤检测系统简介
1.1 检测系统设计概要
对射光纤检测技术就是通过对射光纤组接收通光量实现对被测件高度偏差或位置偏移符合性评价的一种自动化检测技术,因我公司常用于对屏蔽罩Pin 脚端的平面度检测上,故又称为Pin 脚平面度检测技术。其设计原理就是基于检测平台,对比屏蔽罩Pin 脚通光量与标准块(又称校正块)通光量的符合性,输出Pin 脚端平面度合格与否的测评结果。一般情况下,检测系统会与之配套的自动化传送系统和自动化包装系统联动,实现对产品的在线尺寸全检和连续包装,排除制造过程中人的因素影响,提升生产过程的质量稳定性。
1.2 检测系统实现步骤
Pin 脚平面度检测系统实现分为3 个步骤:(1)自动送料到位并精准定位;(2)平面度检测判定;(3)检测品挑选(即,检测判定为合格产品由机构自动排序装盘,不合格品集中放置于不合格品盒或不合格品收集架隔离)。
1.3 适用结构件
例如,我司应用于产品焊接支脚(Pin 脚)的端面具有高度偏差管控要求,且高度偏差≤0.40mm 范围的屏蔽罩系列件。
2 测量系统的准确性分析
为了验证我公司产品在此检测系统上的测试准确性,于是,自主设计一组覆盖我公司主要产品Pin 脚平面度高差范围的精度验证块共计9 个。通过高精度的影像测量仪重复5 次测量精度验证块,得到9 个验证块的高度差均值,将其填入“影像测量均值”栏。然后,将精度验证块放入Pin 脚平面度检测系统,进行单个光纤接收系统测量,测量5 次并记录光纤传感器输出的数字模拟信号值,再计算平均值填入“光纤接收量均值”栏。注意测试时,9 个精度验证块的装夹位置和装夹方法需保持一致。录入数据见表1。
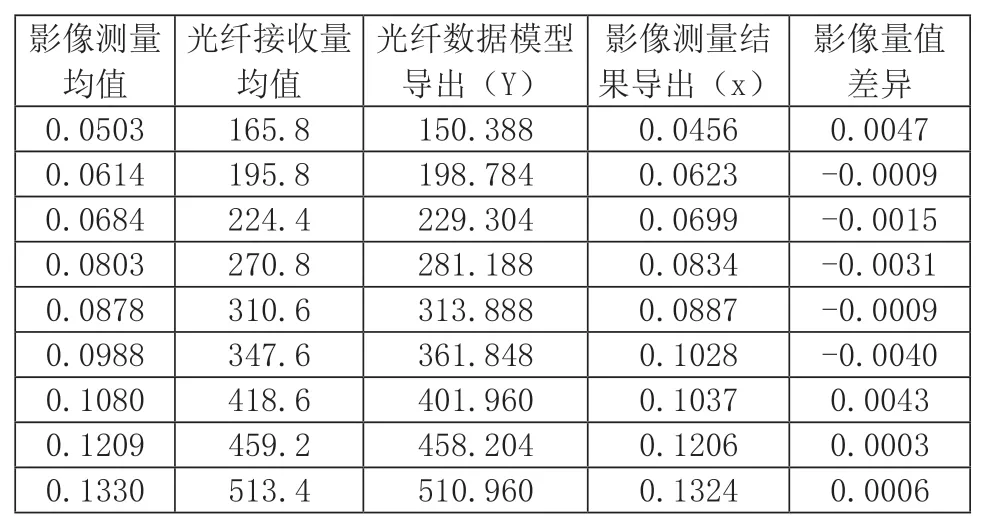
表1
利用统计分析软件进行回归分析,将“影像测量均值”作为预测变量X、“光纤接收量均值”作为响应Y,继而得到精度验证块的“光纤接收量均值”与“影像测量均值”的回归方程:Y=-68.92+4360X。将“影像测量均值”作为X 代入回归方程,计算理论的光纤测试数据模型结果Y 填入表1“光纤数据模型导出(Y)”栏。通过等比关系:“影像测量均值/光纤接收量均值=x/光纤数据模型导出”,推算出理论的影像仪测量数据模型结果x 填入表1“影像测量结果导出”栏,最后计算“影像测量均值”与“影像测量结果导出”的偏差填入“影像量值差异”栏。根据推导结果可见“影像量值差异”与“影像测量均值”的比率符合测量系统分辨力的“1:10法则”,证明对射光纤检测系统能够准确测评屏蔽罩的Pin 脚平面度。导出数据见表1。另外,通过统计分析软件的线性分析结果可见:回归拟合值R-Sq=99.3%。R-Sq 是衡量回归方程的“确定系数”,是解释观测数据变异的能力,其数值越接近1,代表模型拟合越好。
基于以上数学模型推导结果和统计分析软件导出结果,得出Pin 脚平面度测量值在该量测系统的测量区间范围内是准确的。
3 测量系统的校准设计
对于射光纤检测来说,目前行业内没有统一有效的管控方法,以我公司为例,是通过屏蔽罩结构件的产品特性,设计一套专用标准量块(又称校正块),完成设备使用前的校准工作。
3.1 校正块设计原理
校正块作为检测系统检验通光量的专用标准件,其检测原理是通过校正块遮光壁端面到检测平面之间的距离A(即:产品内控平面度上限),生成标准光通量a,并对比产品支脚端到检测平面的距离B生成的光通量b,当b ≤a 时,Pin 脚平面度判定为合格;当b >a 时,Pin 脚平面度判定为不合格。换句话说,校正块工作面与校正块环形遮光壁端面之间的距离A,就是产品Pin脚内控平面度管控上极限。
3.2 校正块设计规则
校正块作为Pin 脚平面度检测系统的专用标准件,其标定尺寸设置的公差范围按照测量系统“1:10 法则”管控,即校正块的工作面和校正块的环形遮光壁端面允许累计误差范围应不大于产品内控范围(公差)的1/10,以确保校正块有足够的分辨力表示被测零件的平面度测试值。
基于以上对测量标准块的分辨力控制要求,设计校正块的标定用图。例如,我公司产品的内控要求规定产品的Pin 脚平面度控制范围≤0.25mm,按照“1:10 法则”控制,其校正块测平面的累计尺寸误差范围允许≤0.025mm,需要具备足够的分辨率。为此,设计标定图给定:校正块校正高度尺寸(测评尺寸)公差范围≤0.005mm 管控(例如,尺寸0.23+0.005/0)。同时,给定校正块的平面度管控要求,允许校正块工作面的平面度控制范围≤0.01mm;允许校正块环形遮光壁端面的平面度控制范围≤0.01mm。
3.3 校正块关键尺寸测试规则
校正块计量检定合格后,为确保后续下发生产现场作为标准量块实现对Pin 脚平面度检测系统的精准度定期核查,需建立校正块关键尺寸,即校正块遮光壁端面(平面度1)到检测平台(平面度2)之间距离的检测作业指导书。选用比Pin 脚平面度检测系统精度至少高一级的测量仪器,按照检测作业指导书指定点位采集测试数据拟合平面度1 和平面度2,评价平面度1 和平面度2 的平面度值并计算两平面间的距离值,备存后作为后续校正块的期间核查对标依据。校正块的期间核查周期一般设定为3 个月。
4 测量系统的稳定性分析
4.1 自校准步骤
Pin 脚平面度检测系统开机后,先确认检测平面的光纤光束发射的良好状态,然后,通过上板定位销与校正块定位孔将校正块工作面与检测块上板检测面贴合,校正块遮光壁生成的标准通光量转换为数字模拟信号作为产品平面度的控制限度基准,进行校准判定。再将校正块取下放置于专用盒存放。最后Pin 脚平面度检测系统正式运行,屏蔽罩产品被机构吸嘴逐一放置于检测平台平面上进行合格与否测评。以上为Pin 脚平面度检测系统的自校准流程。
4.2 自校准模块稳定性分析
通过一周时间(共计5 天)对Pin 脚平面度检测系统的自校准间隔周期与误判率相关性验证、记录,获知Pin 脚平面度检测系统的自校准频次在2 小时内误判率几乎为0,而当自校准频次超过2.5 小时,Pin 脚平面度检测系统开始出现误判风险。为此,确定Pin 脚平面度检测系统运行周期内每隔2 小时自校准一次,每次自校准完成后检测系统快速实现校准判定,如超出模拟信号范围需要调整控制放大器阈值修正。
5 测量系统的KAPPA 分析
5.1 检测系统MSA 类型
Pin 脚平面度检测系统在即将投入使用时,或使用过程中(每间隔一年测评一次),以及测量系统有异动(例如,设备大修、校正块或检测机构调修或更换等)时,均要进行“假设试验KAPPA 分析法”,以验证测量系统是否满足要求,以及是否能够持续地满足要求。
5.2 检测系统KAPPA 测评
KAPPA 测评法首先随机选取能够覆盖产品平面度范围的50 个样品作为基准,用计量型检测设备对样品的平面度进行测量,将测量值作为基准值。其中,50 个样品要包含3 种类型的测量结果:平面度合格产品、平面度不合格产品、平面度内控限合格产品。再对这些样品进行编号,以随机顺序分别测量50 个样品,并记录测量结果,以此重复3 次。
基于KAPPA 值检测结果,得知Pin 脚平面度检测系统自身一致性K 值0.89,以及与基准之间一致性K 值0.90,仅达到测量系统可接受极限。考虑前面对该检测系统所做的量测系统准确性分析和回归拟合值R-Sq=99.3%较佳的分析结果,于是再次开展KAPPA 测评。第二次测评前先将检测平台的平面和被测件的表面逐一清洁,同时确保在测量过程中每隔2 小时自校准时段同步清洁一次检测平台的平面。再次KAPPA 值测评结果是Pin 脚平面度检测系统自身一致性K 值0.91,以及与基准之间一致性K 值0.94,测量系统可接受,即K 值≥0.9。故,最终分析结果是:在保证检测环境清洁性前提下,Pin脚平面度检测系统可接受,可以导入大批量生产使用。
6 结语
本文针对我公司应用广泛的Pin 脚平面度检测系统的MSA 分析与研究,从检测系统功能实现、精度验证块与校正块研制、校准规则建立,以及测量系统的准确性分析、稳定性分析、KAPPA 测评等多维度阐述了“对射光纤检测技术”应用于企业大批量生产的可行性和可靠性,也为Go/No-Go 自动化检测系统的MSA 分析提供了充分的实践经验。
