热连轧磨辊间工单推送系统的设计与实现
2023-10-25武继权
武继权
(广东广青金属压延有限公司,广东 阳江 529500)
1 引言
在大数据时代,磨辊间管理需要在信息化基础上,逐步向着智能化方向发展,实现提升质量、稳定生产、降本增效和综合优化的四项基本职能[1]。现阶段广青1 780mm热连轧磨辊间管理仍是以简单的纸质记录和少量信息化模式,这样的管理模式成本高、效率低,会造成轧辊信息管理错误率升高;轧线、磨床和磨辊间信息传输不及时,信息交互不透明等问题。通过磨辊间智能业务流程工单推送[2],来整合资源,统一操作标准,高效管理,可极大提升劳动效率和产品质量,大幅降低工作负荷和生产成本,是磨辊间未来发展的必然选择。
2 系统应用分析
通过充分融合1 780mm产线磨辊间工艺技术标准[3],以轧辊管理为主线,根据磨辊间轧辊使用的库存状态和周转状态,通过“采购-验收-配对-装配-磨削-上机-下机-报废”等步骤实施,构造轧辊全生命周期管理模式。按照轧辊、轴承(座)全生命周期管理流程,自动下发各种推送作业工单,如采购计划工单、装配推送工单、磨削计划工单、检测推送工单、事故推送工单、绩效考评推送和分析评价推送工单等,从而实现作业流程数据化交互,动态调整作业计划,动态分配作业资源,有效提升效率[4]。除系统自动推送功能,轧辊管理人员及点检管理人员可以手动发送自定义工作推送。该推送依据为现场轧辊管理流程设计,磨辊间轧管理流程如图1所示。
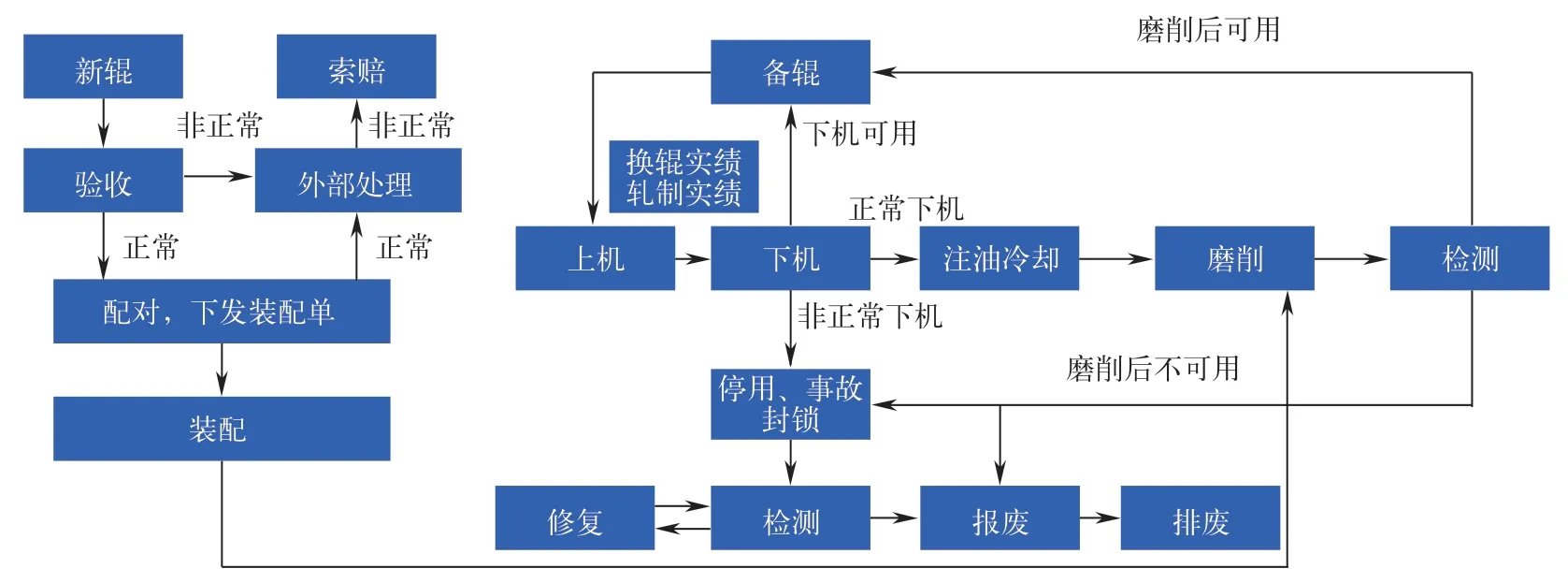
图1 磨辊间轧辊管理流程
3 总体架构设计
推送系统以磨辊间信息化平台为基础,通过信息化平台使推送工单贯穿于信息化平台内,如图2所示,系统分为硬件和软件两部分,硬件部分包括数采服务器、协同中心服务器、客户端、交换机和移动端;软件部分包括磨床数采程序、协同中心Java后台程序、协同中心vue前台程序及数据库。其中数采服务器部署由磨床数采程序负责收集各磨床的磨削文件数据(数采服务器通过监听磨床磨削文件的生成,解析文件内磨削开始时间、结束时间、磨前、磨后直径、圆度和暗伤等数据,存入数据库),通过数采服务器采集的数据存储在协同中心数据库内。数字化磨辊间的应用程序(包括轧辊信息化程序、推送程序)和数据库都部署在协同中心服务器内,负责磨辊间信息化平台、推送系统、磨辊间内辅助设备数据及与轧线通讯过程中获取轧线生产设备相关信息的数据交互[5]。协同中心数据服务器与数采服务器与之间设置安全网关,隔离工业内网与上层网络,从而避免病毒污染。本系统采用前后台分离开发模式,保证前台程序和后台程序开发人员各司其职,不互相依赖,增强代码可维护性,降低系统维护成本。其中协同中心的前端Vue画面通过调用协同中心的后台Java接口实现磨辊间信息化及推送工单的建设。前端画面自适应显示电脑端和移动端两种形式,手持终端移动端通过无线网络与服务器交换数据。
4 系统实现
工单系统贯穿磨辊间信息化系统。在磨辊间信息化系统中,磨辊间系统人员每人配有专有ID身份,根据人员工作内容配置相应的工作角色,同一工作人员可配置一种或多种的工作角色,不同的角色可分配不同的菜单内容,可对磨辊间系统的人员权限分配进行个性化配置,以及后期信息推送进行精准化角色接收[6]。
依照轧辊管理流程系统开发有相应的菜单管理画面,包括轧辊基本信息化管理、轧辊配对管理、冷却管理、磨削管理、事故管理、检测管理和报废管理等操作画面,每个画面都拥有唯一的画面主键(设定主键为自增字段,保证主键唯一)和URL。根据现场生产需要分配了备辊工、磨削工、检测工、装配工和轧辊管理工等角色,在角色管理页面,根据工作角色(设定主键为自增字段,保证主键唯一)勾选需要的菜单画面并保存,实现工作角色主键与菜单项的主键及URL绑定,并存入数据库。在人员管理画面(设定ID为自增字段,保证ID唯一),数据库表中设定人员ID自增,即每增加一条人员数据,ID自动加1,从而保证人员ID唯一,勾选该人员的角色项并存入数据库,实现人员、角色和菜单的三者绑定。当人员登录自己账号,通过自己人员ID和角色主键和菜单主键实现工单的发送和接收。人员角色分配流程图如图3所示。
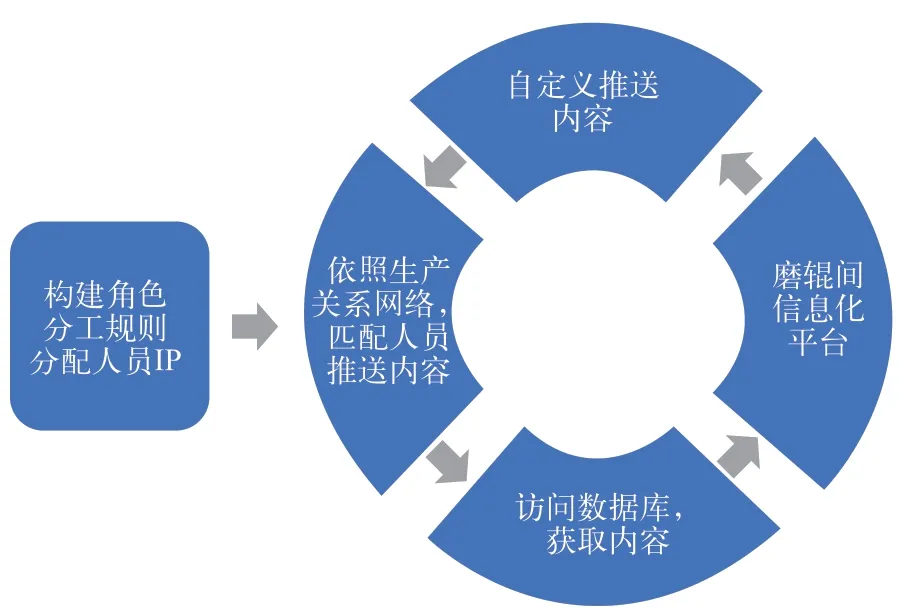
图3 人员角色分配流程
系统根据轧辊管理流程引入轧辊库存和周转轧辊两种状态[7],其中轧辊库存包括未拆轧辊、返厂、待使用新辊、周转轧辊、停用轧辊和报废轧辊;周转轧辊包括待检测、待磨削、重磨、待上机、在换辊车、在机、下机辊和待冷却。依照角色分工和管理流程设定人员推送模块,确保工单准确推送给对应角色人员。
各角色通过磨辊间现场轧辊管理流程,根据推送工单角色分配,如图4所示,构造推送模块,使生产管理制度化流程化、模块化[8],从而将服务器中的海量数据根据工作内容自动发送给人员角色,以减少获取信息所需的时间,便于信息有效性的甄别和工作效率的提高[9],经过一年来现场系统运行统计,下发的推送信息没有出现推送紊乱、推送错误事件,有效支撑了磨辊间安全生产,保证了轧线生产高效运行。
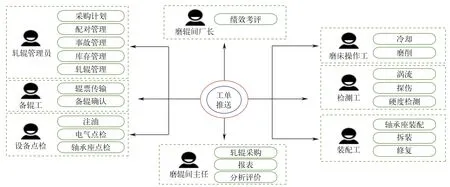
图4 磨辊间推送工单角色分配图
推送模块按照轧辊的全生命周期管理[10]流程包含的推送模块有采购计划推送、配对推送、磨削推送、冷却推送、检测推送、事故推送、轴承座和轴承推送、设备点检推送、绩效考核推送和分析评价推送。自动下发给指定人员作业工单,使磨辊间管理标准化、制度化、流程化,工单的每一次分发、转交和处理都在系统中完整记录。事项进展一目了然,保障工作流程运作稳定化、标准化。推送轧辊周转推送流程图如图5所示。
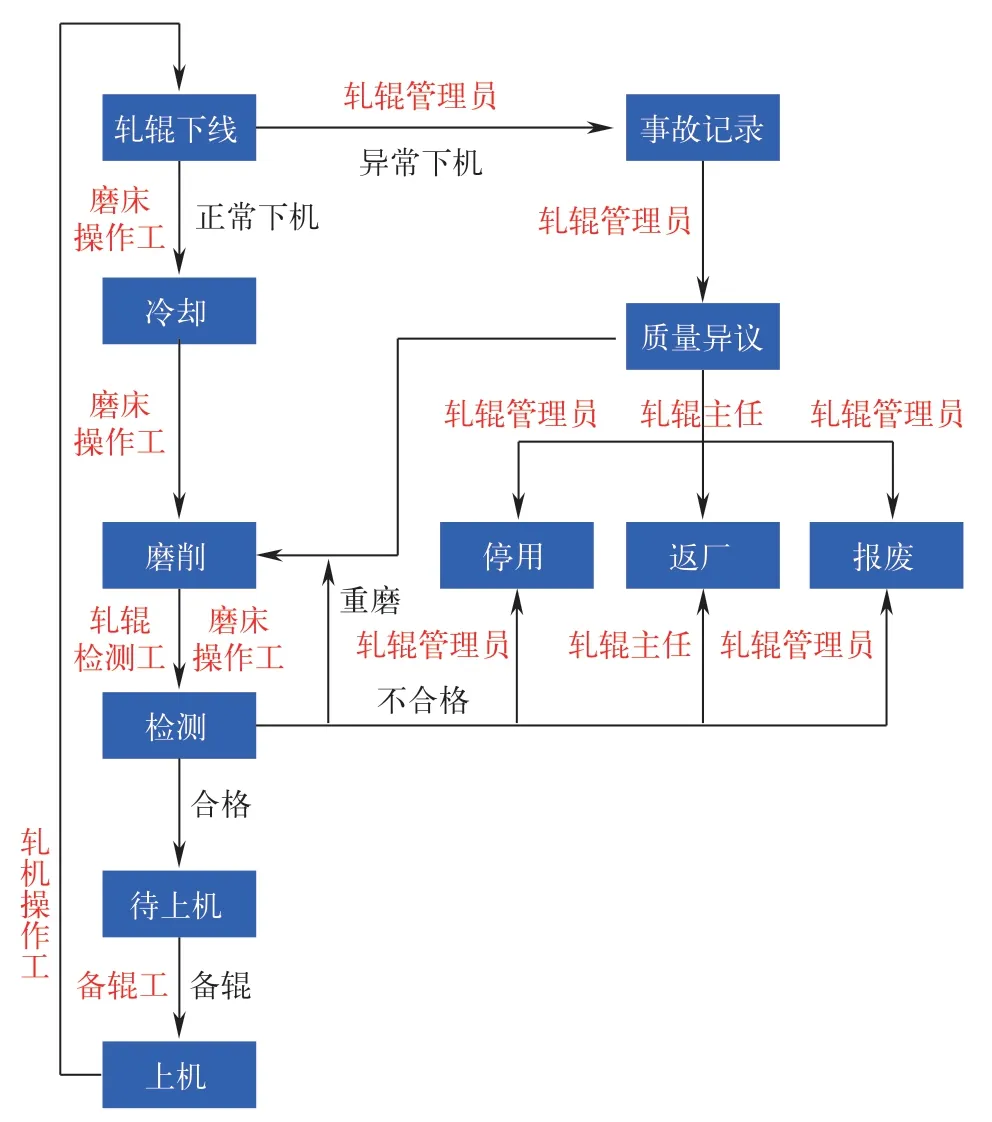
图5 推送轧辊周转推送流程图
4.1 采购计划推送
在采购计划推送中,含有轧辊管理员主键的角色人员可根据轧辊库存管理画面的轧辊消耗数量填写轧辊采购计划,推送给具有审批轧辊采购角色的主键的磨辊间上级管理人员,上级管理人员接收并确认轧辊计划书后,轧辊系统自动为采购的轧辊分配虚拟编号。当轧辊厂家发货,磨辊间接收后填写并替换虚拟号为真实的轧辊编号存入数据库,此时该轧辊库存状态改为“未拆轧辊”,当轧辊需要上线使用时启用该轧辊,此时轧辊库存状态为“待使用新辊”。
当轧辊库存状态为“待使用新辊”,磨辊间系统推送信息给轧辊检测人员进行轧辊硬度、尺寸检测,检测合格后变为“周转轧辊”,同时把“周转轧辊”状态将改为“待磨削”状态,不合格则联系厂家返厂处理。
4.2 配对推送
配对管理推送中轧辊管理员按照轧辊同厂家、同材质及各机架间一定的轧辊直径差范围等配辊规则,完成单辊配对工作。
各机架轧辊遵循五套周转轧辊、两套待上机轧辊的准备策略,如果发现各机架轧辊少于该标准,则系统自动下发推送消息到备辊工,提醒备辊工从其他机架选择合适的轧辊到该机架备用[11]。
4.3 磨削推送
当轧辊库存状态为“周转轧辊”并且周转轧辊状态改为“待磨削”时,该支轧辊根据轧辊的类型、机架等条件把轧辊推送给相应的磨床操作工,磨床操作工登录自己的账号,即可以查看推送的磨削信息,根据推送轧辊信息进行轧辊磨削[12],磨削结束后,轧辊周转状态改为“待检测”,再把需要对轧辊的磨削硬度、超声波检测的推送消息发送给轧辊检测人员。检测人员收到消息,对该支轧辊进行磨削检测,合格后轧辊周转状态改为“待上机”状态,若不合格将推送给磨削人员重新磨削。
4.4 冷却推送
备辊工根据轧线需求可对轧辊进行备辊操作,筛选周转轧辊状态为“待上机”的轧辊在备辊页面进行备辊准备,备辊提交后,轧辊周转状态会改为“在换辊车”状态并发送给轧机,待轧机对该轧辊上机后周转轧辊状态为“在机”状态。当轧辊下机后,如果轧辊正常下线,系统设定周转轧辊状态为“在冷却”;如果轧辊异常下线,则轧辊需要进行质量异议。
4.5 检测推送
当达到冷却时间后周转轧辊状态改为“下机辊”,磨床管理人员根据轧辊机架和材质选择轧辊是否需要磨削,如果需要磨削推送给相应的磨床操作工,接收的推送消息进行磨削处理,磨削完成推送给检测人员进行检测,如检测不合格选择是否重磨、停用、报废或返厂。若是重磨则检测人员再次推送回去,停用则通知轧辊管理员。
如果无需磨削,则推送给检测人员检测轧辊硬度、超声波和硬度结合层等;合格后轧辊改为“待上机”,不合格则推送“重磨”。
检测人员选择为“重磨”,循环步骤,则轧辊再次推送给磨床操作工进行磨削,然后再次推送给检测人员,直到合格。检测人员发现轧辊有重大问题,需要停用处理,则会推送给轧辊管理员停用请求,轧辊管理员核实轧辊使用情况确定轧辊是否停用。检测人员发现轧辊达到报废条件则会推送给轧辊管理员报废请求,轧辊管理员核实轧辊使用情况发现达到报废要求把轧辊库存状态改为“报废”。
4.6 事故推送
当轧辊因为事故需进行质量异议时,质量异议有四条途径,分别为周转磨削、报废、返厂和停用。根据事故原因对质量异议的轧辊进行选择,然后根据选择途径分别推送给相应的操作工单。
当轧辊在上线使用时发生事故,轧辊管理员需要填写轧辊事故原因,第一时间推送给上一级磨辊间领导并且存入事故历史表中,方便领导跟踪查看事故原因。
当轧辊非正常下线,进行质量异议并且可以上线后,对未来三次上下机轧辊情况也需要特别关注时,该轧辊会接收一个事故状态说明,轧辊检测人员和磨床操作工在对该轧辊检测和磨削时会收到一个事故辊标记,连续跟踪三次轧辊上线情况。
4.7 轴承座和轴承推送
磨辊间有数量庞大的轴承座和轴承配合轧辊使用,而每一次的轴承座上下机的使用时间和定期检修、更换都需要时刻记录和更新,因此对于装配人员来说,提前预知哪些轴承座需要检修或更换就尤为重要[13]。磨辊间推送系统设置了轴承座拆装和预警推送系统,当设定的轴承座检修或更换时间达到设定值后系统自动把符合条件轴承座(轴承)编号推送给装配人员,提醒装配人员更换或检修。
4.8 设备点检推送
当轴承等设备达到使用时间后,及时向操作人员下发设备维护信息推送消息。根据注油作业标准对注油工进行轴承注油工作任务推送。根据点巡检作业标准对点检人员下达设备点巡检推送工单。根据检修工作标准及设备全生命周期管理。对需要进行点检和更换的设备,在下次检修工单中进行任务安排。
根据设备监控系统对生产过程中出现异常的设备在下次检修工单中进行任务安排,对轧机故障导致的轧辊进行下线封锁、检测或者磨削的任务推送。
4.9 绩效考核推送
系统在每次任务下达后在任务推送画面有任务接受,任务完成的按钮供接受任务的工作人员进行操作。系统会按操作人员的ID、任务内容来统计任务的完成时间和接受任务的响应时间。管理人员可以对操作工的任务完成和响应时间进行相应的考核。
4.10 分析评价推送
磨辊间系统开发有磨床周报月报、轧辊使用分析评价和轧辊月度消耗等报表。每月1日可定时把报表推送给轧辊管理人员,方便查看磨辊间运行状况,实现了磨辊间数据的精准推送,提高了管理人员对信息有效性的甄别。
5 结束语
磨辊间工单消息推送的应用为磨辊间规范管理、安全生产和紧密响应轧线提供了有力保障,效果主要体现在以下几个方面。
1)磨辊间推送系统的应用,淘汰了各管理环节的操作分散、管理分散,淘汰了纸质化管理模式,使磨辊间管理标准化、制度化和流程化[14]。
2)通过磨辊间消息推送的构建,使磨床、轧线的数据交互,打通了磨辊间数据孤岛难题,构成了磨辊间轧辊大数据平台。
3)消息推送精准度高,确保了磨辊间轧辊周转使用时数据的准确性及信息推送精准化角色接收,避免了因磨辊间管理问题导致的事故,保证上机合格率100%。
4)工单推送预留有自定义工单消息推送接口,推送人员可跟据需求自己设定推送内容给指定管理人员,方便内部信息交流,提高推送效率。
5)消息推送高效实时,消息接收实时性高,保证消息接收后能及时处理,无延误。
