GDX500 软盒包装机组负压接烟板机构的设计
2023-10-28徐仕瑞吕小波李承华
马 立,李 军,桑 丛,徐仕瑞,吕小波,聂 鑫,李承华,徐 靖
红塔烟草(集团)有限责任公司玉溪卷烟厂,云南省玉溪市红塔区红塔大道118 号653100
商标纸是识别卷烟品牌、承担品牌内涵、展现卷烟档次感的主要标志[1-2],其成型质量直接影响卷烟包装质量[3]。但在卷烟小盒包装过程中,因商标纸输送至成型系统时定位不精准,容易出现商标纸搭口错位、商标纸破损及烟盒阻塞通道等问题,造成机组故障停机,影响设备运行效率。为提高商标纸成型质量,邓永祥等[4]采用齿形吸风带啮合传动技术对商标纸加速输送装置进行改进,解决了加厚商标纸输送过程中存在的商标纸歪斜或输送不到位等问题;杨明权等[5]针对YB25 软盒包装机组设计了一种冷热胶组合喷涂装置,解决了软盒硬化卷烟商标纸搭口开胶等问题;蒋景强[6]通过增加反射式光纤检测器对商标纸定位检测器进行改进,实现了对商标纸错位烟盒的有效剔除;汤达伟[7]对YB25软盒包装机组的商标纸输送装置进行改进,解决了商标纸阻塞和歪斜等问题;王勇等[8]采用双圆柱凸轮驱动差动轮系的方法对YB28软盒包装机组的商标纸供料装置进行改进,实现了商标纸的高速取纸;邓梅东[9]对GDX1包装机组上胶机构的胶辊和胶辊轴进行改进,改善商标纸上胶质量。但上述研究及改进未能有效解决包装机组小盒成型过程中商标纸精准定位等问题。为此,以GDX500软盒包装机组为对象,设计一种负压接烟板机构,利用负压吸风将小盒成型过程中的商标纸固定,实现商标纸精准定位,以期提高机组运行效率,降低卷烟生产消耗。
1 问题分析
商标纸成型系统主要由二号轮、三号轮、接纸定位器和折叠臂等组成,见图1。二号轮4 和三号轮2的直径和转速相等但转动方向相反,轮上均匀分布的16 个模盒用于承载烟盒7;当二号轮和三号轮间歇转动至两个模盒位置相对时,商标纸3和二号轮模盒中的烟盒在推烟板6和接烟板10的夹持作用下进入三号轮模盒中完成商标纸的成型;商标纸成型前由接纸定位器8进行定位,成型过程中由折叠臂9和弧形板1配合完成折叠成型。推烟板由安装在二号轮齿轮箱上的推烟杆5驱动,接烟板由安装在三号轮齿轮箱上的接烟杆11驱动。商标纸和烟盒被推入三号轮模盒时,为避免烟支产生变形,接烟板和推烟板的夹持力较小,故无法对商标纸进行有效定位。商标纸定位不精准容易导致输送通道阻塞或成型后商标纸错位,甚至出现商标纸破损及烟盒阻塞通道现象,造成故障停机,降低设备生产效率。

图1 商标纸成型系统结构示意图Fig.1 Structure of label folding system
2 改进方法
2.1 系统设计
负压接烟板机构由分气板、中空连杆以及空腔接烟板等组成,通过底座安装于三号轮齿轮箱上,见图2。分气板3 通过销轴10 和导气销9 分别与底座2和中空连杆4连接,连杆末端与空腔接烟板5连接。底座上设置有负压接头11,连接主机负压气源并通过底座内部气路16 将负压输送至弧形分气槽14。接烟杆7 驱动空腔接烟板做往复运动时,带动分气板在一定角度范围内转动。当分气板进气孔13 与弧形分气槽重合时,内部气路打开,负压由分气板内部气路12 经中空的导气销和连杆进入空腔接烟板,最后通过橡胶块6 上的负压吸孔将商标纸固定,避免商标纸在成型过程中发生偏移;当分气板进气孔与弧形分气槽错位时,内部负压气路断开,避免能源浪费。连接分气板和底座的销轴上安装有弹簧17,通过卡簧完成弹簧限位,将分气板与底座压紧,避免分气板转动时发生漏气现象;连杆两端销孔内设置有黄铜套23,提升中空连杆销孔的耐磨性[10]。

图2 负压接烟板机构结构示意图Fig.2 Structure of vacuum cigarette receiver mechanism
2.2 分气槽角度确定
2.2.1 负压相位设计
如图3 所示,二号轮推烟板在包装机相位(以下简称相位)为80°时向外运动,相位为135°时与烟盒接触,相位为290°时达到最大行程(此时烟盒被完全推入三号轮模盒内),相位为310°时开始缩回,相位为60°时达到最小行程;三号轮空腔接烟板在相位为30°时向外运动,相位为160°时达到最大行程,相位为170°时与商标纸接触并开始缩回,相位为290°时与商标纸分离,相位为20°时返回最小行程;二号轮及三号轮在相位100°~120°间发生转动。根据设计要求,空腔接烟板接触商标纸时(相位为170°)负压打开,输送完成时(相位为290°)负压切断。因此,分气板要保证相位处于170°~290°范围内时气路畅通,其余相位气路关闭。

图3 二号轮和三号轮运行相位图Fig.3 Operation phases of wheels No.2 and No.3
2.2.2 负压接烟板机构运动分析
如图4 所示,以点O 代表三号轮齿轮箱端盖与接烟杆相交点,点A、B、C 分别代表负压接烟板机构中3 个销孔中心位置,绘制负压接烟板机构运动简图[11-12]。其中,O点和A点为固定点,B点和C点位置可变,A、B点间距离和B、C点间距离固定。根据余弦定理和正切定理,计算可得AB连线与水平方向的夹角α:
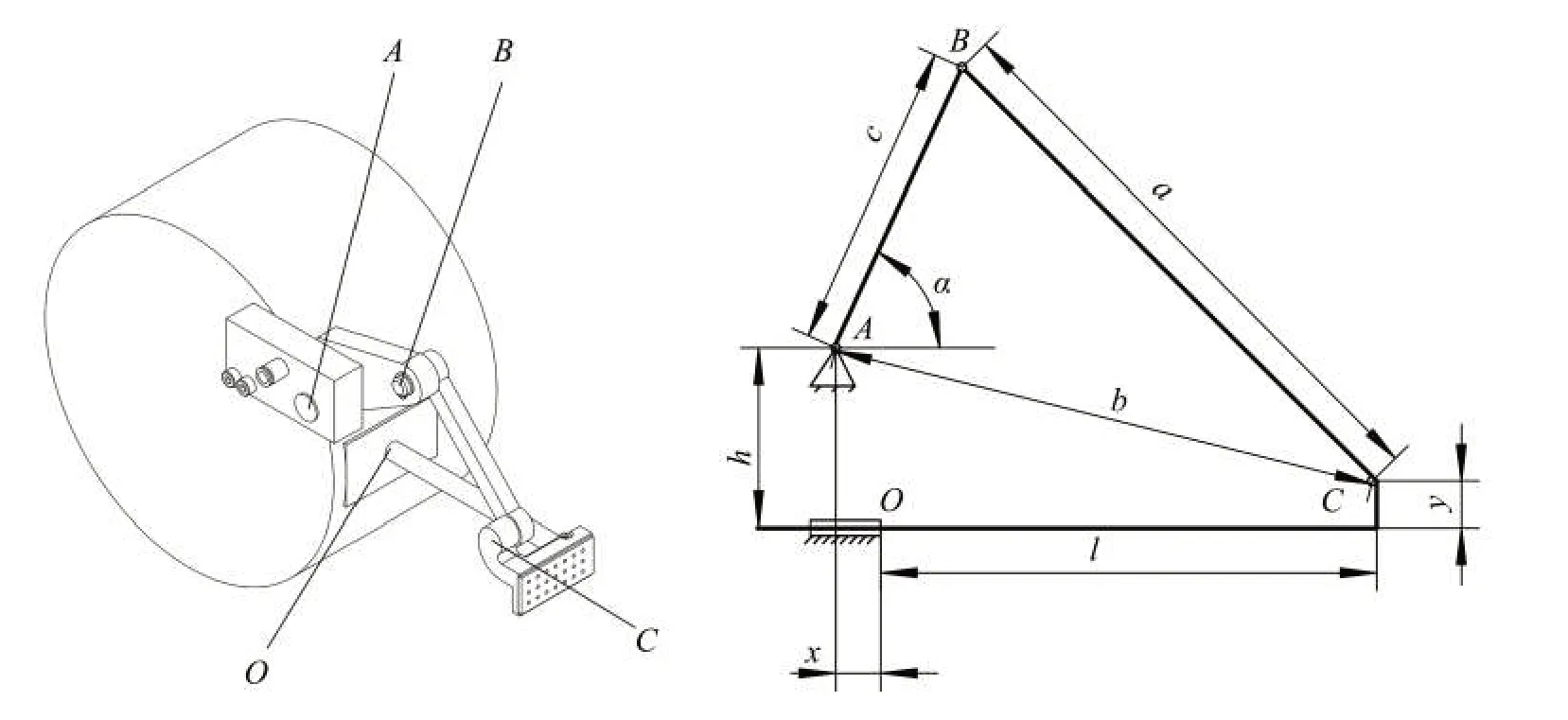
图4 负压接烟板机构运动简图Fig.4 Schematic diagram of movement of vacuum cigarette receiver mechanism
式中:a、c、x、y、h 为定值,分别为85、50、35、15、45 mm;b和l随分气板的转动而变化,mm。
已知相位为170°和290°时,l 分别为13.5 mm 和78.8 mm,代入公式(1)可得α分别为73.2°和24.4°。因此,AB 连线随分气板转动角度(即分气板进气孔的转动角度)为73.2°-24.4°=48.8°,由此确定底座上弧形分气槽的角度为48.8°。
2.3 负压压强确定
如图5所示,由主机接入的负压气源经过滤器过滤和调压阀调节压强后接入底座,利用压力表检测气压大小。由于烟盒进入三号轮模盒过程中,模盒对商标纸的动摩擦力受模盒磨损、积胶等因素的影响,难以准确计算负压压强。为此,调节调压阀并记录不同压强下商标纸发生偏移次数,并统计商标纸偏移率,结果见表1。可见,负压压强为0.04 MPa时,商标纸偏移率最低,为0.2%;负压过小或过大均会导致商标纸偏移率上升。因此,负压接烟板机构接入的负压气源最适压强为0.04 MPa。

表1 不同负压压强下商标纸偏移率Tab.1 Position deviation of label under different vacuum pressures

图5 负压气路图Fig.5 Circuit of negative pressure air
2.4 仿真验证
利用SOLIDWORKS 软件(法国达索系统公司)建立负压接烟板机构3D 模型并开展运动仿真试验。结果表明,由接烟杆驱动的分气板及连杆运动顺畅,分气槽角度设计与气路通断相匹配,能够满足负压接烟板机构在相位170°~290°范围内时气路畅通而其余相位气路关闭的要求(图6),实现对商标纸的精准定位。
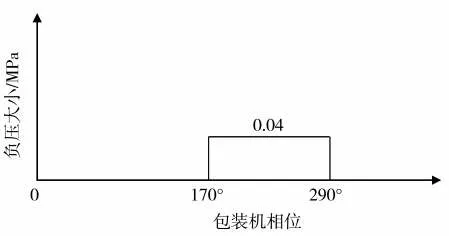
图6 负压启停相位图Fig.6 Phases of negative pressure start and stop
3 应用效果
3.1 试验设计
材料:“玉溪(软)”牌卷烟[红塔烟草(集团)有限责任公司玉溪卷烟厂提供]。
设备:GDX500软盒包装机组(包括X500小盒包装机、C600 小盒透明纸包装机、CT 条盒纸包装机、CV条盒透明纸包装机,意大利GD公司)。
方法:GDX500 软盒包装机组生产速度为500包/min,三班制运行,每天生产20 h,每周运行5 d。将生产中由CCD 检测器剔除的商标纸错位及变形烟盒、商标纸或烟盒阻塞停机清理的烟盒视为不合格品。统计负压接烟板机构应用前后商标纸或烟盒阻塞机组次数以及不合格烟盒数量,并根据公式(2)计算机组运行效率。统计时间为3 周,取平均值。
3.2 数据分析
由表2 可见,应用负压接烟板机构后,GDX500软盒包装机组运行效率由81.97%提升至87.39%,增幅5.42 百分点;商标纸或烟盒阻塞次数由10.4 次/d减少至1.1次/d,降幅89%;不合格品率从0.47%降低至0.35%,降幅0.12百分点。说明负压接烟板机构的使用有效提高了机组运行稳定性,同时减少了卷烟生产消耗。

表2 负压接烟板机构应用前后机组运行数据和废品率①Tab.2 Operation data and unqualified cigarette packet rate before and after application of vacuum cigarette receiver mechanism
4 结论
在GDX500软盒包装机组商标纸成型系统中设计并安装一种负压接烟板机构,利用负压吸风对小盒成型过程中的商标纸进行精准定位,解决了因商标纸错位而导致机组停机和不合格品率高等问题。以玉溪卷烟厂生产的“玉溪(软)”牌卷烟为对象进行测试,结果表明:应用负压接烟板机构后,商标纸或烟盒阻塞机组次数由10.4 次/d 减少至1.1 次/d,机组运行效率提高5.42 百分点,不合格品率降低0.12 百分点。该技术可在GDX1、GDX6S 等包装机组中推广应用。
