外部因素对KLS-2 薄板式滚筒烘丝机干燥过程稳定性的影响及线性回归分析
2023-10-30余东徐志强纪多敏万宇超周翠江吕燕娜
余东,徐志强,纪多敏,万宇超,周翠江,吕燕娜
(江西中烟工业有限责任公司广丰卷烟厂,江西 广丰 334600)
在卷烟加工过程中,烘丝工序作为制丝关键工序,主要工艺任务是对来料叶丝(湿物料)进行干燥脱水处理,通过此过程使出料叶丝(干物料)的含水率降低以达到卷烟品牌工艺规范的要求。烘丝工序对卷烟感官质量具有重要影响,不仅能提高叶丝填充能力和耐加工性,还有助于彰显卷烟香气风格,改善感官舒适性,实现了叶丝感官质量和物理质量的协调统一。KLS-2 型薄板式滚筒烘丝机作为HAUNI 公司生产新一代产品,在设备磨合期间总是会出现批内和批间的烘丝调节温度、出料水分等参数指标无法精准控制,干头干尾量水平稳定性差,继而导致产品感官质量不稳定的实际问题。基于此,针对影响KLS-2 型薄板式滚筒烘丝机生产过程稳定性的外部因素进行研究分析的需求,本文围绕KLS-2 薄板式滚筒烘丝机在“热风温度调节”和“筒壁温度调节”的烘丝过程中,对“SIROX 蒸汽流量”“进料水分”和“进料流量”进行梯度测试并建立相应的线性回归方程,基于此进一步分析得出不同外部因素对不同温度调节模式的KLS-2 薄板式滚筒烘丝机加工过程稳定性的影响,为烘丝工序过程稳定性控制和烟丝质量保障提供技术支撑。
1 KLS-2 薄板式滚筒烘丝机的温度调节模式
KLS-2 滚筒烘丝机作为两段式烘丝机,在烘丝方式上有两种调节模式可供选择:(1)固定热风温度,利用筒壁温度上下浮动调节出料水分;(2)固定筒壁温度,利用热风温度上下浮动调节出料水分。这2 种烘丝控制模式的热风风速(风量)是固定不变的,热风风门开度根据风速设定值自动调节,排潮风门开度根据排潮负压设定值自动调节。
1.1 “热风温度调节”模式的研究
(1)KLS-2 滚筒烘丝机热风管路布局。KLS-2 滚筒烘丝机热风管路布局及“热风温度调节”模式工作原理如图1 所示。

图1 KLS-2 滚筒烘丝机热风管路布局及“热风温度调节”模式工作原理图
其中滚筒单元的热空气管路分为4 条,分别为热风管路、次级空气管路、清洁空气管路、密封空气管路。热风管路中高温热风(图1-6)朝烟丝流动方向流过滚筒,其间通过顺流方式将热量传递给烟丝并带走水分;次级空气管路借助一个节流阀(图1-5)调节次级空气量(图1-4),且次级空气干燥正在转动的筛分滚筒并且防止在排气管道中形成冷凝水;清洁空气管路中卸料侧上旋转的筛网滚筒持续地由从总空气中分支出的清洁空气进行喷吹清洁,防止烟灰堵塞;密封空气管路中从主空气流中分支出的密封空气(图1-7)使入口罩板和滚筒之间的密封腔形成正压,以防止弄脏密封腔。
(2)“热风温度调节”模式的工作原理。如图1所示,叶丝通过振槽输送进入滚筒烘丝机内。滚筒烘丝机通过滚筒旋转实现叶丝翻动,利用烘丝机入口管路的工艺热风(图1-A)通过“热对流”实现加热叶丝(图1-B),蒸发叶丝内部分水分的作用,还可以实现带走筒内高温高湿的潮气,将烟丝干燥过程中产生的水汽排出。
1.2 “筒壁温度调节”模式的研究
(1)KLS-2 滚筒烘丝机筒壁薄板布局(图2)。其中滚筒单元的滚筒体连同加热叶片和所有与烟丝接触的元件都由铬镍钢制成,滚筒体向外是绝热的。其内壁布满蒸汽加热叶片,通过旋转接头和分配器将蒸汽送入蒸汽加热叶片的蒸汽通道。叶片上配备两个相互独立、可加热的前、后段区域(图2-1 和图2-2),每个加热区有自身的蒸汽压力调节回路。蒸汽在蒸汽加热叶片中凝结。冷凝水通过蒸汽加热叶片中的回流通道再经分配器和回转接头从干燥机中流出。

图2 KLS-2 滚筒烘丝机筒壁薄板布局图
(2)“筒壁温度调节”模式的工作原理。如图1 所示,叶丝通过振槽输送进入滚筒烘丝机内。滚筒烘丝机滚筒内壁上分部安装有蒸汽加热叶片,通过“热传导”实现对烟丝的加热和翻动,使得烟丝可充分接触薄板受热将叶丝内部分水分蒸发,并通过排潮风机将带走筒内高温高湿的潮气。
2 外部因素对烘丝工序干燥过程稳定性的影响
2.1 “SIROX 水分增加”的稳定性研究
(1)SIROX 增温增湿机结构。广烟SIROX 增温增湿机结构如图3 所示,该设备的工艺任务是对叶丝进行增温增湿工艺处理。
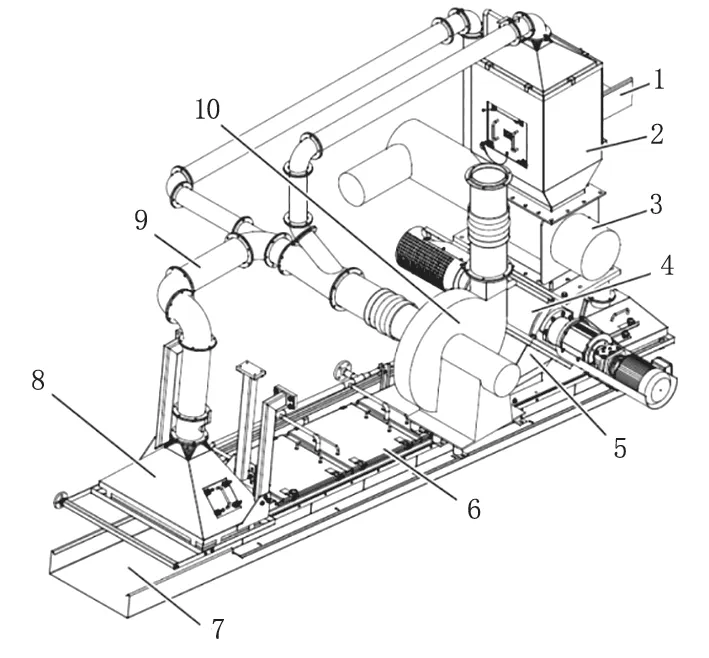
图3 SIROX 增温增湿机结构图
(2)SIROX 增温增湿机工作原理。叶丝经由进料振槽(图3-1)、进料罩(图3-2)和进料气锁(图3-3)进入加温加湿器(图3-4),加温加湿器中是一个不断旋转的转辊,转辊的轴和耙钉是空心的,空心耙钉的圆柱形周边和端面上带有孔,通过旋转接头将饱和蒸汽输入空心轴,经由这些孔中喷吹在烟草上,从而使烟草膨胀和润湿,烟草经由出料斗组件(图3-5)输送至有盖板(图3-6)的出料振槽(图3-7)上,槽体盖在设备运行时须始终处于关闭状态。生产时产生的蒸汽借助排潮管道(图3-9)和排潮风机(图3-10)被进料罩上面及出料振槽始端和终端的抽气罩(图3-8)吸走,蒸汽喷雾管路的打开和关闭通过连接蒸汽管路的薄膜阀,可实现精确调节工艺蒸汽流量,以满足不同工艺要求下对蒸汽流量的稳定需求。
(3)SIROX 蒸汽流量对水分增加差异性测试。以庐山(新)和金圣(软)牌号卷烟作为研究对象,连续生产3 批,通过保障生产过程中环境条件一致性,确保Sirox 入口水分的一致性,蒸汽流量设置240±10kg/h,其余参数不变,待叶丝生产过程中的各项在线指标稳定后,按5 分钟时间间隔对sirox 入口和出口水分进行样品抽取,并做好密封标识,每批次取5 个样,通过烘箱法检测各编号样品的含水率,计算出对应批次sirox 入口和出口水分的算数平均值,结果见表1 和表2。
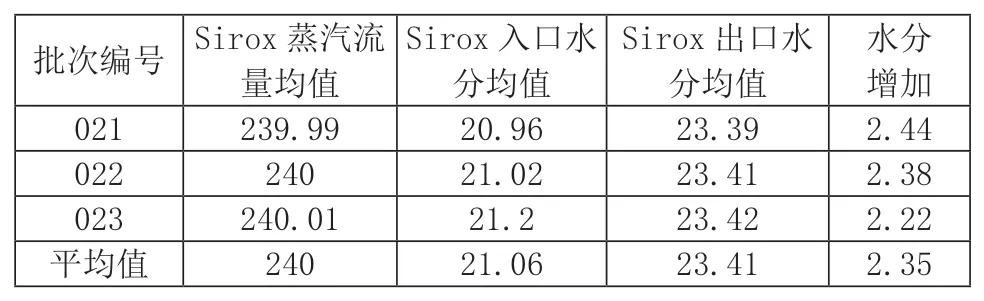
表1 庐山(新)Sirox 水分增加
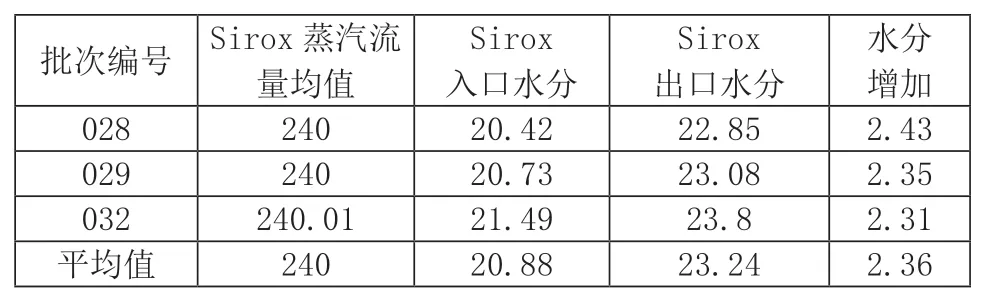
表2 金圣(软)Sirox 水分增加
由表1 和表2 可知,SIROX 增温增湿机在生产过程中,针对不同批次叶丝,在保障相同蒸汽流量值且过程稳定的条件下,Sirox 入口水分与出口水分值差值保持稳定,叶丝物料水分增加基本一致。且随着Sirox 入口水分的增大,水分增加呈现下降的趋势,推测原因是物料持水性与其本身含水率成反比。因此得出结论:SIROX 增温增湿设备在烘丝工序中基本满足其对物料进行增温增湿处理过程中物料水分增加值一致且过程稳定的要求。SIROX 蒸汽流量不是造成烘丝过程不稳定的主要原因。
2.2 “进料水分”稳定性研究
(1)筒壁温度调节模式下“进料水分”梯度测试及线性回归分析。以庐山(新)牌号卷烟作为研究对象,通过对烟片预处理段松散回潮工序加水比例值进行设置,并保障其他生产过程中环境条件一致,确保烘丝工序的入口水分值呈梯度变化——以中心值为基准,0.3%为梯度,上下各做3 个梯度的要求,出口水分达到庐山(新)12.5%±0.5%的要求,固定热风温度,允许筒壁温度自主调节,研究烘丝来料水分与筒壁温度的对应关系(表3)。

表3 庐山(新)筒壁温度调节模式下来料水分梯度测试原始数据
通过Mintab16软件辅助分析得出:庐山(新)牌号“筒壁温度”与“进料水分”的回归方程为:筒壁温度=7.4+6.69 进料水分。
KLS-2 薄板式滚筒烘丝机在生产和庐山(新)牌号过程中,针对“进料水分”的梯度测试结果,“筒壁温度“”与“进料水分”具有强相关性,且均可用线性回归方程Y=a×X+b(Y 代表筒壁温度、X 代表进料水分)表示,庐山(新)的线性回归方程中系数a 为6.69,鉴于此可推测“筒壁温度”与“进料水分”的导数值为,即入口水分上升0.1%,筒壁温度上升约为0.67℃。
(2)热风温度调节模式下“进料水分”梯度测试及线性回归分析。以庐山(新)牌号卷烟作为研究对象,通过对烟片预处理段松散回潮工序加水比例值进行设置,并保障其他生产过程中环境条件一致,确保烘丝工序的入口水分值呈梯度变化——以中心值为基准,0.3%为梯度,上下各做3 个梯度的要求,出口水分达到庐山(新)12.5%±0.5%的要求,固定筒壁温度148±3℃,允许热风温度自主调节,研究烘丝来料水分与筒壁温度的对应关系(表4)。

表4 庐山(新)热风温度调节模式下来料水分梯度测试原始数据
通过Mintab16 软件辅助分析得出:庐山(新)牌号“热风温度”与“进料水分”的回归方程为:热风温度=-386+23.3 进料水分。
KLS-2 薄板式滚筒烘丝机在生产庐山(新)牌号过程中,针对“进料水分”的梯度测试结果,“筒壁温度”与“进料水分”具有强相关性,且均可用线性回归方程(Y 代表热风温度、X 代表进料水分)表示,庐山(新)的线性回归方程中系数a 为23.3,鉴于此可推测“热风温度”与“进料水分”的导数值为,即入口水分上升0.1%,热风温度上升约为2.23℃。
2.3 “进料流量”稳定性研究
(1)筒壁温度调节模式下“进料流量”梯度测试及线性回归分析。以金圣(庐山)卷烟作为研究对象,通过保障生产过程中环境条件一致性,确保Sirox 入口水分的一致,达到标准入口水分为20.5%±0.5%,出口水分为金圣(庐山)12.2%±0.5%的要求,固定热风温度,允许筒壁温度自主调节。设置滚筒烘丝机工艺参数“进料流量”值呈梯度变化——以中心值为基准,200kg/h为梯度,上下各做3 个梯度,研究来料流量与筒壁温度的对应关系(表5)。

表5 金圣(庐山)筒壁温度调节模式下进料流量梯度测试原始数据
通过Mintab16 软件辅助分析得出:金圣(庐山)牌号“筒壁温度”与“进料流量”的回归方程为:筒壁温度=74.5+0.0214 进料流量。
KLS-2 薄板式滚筒烘丝机在生产金圣(庐山)牌号过程中,针对“进料流量”的梯度测试结果,“筒壁温度”与“进料流量”有强相关性,且均可用线性回归方程Y=a×X+b(Y 代表筒壁温度、X 代表进料流量)表示,庐山(新)的线性回归方程中系数a 为0.0214,鉴于此,可推测“筒壁温度”与“进料流量”的导数值为,即进料流量每上升200kg/h,筒壁温度上升约为4℃。
(2)热风温度调节模式下“进料流量”梯度测试及线性回归分析。以金圣(庐山)牌号卷烟作为研究对象,通过保障生产过程中环境条件一致性,确保Sirox 入口水分的一致,达到标准入口水分为20.5%±0.5%,出口水分为金圣(庐山)12.2%±0.5%的要求,固定筒壁温度,允许热风温度自主调节。设置滚筒烘丝机工艺参数“进料流量”值呈梯度变化——以中心值为基准,200Kg/h为梯度,上下各做3 个梯度,研究来料流量与筒壁温度的对应关系(表6)。

表6 金圣(庐山)热风温度调节模式下进料流量梯度测试原始数据
通过Mintab16 软件辅助分析得出:庐山(新)牌号“热风温度”与“进料水分”的回归方程为:热风温度=-72.9+0.0519 进料流量。
KLS-2 薄板式滚筒烘丝机在生产金圣(庐山)牌号过程中,针对热风温度控制模式“进料流量”的梯度测试结果,“筒壁温度”与“进料流量”具有强相关性,且均可用线性回归方程Y=a×X+b(Y 代表筒壁温度、X代表进料流量)表示,金圣(庐山)的线性回归方程中系数a 分别为0.0519 基本一致,鉴于此,可推测“热风温度”与“进料流量”的导数值为,即进料流量每上升200kg/h,热风温度上升约为12℃。
2.4 对比分析
由表7 可知,KLS-2 薄板式滚筒烘丝机在“筒壁温度控制模式”下,其来料流量梯度测试和来料水分梯度测试的系数a 值都小于“热风温度控制模式”下,说明KLS-2 薄板式滚筒烘丝机在“筒壁温度控制模式”下生产加工过程的稳定性更高,设备自动化调节能力反馈更迅速,调节幅度更小相应的温度调节范围更广,调节能力更精确,非稳态持续时间更短,过程更容易进入稳态。

表7 筒壁温度和热风温度调节模式稳定性对比
3 结语
(1)SIROX 增温增湿设备在烘丝工序中基本满足其对物料进行增温增湿处理过程中物料水分增加值一致且过程稳定的要求。SIROX 蒸汽流量不是造成烘丝过程不稳定的主要原因。
(2)初步推导KLS-2 滚筒烘丝机分别在筒壁温度调节模式和热风温度调节模式下,进料水分、进料流量对调节温度的线性回归方程:
筒壁温度=7.4+6.69 进料水分;
热风温度=-386+23.3 进料水分;
筒壁温度=74.5+0.0214 进料流量;
热风温度=-72.9+0.0519 进料流量。
KLS-2 滚筒烘丝机的筒壁温度调节模式比热风温度调节模式调节能力更精确,非稳态持续时间更短,稳定性更高。
