大连市橡胶与塑料制品行业VOCs 排放现状及治理技术研究
2023-10-19赵辉
赵 辉
(大连市生态环境事务服务中心,辽宁 大连 116023)
0 引言
挥发性有机物(Volatile organic compounds,VOCs)是大气光化学反应的重要参与者[1],也是臭氧和二次有机气溶胶(SOA)的重要前体物[2-3],是造成近地面臭氧和灰霾污染的重要因素。同时,许多VOCs物种如苯、甲苯、正己烷等也属于空气毒害物,可对人体健康造成直接影响[4]。橡胶制品是重要的工业源,其排放废气的90%以上为挥发性有机物[5]。大连市橡胶与塑料制品业VOCs排放约占全市VOCs排放总量的7.8%,占工业源VOCs排放总量的16.3%,在工业源中贡献率排第二位,仅次于精炼石油产品制造业,在VOCs防治工作中必须引起重视。
本次研究调查了大连市橡胶与塑料制品业区域分布,对全市主要的17个橡胶与塑料制品企业VOCs排放现状开展了调查分析,并对典型企业大连固特异轮胎有限公司VOCS成分谱进行监测分析。研究了目前橡胶与塑料制品业VOCs治理技术,着重对VOCs治理技术优缺点进行了比较分析,在分析大连市橡胶与塑料制品行业VOCs污染特点的基础上,选择合理的治理技术应用,对某大型轮胎厂进行VOCs废气治理,取得显著效果。
1 大连市橡胶与塑料制品业VOCs 排放现状
1.1 大连市橡胶与塑料制品业VOCs排放情况
2022年大连市VOCs排放总量为67438 t,而大连市橡胶与塑料制品业VOCs排放量为5230 t,占大连市VOCs排放总量的7.8%,占大连市工业源VOCs排放量的16.3%,为大连市工业源VOCs排放的第二大贡献源。
VOCs排放量最大的是大连固特异轮胎有限公司,年排放量3968 t,占大连市橡胶与塑料制品业排放总量的81.5%,其次为大连市轮胎厂,年排放量500.8 t,占行业排放总量的10.3%。
1.2 大连市橡胶与塑料制品业VOCs排放区域分布
研究调查了大连市该行业年排放量10 t以上的主要企业,共17家,VOCs排放总量为4872 t,占全市橡胶与塑料制品业排放总量的93.2%,分布于5个区域,金普新区企业最多,占12家。大连市橡胶与塑料制品行业VOCs排放量较大的区域依次为普兰店区、庄河市和金普新区,排放量分别为3968 t、500.8 t、376 t,分别占大连市该行业VOCs排放总量的81.5%、10.3%、7.7%。
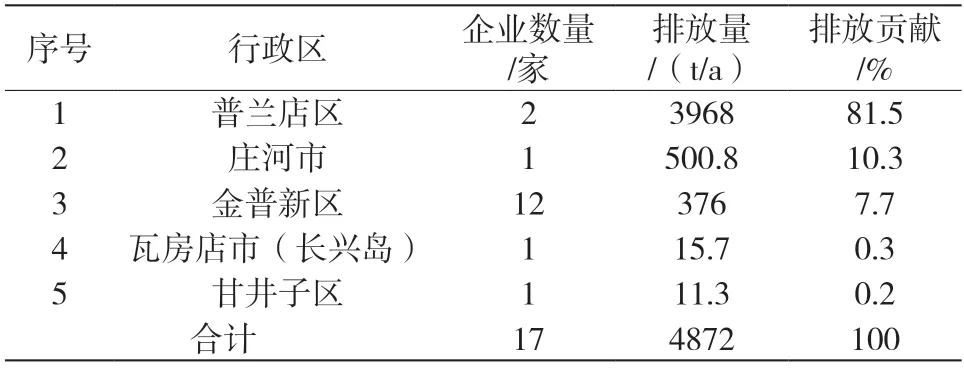
表1 大连市橡胶与塑料制品企业VOCs排放量区域分布

图2 大连市橡胶与塑料制品业VOCs排放量区域分布
2 大连市典型橡胶与塑料制品企业VOCs 组分分析
2.1 实验内容
本研究对橡胶与塑料制品业典型企业大连固特异轮胎有限公司排放废气中VOCs 组分进行了实验分析。企业VOCs 排放监测包括有组织排放和无组织排放,无组织排放的监测点位设置在其厂区的上风向和下风向的敏感点。现场无组织排放的VOCs采样采用了数码罐,有组织排放VOCs采样泰得拉袋,其中有组织排放VOCs还辅助了FID 采样仪,对总烃进行了跟踪监测,实验室分析VOCs采用了6890N/5973I GC/MSD型色质联机,分析方法为《挥发性有机物的测定用采样罐采样气相色谱-质谱法》(空气和废气监测分析方法(第四版))。
2.2 典型橡胶与塑料制品企业VOCs组分分析
通过对典型橡胶与塑料制品企业大连固特异轮胎有限公司监测结果分析可见,共获得60种VOCs物种,平均浓度是0.526 mg/m3;主要的物种大类是:OVOC(60.0%)、烷烃(26.8%)、卤代烃(12.8%);典型污染物(浓度排名前5污染物)分别为:丙酮、二氯甲烷、四氯化碳、丙烷、丙烯醛。
典型企业大连固特异轮胎有限公司的VOCs成分谱,体现了橡胶与塑料制品业VOCs行业分布普遍特征,通过研究分析典型企业VOCs成分谱中典型物种分类及比例、典型污染物种类及污染物平均浓度等特征,对下一步如何针对性地选择最优VOCs治理技术具有重要意义。
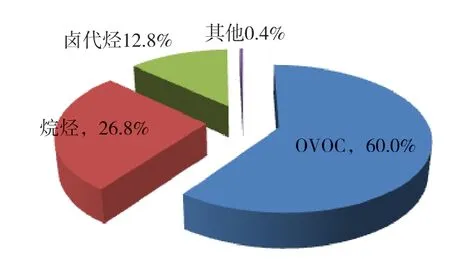
图3 橡塑制品典型企业成分谱主要物种大类比例
3 大连市橡胶与塑料制品业VOCs 排放治理技术研究
3.1 橡胶与塑料制品业VOCs治理技术分类
(1)污染产生前的预防—工艺变更,源头替代
污染产生的预防是最佳的污染防制手段,除可避免因污染物(通常为工艺中所使用的原料或生产的成品、半成品)的排放所造成生产成本的增加,还可减少后续污染产生后末端处理设备的设置成本与操作成本。污染产生的预防可通过引进低污染新工艺的取代、生产操作条件的改变,或是使用原物料的变更等等方式来达成。
(2)污染产生后的控制—末端处理,排放减量
橡胶与塑料制品业VOCS治理技术主要包括回收技术和降解技术。具体包括燃烧法(蓄热式燃烧(RTO)、催化燃烧(RCO)、锅炉及废气燃烧器),吸收(或称湿式洗涤),吸附,生物处理(生物滤床、生物滴滤塔及生物洗涤塔),冷凝,吸附,低温等离子,催化氧化法等。
3.2 橡胶与塑料制品业VOCs主要治理技术原理
(1)焚烧技术
焚烧技术的原理是利用燃烧过程的高热将废气中的有机化合物氧化破坏,将有机化合物转变为二氧化碳及水等无害物质,以去除排气中的污染物(包括气体、蒸汽或臭味)。

表2 橡塑制品典型企业成分谱监测结果
(2)吸附
吸附技术原理是利用污染物气体分子对多孔性固体吸附剂表面附着力的差异性,将挥发性有机物蒸汽从排气中去除。借由选择适当的吸附剂和接触时间,吸附对于去除废气中的挥发性有机物有很好的去除效果。
(3)冷凝
冷凝技术是利用加压或降温,或两者并用的方式将一可凝结的气体或蒸汽变成液体的程序。在挥发性有机物空气污染防治上,冷凝技术主要是借由将含有挥发性有机物的气流以降温的方式,将气流状态降到低于挥发性有机物成分的露点温度以下,使挥发性有机物成分凝结滴落,而与干净气体分离。
(4)吸收
吸收技术包括物理吸收和化学吸收。物理吸收(常见物理吸收剂为水)是利用气体成分在液体中不同的溶解度,将气体混合物中具优势溶解度的气体成分传送到液体中的作用。化学吸收(又称化学洗涤)是利用添加药剂的洗涤液与废气中的有害物质进行吸收、中和及氧化反应,以去除污染物质。与物理吸收一样,由于化学吸收洗涤液的主要成分仍为水,因此污染物在水中的溶解度影响污染物是否可于短时间的气液接触过程中迅速溶入洗涤液中,而溶解于水中的污染物是否可即时予以反应分解或转化为难挥发性的成分,对于化学吸收整体效率的维持相当重要。因此影响化学吸收处理效率的主要因素在于洗涤液的选择及洗涤塔气、液接触系统的设计。
(5)生物技术
生物处理技术是利用微生物将污染物氧化分解成二氧化碳、水或无机盐类,同时利用污染物的碳源作为微生物生存的能量来源。故其具操作方便、能量消耗小且将污染物分解为无害物质的优点。

表3 橡胶与塑料制品企业VOCs治理技术优缺点分析
(6)低温等离子
低温等离子体是一种对外不呈电性的低能混合物。这种混合物是由施加超过其放电电压的外部电压后,气体击穿生成含有多种自由基、原子、离子以及电子组成的。高能粒子高速碰撞污染物分子,使之在非常短的时间里被分解,随后进行其他反应,污染物进而被降解。
3.3 橡胶与塑料制品业VOCs治理技术优缺点比较分析
治理技术的选择应该结合每个橡胶与塑料制品企业的具体实际情况,综合考虑VOCS废气的性质和成分、废气中污染物浓度、废气排放量、温度、企业生产要求及投资运行费用的经济性等,在满足达标排放、总量控制的基础上提高VOCS去除率。同时要降低治理成本,避免产生二次污染。可采用上述单一工艺技术,但橡胶行业VOCS组分复杂,单一技术效果很难彻底治理,一般使用治理技术联合使用。如吸附-回收技术、冷凝-除雾-催化氧化法、热氧化技术、沸石转轮吸附浓缩-RTO(或RCO)协同技术以及低温等离子体-光催化协同技术等。
3.4 大连市橡胶与塑料制品企业VOCs污染特点分析
大连市橡胶与塑料制品业VOCS污染包括橡胶行业污染与塑料制品行业污染,其中以橡胶行业为主。橡胶行业污染主要产生于炼胶工序、硫化工序及压延工序;在配料和储存过程中也会产生树脂、溶剂和其他挥发性有机化合物产生的有机废气。其中炼胶工序VOCs排放污染最严重,该工序包括母炼工序和终炼工序,其主要的废气泄漏点为密炼机的下顶栓、挤出机、上顶栓、开炼机、隔离剂和胶冷线位置。本次研究调查的典型橡胶企业VOCs成分谱显示,VOCs废气中主要的物种大类是:OVOCs、烷烃、卤代烃,典型污染物为丙酮、二氯甲烷、四氯化碳、丙烷、丙烯醛。
塑料制造及塑料制品行业VOCs排放主要来源于抗氧剂、增塑剂、发泡剂等有机溶剂的挥发以及高分子化合物热解排放的有机废气,产生于加热熔化、注塑、烘干的生产工艺单元。其中高分子化学物热解主要为高压/低压高分子化合物加热、热切削和封闭时产生的有机产物,部分以废气的形式排放。VOCs排放的主要物种为酯类(乙酸乙酯、乙酸丁酯)、酮类(丙酮、异丙酮)、烷烃(正十一烷)、芳香烃类(苯、甲苯、乙苯、苯乙烯、二甲苯)、醇类(甲醇、丁醇)、醛类(甲醛、乙醛、丙烯醛)、萘等有机化合物。
3.5 治理技术应用案例
本次研究对某大型轮胎厂密炼车间VOCS废气进行治理,针对该车间VOCs废气排放量大、温度较低、废气含物种多、污染物浓度相对较低的特征,若采用单一的吸附、冷凝等治理技术,处理效果低,而采用单一直接燃烧处理方式则会消耗大量燃料,将大幅增加设备运行成本。因此设计采用两种治理技术协同处理的方式处理VOCS废气,治理成效显著。
3.5.1 治理工艺设计
设计采用沸石吸附浓缩转轮焚烧技术(吸附-脱附-蓄热焚烧(RTO))处理排放的VOCS废气,具体采用工艺流程:VOCs废气进入处理系统后,第一阶段先经过预处理,去掉粉尘,再经过疏水性沸石所组成的转轮,VOCs污染首先于转轮上进行吸附,转轮每小时持续以一定的转速旋转,同时将吸附的VOCs传送至脱附区;第二阶段为脱附程序,VOCs废气与后端焚化系统热交换后预热,经冷却区处理后废气约180~250℃,使其通入转轮内利用高温将有机物脱附下来,出流污染物浓度大约可控制为入流废气的5~20倍左右,而脱附下来的有机物则于第三阶段进行700℃以上温度焚化,燃烧后转化成二氧化碳及水蒸气排放至大气中。与同样条件下使用单一蓄热式燃烧系统相比,该设计使用的多种治理技术联合处理VOCs 废气,大大减少了后续焚烧的气流量和RTO设备的体积,增加了单位时间内VOCs自身的燃烧热量。同时使得设备投资和运行费用大大降低。
3.5.2 影响因素分析
(1)防止沸石堵塞。炼胶废气中的颗粒物等杂质浓度过高会导致沸石孔隙的堵塞,从而影响吸附效率,甚至会导致沸石转轮失效。所以,本次设置了过滤等预处理工序,以降低废气中颗粒物的浓度,然后再进行VOCs废气的处理。
(2)降低废气的温湿度。高湿度废气会降低沸石吸附效率,因而在废气进入处理系统前去除废气中的水分,可提升处理效率。废气温度过高会使得冷却区无法有效降温,从而导致吸附区温度较高、吸附效率下降。
(3)调整浓缩比。浓缩比是沸石转轮运行的一个重要参数。当废气量一定时,选择低浓缩比,即增加脱附风量可提升沸石吸附效率,但脱附风量增加会导致系统运行能耗增加;高的浓缩比则有利于减少蓄热焚烧装置天然气的消耗量。本次治理工艺确定浓缩时比兼顾了处理效率与运行能耗,通过调整浓缩比(3~5 R/h)提升了废气的处理效率。

图2 沸石吸附浓缩转轮焚化系统处理流程
(4)调整转速。转速的大小会决定吸附和再生的时间,从而影响吸附效率。若转轮转速过高,转轮再生不完全,会影响后续的吸附效率;转轮转速过低,转轮吸附区过饱和,吸附效率就会降低。所以,本次治理根据炼胶废气具体情况调整了转轮的转速。
(5)风机的位置。在本次治理案例中,将风机设置在转轮之后,将转轮设置为负压状态,提高了处理效率。
3.5.3 治理效果
采用该技术工艺治理后,VOCs废气中非甲烷总烃、苯、甲苯、二甲苯等污染物排放浓度均达到《GB 27632—2011橡胶制品工业污染物排放标准》,且处理效率达到90%以上。
4 结语
橡胶与塑料制品业VOCS排放量占大连市VOCS排放总量的7.8%,占工业源VOCs排放量的16.3%,在工业源中贡献率排第二位,亟需对橡塑制造行业开展深度整治。大连市橡胶与塑料制品企业规模不同,企业生产工艺不同,VOCS成分谱复杂,在典型企业VOCS中检出 60种物种,在工业源各行业中仅次于检出物中最多的汽车整车制造业,检出数量位居第二。因此,针对不同性质的VOCS废气,企业需要采用不同的废气治理工艺。在治理上要考虑每个橡胶与塑料制品企业的具体实际情况,综合考虑企业VOCS废气的性质和成分、废气中污染物浓度、废气排放量、废气温度、企业生产要求及投资运行费用的经济性等,有针对性地采取“一企一策”,选取最优治理工艺技术进行VOCS深度减排治理,才能达到理想的治理效果。另外,鉴于单一技术均存在一定的局限性,独立使用无法达到较好的治理效果,企业应采用两种或多种治理技术协同处理的方式,这是橡塑工业VOCs治理的未来发展趋势。
