焊后热处理对T92/HR3C异种钢接头组织和力学性能的影响
2023-10-23王智春韩哲文于井会王启冰
靳 达, 王智春, 韩哲文, 于井会, 王启冰, 康 举
(1. 国能(天津)大港发电厂有限公司, 天津 300272;2. 华北电力科学研究院有限责任公司, 北京 100045;3. 北京石油化工学院 机械工程学院, 北京 102617)
近些年,包括中国在内的很多国家都在加快建设更高参数的超超临界(Ultra-supercritical, USC)火力发电机组,其目的是更大程度地提高燃煤效率[1],这也是我国切实践行“双碳”目标的有效措施之一[2]。火力发电正在向更高参数、更大容量方向发展,机组的蒸汽温度和压力不断提高[3]。然而,这使得传统的CrMoV等铁素体钢已无法满足USC服役要求,新型的9Cr-Mo马氏体耐热钢(如T92)、奥氏体耐热钢(如HR3C,Super304H)被大量使用,分别用于USC机组锅炉受热面的低温段和高温段,以兼顾选材的安全性和经济性,这就不可避免地存在大量的T91(T92)/ HR3C(Super304H)等马氏体 (M)+奥氏体 (A) 的异种钢焊接接头(Dissimilar metal welded joints, DMWJs)[4-6]。然而,由于这两类钢的化学成分、组织、力学性能及热膨胀系数存在较大差异,使得接头存在较复杂的成分及组织不均匀性[7];加之USC机组长期高温运行及频繁调峰,特别是深度调峰运行对金属部件和DMWJs寿命具有非常不利的影响,会造成受热面管经历多次损伤累积,导致DMWJs易发生早期开裂(<105h),如高温蠕变、高温疲劳、蠕变疲劳等失效形式,使DMWJs的服役寿命远低于设计寿命(2×105h)[5, 8-10],对机组的安全运行造成了极大危害,如国内某USC机组在检修时发现高温再热器出口T92/HR3C异种钢焊缝开裂[11]。因此,DMWJs的组织和性能一直是研究的热点。
熔焊接头焊缝区(Weld metal zone, WMZ)为凝固组织,存在偏析现象,且易出现气孔和裂纹等冶金缺陷;熔合区(Fusion zone, FZ)在化学成分和组织性能方面都存在较大的不均匀性;过热区晶粒严重长大,这些问题都会严重影响接头性能[12-13]。焊后热处理(Post-weld heat treatment, PWHT)是一种有效改善接头组织从而提升性能的手段,在改善DMWJs性能方面同样可发挥重要作用[14-15]。因此,本工作采用经前期优化的PWHT工艺对T92/HR3C异种钢接头进行焊后热处理,研究热处理后接头的组织和力学性能,为T92/HR3C异种钢接头的合理使用提供理论参考,同时为探索防止DMWJs的早期失效问题提供数据积累。
1 试验材料与方法
1.1 试验材料、焊接工艺及无损检测
母材金属(BM)为T92马氏体钢管材和HR3C奥氏体钢管材,规格均为φ48 mm×10 mm,焊缝填充金属为Inconel 82合金焊丝,母材和焊丝的化学成分见表1。

表1 母材和焊材的化学成分(质量分数,%)
参考DL/T 752—2010《火力发电厂异种钢焊接技术规程》,采用手工氩弧焊(TIG)对T92和HR3C异种钢管进行焊接。坡口形式为单边32.5°带钝边V形(坡口形貌示意图见图1),焊前在150 ℃左右预热30 min,焊接电流为85~100 A,电弧电压为11~14 V,焊接速度为50~70 mm/min,层间温度控制在100~150 ℃,以纯氩气为保护气体,进行7道次的多层软规范焊接。

图1 坡口形貌示意图Fig.1 Schematic of the grooves
采用X射线和超声相控阵方法对接头进行无损检测,发现焊缝个别位置存在气孔,但焊缝质量符合DL/T 869—2021《火力发电厂焊接技术规程》中I类焊缝标准,对缺陷位置进行标记,以便后续试验取样时避开。
1.2 焊后热处理工艺
对T92/HR3C异种钢接头进行PWHT,热处理制度为在760 ℃下保温1 h,具体热处理工艺曲线如图2所示。

图2 T92/HR3C DMWJs焊后热处理工艺曲线Fig.2 Schematic of PWHT process of T92/HR3C DMWJs
1.3 显微组织观察
采用电火花线切割机沿垂直焊缝方向取金相和拉伸试样,包括T92钢母材、HR3C钢母材和T92/HR3C异种钢接头试样。经打磨、抛光后,采用不同溶液浸蚀接头不同区域制备金相试样:采用盐酸酒精溶液(20 mL HCl+40 mL C2H5OH+40 mL H2O)浸蚀T92钢侧;采用硫酸铜盐酸酒精溶液(4 g CuSO4+20 mL HCl+20 mL C2H5OH)浸蚀焊缝和HR3C钢侧。利用STM7-BSW型光学显微镜(OM)观察接头各区域的微观组织。采用Gatan 691型离子抛光系统制备透射电镜(TEM)试样,利用FEI Tecnai G2F30型场发射透射电镜表征接头各区域晶粒和析出相等微观形貌,并采用附带的能谱系统(EDS)对第二相进行成分分析。
1.4 力学性能测试及断口观察
采用SHMADZU SEM-Servopulser型伺服脉冲试验机对T92钢母材、HR3C钢母材和T92/HR3C异种钢接头试样分别进行室温拉伸测试,拉伸速率为0.01 mm/s,试验过程参考GB/T 228.1—2021《金属材料 拉伸试验 第1部分:室温试验方法》进行。拉伸试样尺寸如图3(a)所示,试样表面粗糙度控制在0.5 μm左右,以尽量减少因表面粗糙带来的小尺寸试样效应。此外,在拉伸试验前,对每个接头试样再次进行X射线无损检测(见图3(b)),以排除含有气孔等冶金缺陷的试样。每组拉伸试验至少测试3个平行试样。试样拉断后的断口形貌采用Quanta 450 FEG扫描电镜(SEM)进行观察。
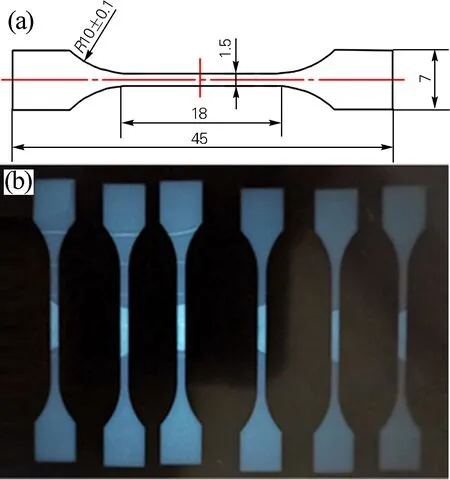
图3 拉伸试件尺寸示意图(a)及其X射线无损探伤底片(b)Fig.3 Schematic diagrams of the tensile test specimen(a) and their X-ray NDT photo(b)
2 试验结果与分析
2.1 显微组织
T92/HR3C异种钢焊接接头的宏观形貌如图4所示。可以看出,WMZ与两侧热影响区(HAZ)界面分明,WMZ呈现出明显的多层多道焊形貌,图5为接头各区域的显微组织,对应观察位置如图4中a~h区域所示。T92钢BM组织呈现回火马氏体结构,晶内马氏体组织呈板条状,原奥氏体晶界(PAGBs)清晰可见。由于焊接热循环和PWHT作用,T92钢HAZ可分为临界热影响区(ICHAZ)、细晶热影响区(FZHAZ)和粗晶热影响区(CGHAZ)[4],分别如图5(b~d)所示。靠近FZ的CGHAZ因受热峰值温度超过Ac3而形成高温奥氏体组织,其冷却后奥氏体晶粒尺寸大于BM的;FGHAZ的峰值温度略低于CGHAZ,该区不完全溶解的碳化物抑制奥氏体晶粒的生长,冷却后以细小均匀的奥氏体晶粒为主,尽管该区PAGBs的尺寸比BM的明显减小,但仍能观察到晶内未回火的板条结构;ICHAZ介于FGHAZ与BM之间,其相变温度处于Ac1~Ac3之间[16],该区有部分细化奥氏体晶粒和原奥氏体晶粒共同存在。
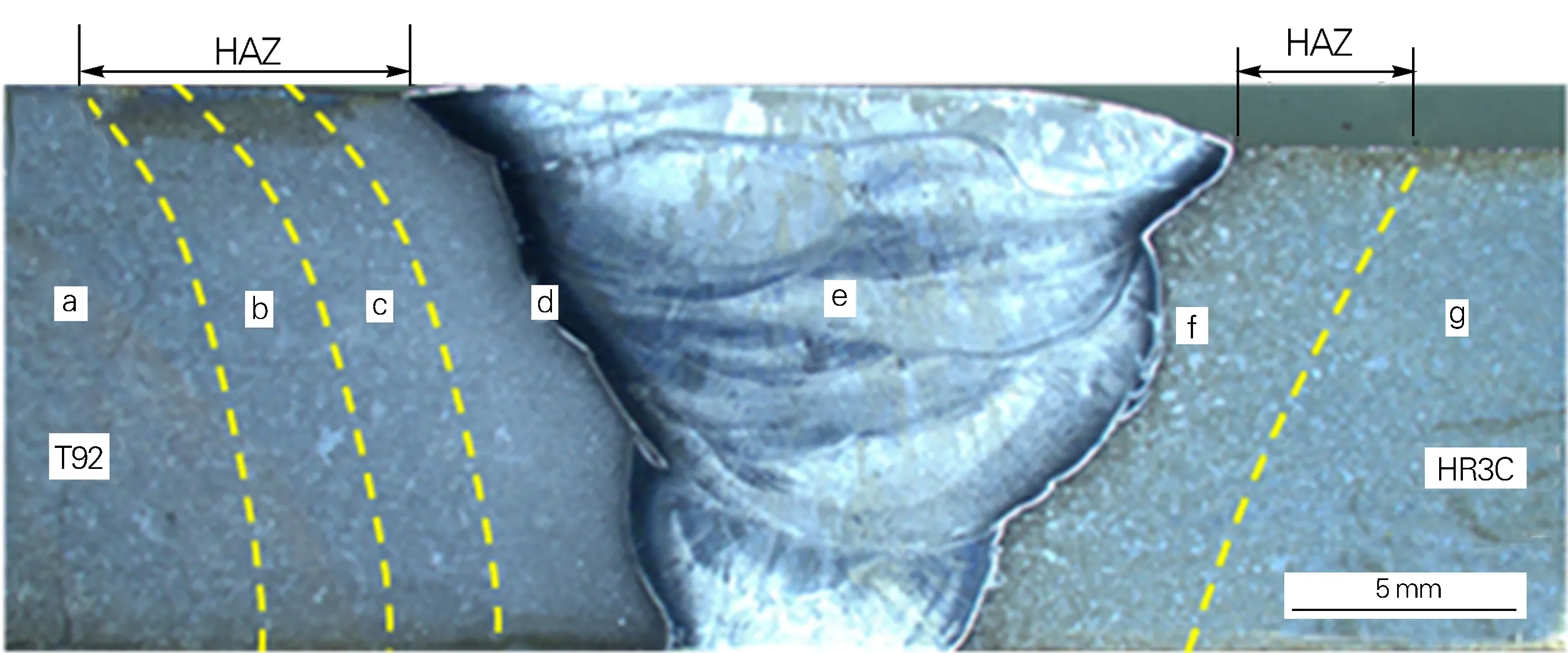
图4 T92/HR3C异种钢焊接的宏观形貌Fig.4 Macro morphology of the T92/HR3C DMWJs

图5 T92/HR3C异种钢焊接接头各区域的显微组织(a)T92钢母材;(b)T92钢临界热影响区;(c)T92钢细晶热影响区;(d)T92钢侧熔合区;(e)焊缝区;(f)HR3C钢侧熔合区;(g)HR3C钢母材Fig.5 Microstructure of various regions in the T92/HR3C DMWJs(a) T92-BM; (b) T92-ICHAZ; (c) T92-FGHAZ; (d) FZ between T92-CGHAZ and WMZ; (e) WMZ; (f) FZ between WMZ and HR3C-HAZ; (g) HR3C-BM
图5(e)为WMZ形貌,该区由较大的柱状奥氏体晶和碳化物组成,在凝固晶界内由等间距的一次枝晶臂组成,宏观表现为枝晶结构。图5(f)为HR3C钢侧HAZ形貌,靠近熔合边界的奥氏体晶与镍基焊缝柱状晶产生联生结晶现象[17],形成明显的FZ,且部分奥氏体晶内存在孪晶结构,这反映了HR3C侧HAZ的基体组织具有高热稳定性。图5(g)为HR3C奥氏体钢BM组织,呈现大小均匀的奥氏体等轴晶粒,晶粒度约为7级。
进一步采用TEM对T92/HR3C异种钢接头不同区域的微观结构进行表征,如图6所示。第二相粒子弥散分布在T92钢BM晶内马氏体板条内以及板条晶界(LGBs)周围(见图6(a)),这是重要的强化机制之一。经EDS和衍射花样(见图6(b))分析,确认该析出相为富Cr的M23C6碳化物。经历TIG焊接热循环和PWHT后,T92钢HAZ由板条马氏体和部分等轴的亚晶粒组成,还可观察到LGBs上连续析出的M23C6碳化物,晶内碳化物发生溶解,如图6(c~e)所示。焊缝金属为奥氏体凝固组织,晶粒较大,晶界上有少量的第二相,经EDS和衍射花样分析确定为富Cr的M23C6碳化物。此外,还可观察到晶界上有离散分布的位错线,大部分位错稀疏地分布在两侧晶内,大量的位错与附近的第二相发生缠结(见图6(f))。
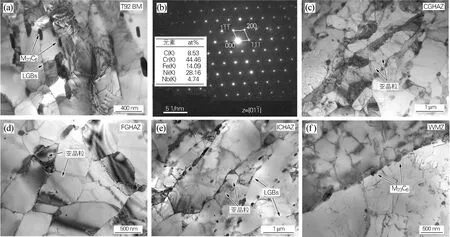
图6 T92/HR3C异种钢焊接接头各区的TEM微观组织(a)T92钢母材;(b)M23C6的EDS结果和衍射花样;(c)T92钢粗晶热影响区;(d)T92钢细晶热影响区;(e)T92钢临界热影响区;(f)焊缝区Fig.6 TEM images of the various regions in the T92/HR3C DMWJs(a) T92-BM; (b) EDS results and electron diffraction pattern of M23C6; (c) T92-CGHAZ; (d) T92-FGHAZ; (e) T92-ICHAZ; (f) WMZ
2.2 拉伸性能
采用伺服脉冲试验机分别对T92钢母材、HR3C钢母材和T92/HR3C异种钢接头试样进行室温单轴拉伸试验,试验结果如图7所示。图7(a)为3种试样的典型应力-位移拉伸曲线,HR3C钢母材体现出更好的塑性,T92钢母材和T92/HR3C异种钢接头的塑性相当。图7(b)为3种试样的抗拉强度(Ultimate tensile strength, UTS)和屈服强度(Yield strength, YS),HR3C钢母材的UTS最高、而YS最低,分别为722 MPa和340 MPa;T92/HR3C异种钢接头的UTS和YS分别为630 MPa和360 MPa,达到DL/T 868—2014《焊接工艺评定规程》标准中要求。

图7 T92、HR3C钢母材和T92/HR3C异种钢接头的室温拉伸性能 (a)应力-位移曲线;(b)抗拉强度和屈服强度Fig.7 Tensile properties at room temperature of the T92 BM, HR3C BM and T92/HR3C DMWJs(a) stress-displacement curves; (b) ultimate tensile strength and yield strength
进一步分析图7(b),可发现T92钢母材和T92/HR3C异种钢接头的UTS相当,而YS高约80 MPa。这是因为异种钢接头中镍基焊缝金属在拉伸过程中会较快达到屈服,表现为相对低的YS,但在塑性变形阶段会出现应变硬化,提高了UTS;而T92铁素体钢因具有高位错密度的板条结构,表现出较高的屈服抗力,但在塑性变形过程中基体组织发生软化,使UTS较低[18-19]。
2.3 断裂位置及断口形貌
图8为T92/HR3C异种钢接头室温拉伸断裂区的显微组织。由图8可见,断裂路径沿HR3C钢侧FZ附近的焊缝金属扩展,断裂区的镍基焊缝金属奥氏体晶清晰可见,因此可判断T92/HR3C异种钢接头拉伸断裂发生在HR3C钢侧FZ附近的WMZ,这与拉伸性能结果中(见图7(b))接头的UTS最低一致。
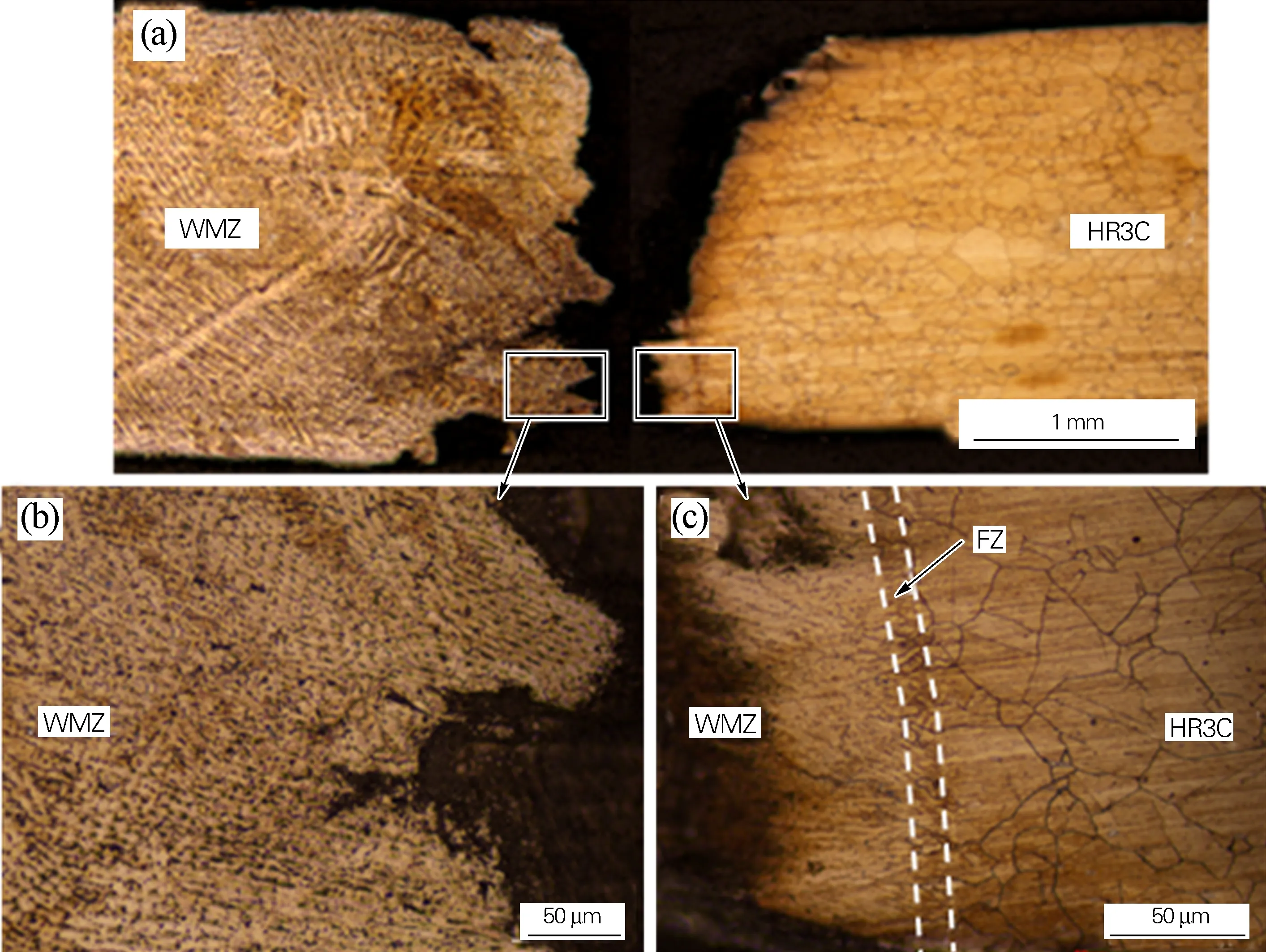
图8 T92/HR3C异种钢接头拉伸断裂位置 (a)宏观形貌;(b,c)局部放大图Fig.7 Tensile fracture location morphologies of the T92/HR3C DMWJ(a) macroscopic morphology; (b,c) magnified images of rectangle region
此外,从显微组织来看,拉伸前WMZ主要由柱状奥氏体枝晶构成(见图5(e)),拉伸后枝晶结构被破坏并在凝固晶界周围产生块状的再结晶晶粒,如图8(b)所示。Rai等[20]发现,局部应变会诱导镍基合金再结晶形核,即一旦晶界附近累积的位错密度达到临界值,就很可能会触发动态再结晶机制。显然,在拉伸条件下,异种钢接头在屈服阶段和应变强化阶段,镍基焊缝区容易发生再结晶,进而驱动这种变形行为。
图9为T92/HR3C异种钢接头室温拉伸断口形貌,从图9(a)可以看出,由奥氏体枝晶组成的WMZ断口呈比较密集的撕裂棱结构;进一步放大观察可看到撕裂棱附近存在大量细小的韧窝(见图9(b))。
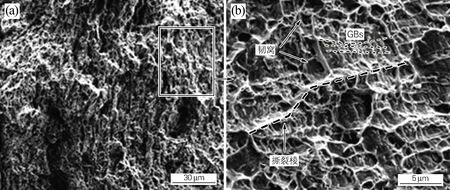
图9 T92/HR3C异种钢接头拉伸断口形貌Fig.9 Tensile fracture morpholigies of the T92/HR3C DMWJ
上述结果表明,T92/HR3C异种钢接头在室温单轴恒定速率加载时,镍基焊缝金属发生了剧烈的塑性变形,最终发生韧性断裂。结合2.1节的分析结果,这主要与WMZ中含有较粗大的枝晶凝固组织和较少的可起到强化作用的M23C6碳化物有关:粗大的枝晶组织可降低WMZ的力学性能;较少的强化相减弱了对位错的阻碍作用,同样会降低WMZ的力学性能。
3 结论
1) T92/HR3C异种钢接头经焊接热循环和焊后热处理作用后,T92钢HAZ由板条马氏体和部分等轴亚晶粒组成,板条晶界上存在连续的M23C6碳化物,晶内碳化物溶解;HR3C钢HAZ组织表现出较高的热稳定性。
2) 焊缝金属由较粗大的奥氏体枝晶和M23C6碳化物组成,同时存在一定量的位错,并与附近的第二相发生缠结。
3) 接头室温抗拉强度为630 MPa,断裂发生在HR3C钢侧熔合区附近的焊缝,呈现为韧性断裂。
