新型奥氏体耐热钢SP2215 的开发与研究*
2023-10-16吴明华朱秋华陈根保宋建新高亦斌王建勇丁斌华
吴明华,杨 辉,朱秋华,陈根保,宋建新,高亦斌,王建勇,丁斌华
(1.永兴特种材料科技股份有限公司,浙江 湖州 313005;2.江苏武进不锈股份有限公司,江苏 常州 213111)
近年来,中国电力工业迅速发展,根据国家统计局公布的数据,早在2019 年中国电力装机容量为20.1 亿kW·h,发电量为75 034.3 亿kW·h,发电量和装机容量均居世界第一位。
中国发电种类主要包括火电、水电、核电、风电及其他绿色环保电力。火电是利用煤、石油和天然气作为燃料生产电能,在2019 年中国火电发电量占总发电量的比例为69.57%,由于中国煤炭资源非常丰富,且利用煤炭发电的技术成熟,成本较低,所以中国火力发电燃料绝大部分是煤炭,火电在整个国民经济的发展体系中,占据了很重要的地位。中国火力发电量从2009 年的29 827 亿kW·h快速增长到2019 年的52 201 亿kW·h,年均复合增长率为5.76%,火电在中国发电量中占绝对优势,发电工业技术水平也已处于世界前列。目前国家鼓励清洁能源,优化发展煤电,要依靠科技进步,创建节约型社会,以达到保护资源,高效利用,减少污染的目的[1]。优化发展煤电,除考虑电源的合理布局之外,关键是要提高燃煤发电机组的效率和减少污染物的排放。高参数、大容量的发电机组是提高效率和减少排污的有效途径[2]。
2006 年,中国第一台百万千瓦超超临界发电机组投产,压力26.25 MPa,温度600 ℃/600 ℃[3]。反映了电站用金属材料,特别是高温超超临界用新型材料的国产化取得长足的进步,但是锅炉中的再热器、过热器等核心部件材料还主要依赖进口[4],为了真正意义上解决核心材料国产化,提升锅炉用钢材料的使用温度,降低材料采购成本,由北京科技大学等单位联合开发出具有我国自主知识产权的新型钢种SP2215[5-6],综合了S30432、HR3C 钢的主要性能优点,基于多种析出强化相原理,保证了钢的高抗氧化性、高温持久性能。本文重点介绍SP2215 钢的主要性能情况。
1 成分设计和工艺流程
SP2215 和HR3C 的主要化学成分要求见表1。

表1 HR3C、SP2215 的主要化学成分(质量分数)要求 %
SP2215、HR3C 制造成本受镍价影响很大,如同期镍价上浮10%,从原料成本增加情况考量,SP2215 原料成本相对于HR3C 要低很多。
考虑材料经济性,在实际试制过程中,对SP2215 采用类似S30432、HR3C 大生产管坯制造及钢管加工工艺,整个加工过程中发现,SP2215在制毛管以及加工成品管成材率方面均要优于HR3C。
SP2215 管坯生产工艺流程:原材料准备→电炉冶炼→氩氧脱碳法AOD 精炼→钢包精炼炉LF精炼→浇铸508 mm×508 mm(2.3 t)方钢锭→锻造或轧制开坯成220 mm×220 mm 方坯→热轧Φ110 mm 管坯→精整→检验。
SP2215 钢管的生产工艺流程:Φ110 mm 管坯→热穿孔→酸洗→修磨→冷轧→脱脂→热处理→矫直→酸洗→修磨→冷轧→脱脂→热处理→矫直→酸洗→精整→检验。
2 工艺性能
2.1 热塑性
SP2215 和HR3C 钢试料均为508 mm×508 mm模铸方钢锭锻造开坯220 mm×220 mm 方坯,加热后轧制成Φ110 mm 的热轧管坯,其实际化学成分检验结果见表2。

表2 SP2215 和HR3C 试验管坯的化学成分(质量分数) %
按照热模拟试验要求,对轧制的管坯使用线切割机,在管坯1/2 半径处沿长度方向切割Φ12 mm试样,长度为160 mm。然后经过车床加工成Φ10 mm×120 mm 热模拟试样。采用Gleeble 1500 热模拟试验机对上述试样进行拉伸试验,试样以15 ℃/s升温到试验温度,再保温480 s 后,试验温度为900,950,1 000,1 050,1 100,1 120,1 150,1 180,1 200,1 220,1 250,1 280 ℃。为了更接近于实际生产,以1.5 s-1的应变速率进行拉伸,直到试样断裂,并且立即对试样进行淬水冷却[7]。
试样拉伸断裂后,计算断面收缩率及抗拉强度,具体参数结果见表3,两者轧制态的热塑性曲线如图1 所示。

表3 SP2215 和HR3C 拉伸试验结果
从图1 及表3 中可以看出,HR3C 热塑性(断面收缩率RA≥85%)最佳温度在1 160~1 220 ℃,在1 180 ℃时RA最高为90.7%,而SP2215 热塑性(RA≥85%)最佳温度在1 150~1 260 ℃,在1 180℃时RA高达96.7%。两者相比,SP2215 高热塑性温度区间要宽,表现出的RA值明显要高。因此,SP2215 具有更优秀的热塑性,能更好地适应二辊斜轧穿孔工艺的要求。
2.2 焊接性能
表2 成分的Φ50.8 mm×9.24 mm SP2215 成品管在东方电气集团东方锅炉股份有限公司进行焊接工艺性能评定,采用手工钨极氩弧焊,ERNiCrCoMo-1 Φ2.4 mm 焊条,焊接电流90~150 A,焊接电压10~18 V,焊接接头拉伸性能见表4,5 mm×10 mm×55 mm 试样纵向冲击功88,86,87 J。弯曲试验后钢管形貌如图2 所示。焊缝组织如图3~4 所示,表明SP2215 焊接接头综合性能良好,符合NB/T 47014—2011《承压设备焊接工艺评定》要求。

图2 SP2215 成品管弯曲试验后形貌示意
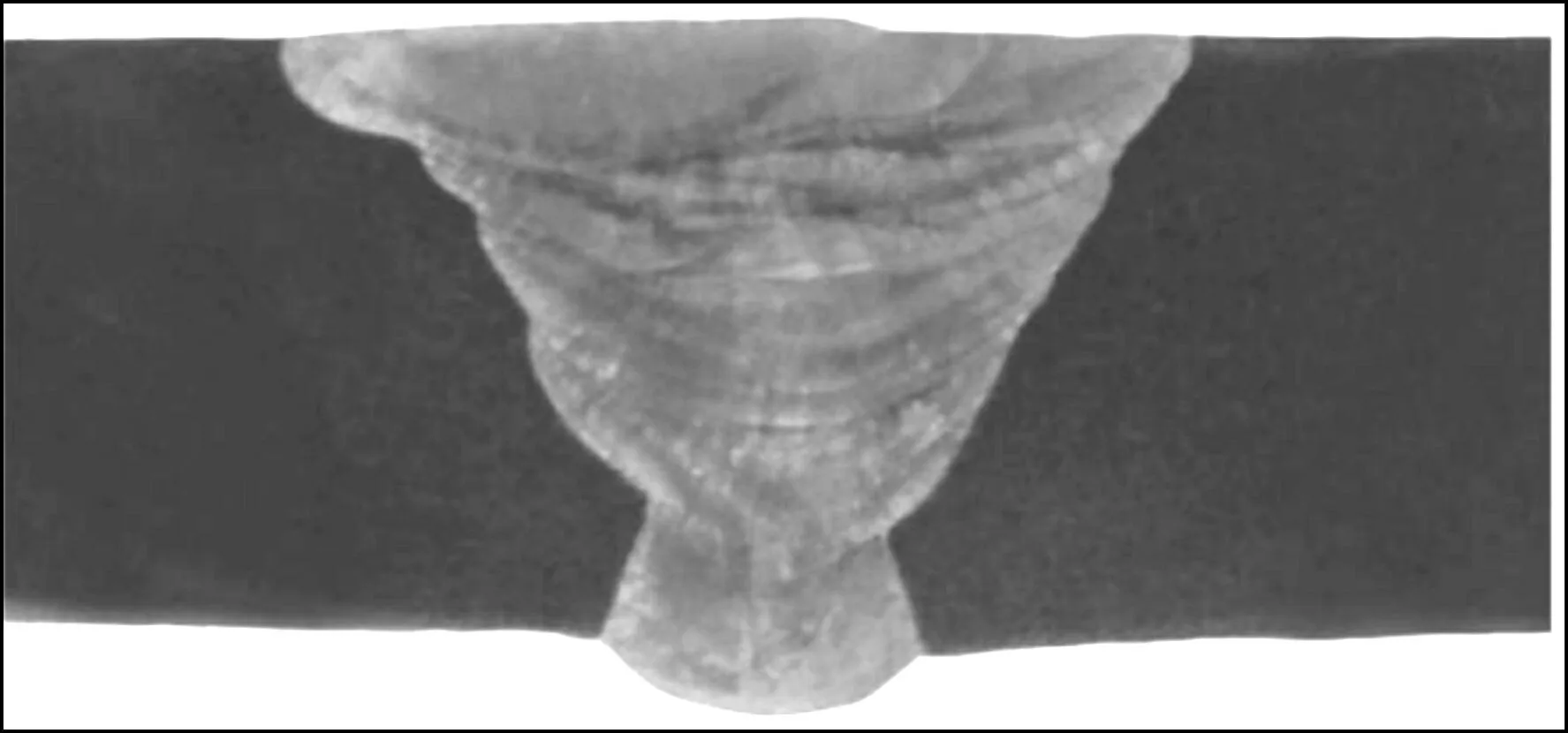
图3 SP2215 成品管焊缝形貌
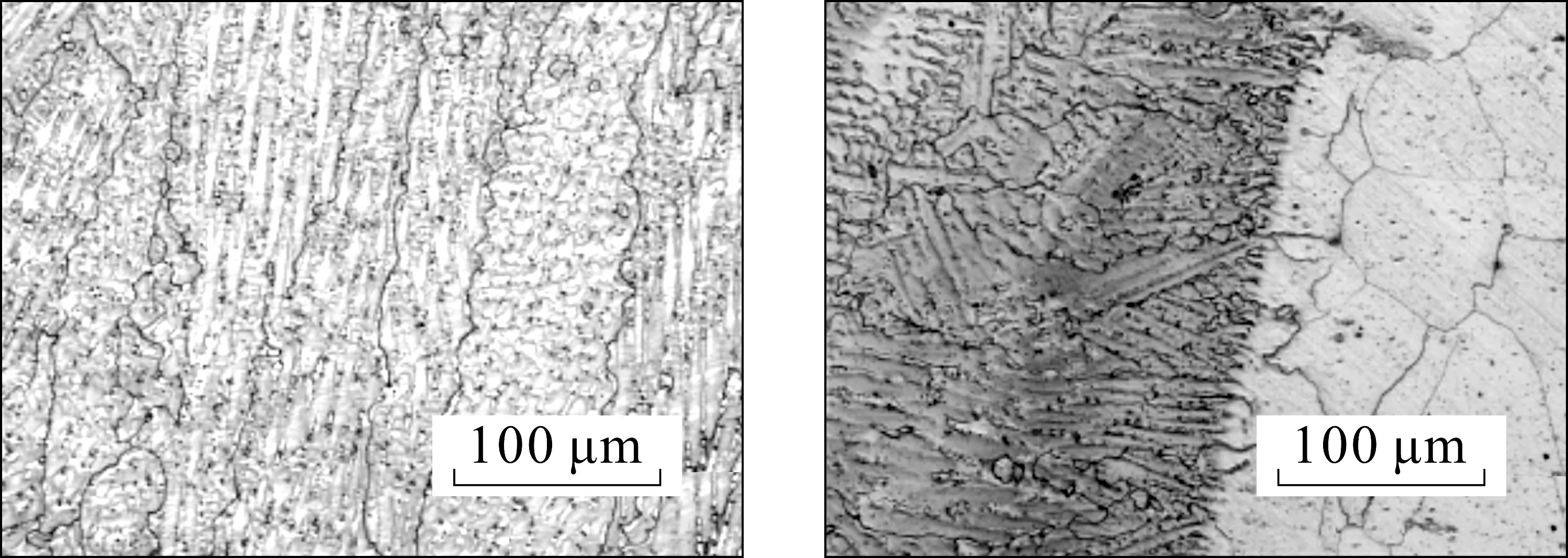
图4 SP2215 成品管的焊缝组织

表4 SP2215 成品管焊接接头拉伸试验结果
3 使用性能
3.1 高温蒸汽腐蚀性能
同样取上述表2 成分的Φ50.8 mm×9.24 mm SP2215 成品管进行蒸汽氧化试验,钢管金相组织如图5 所示,取板状试样,取样如图6 所示,试样6 个表面经抛光处理后,在无水乙醇中进行超声波清洗并烘干,使用超超临界水蒸气氧化试验装置进行水蒸气氧化试验。为模拟锅炉传热管内的蒸汽介质,采用去离子水并通入氩气除氧,水蒸气的含氧量小于100×10-9,水的蒸发量为2×10-3m3/h,蒸汽参数为650 ℃/27 MPa,试验时间为200,500,800,1 300,2 000 h,试验结果见表5,SP2215 氧化膜厚度-时间的关系如图7 所示。
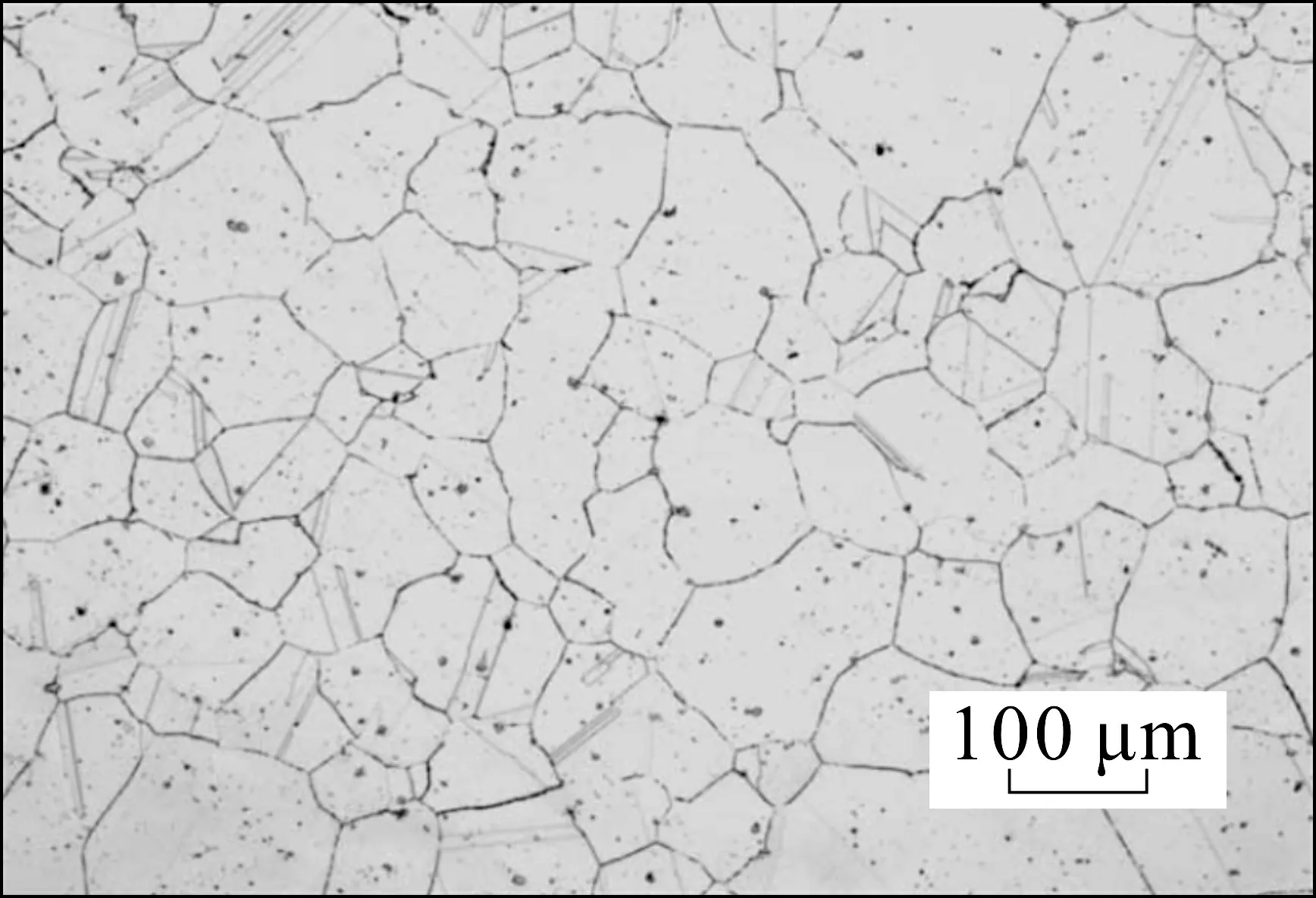
图5 SP2215 钢管蒸汽氧化试验后的金相组织
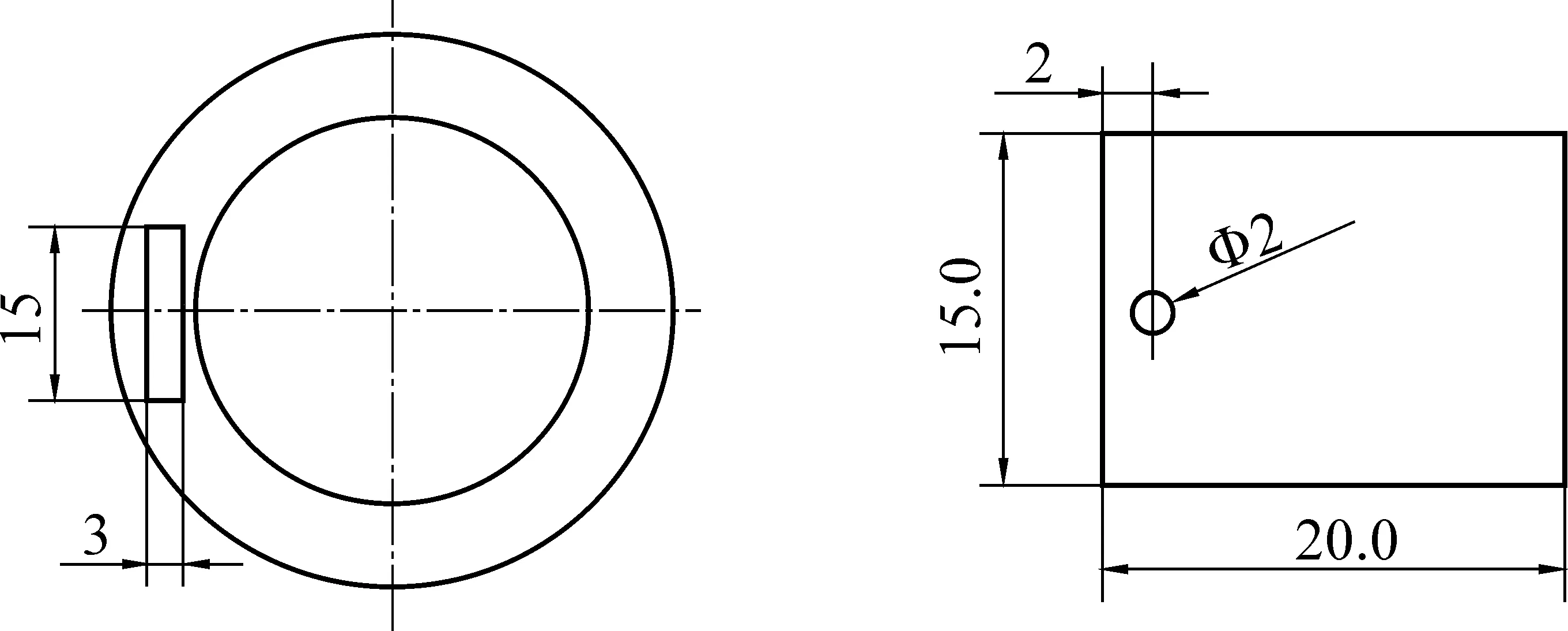
图6 SP2215 钢管试样的切割示意

图7 SP2215 钢管在650 ℃/27 MPa 的蒸汽参数下氧化膜厚度-时间的关系
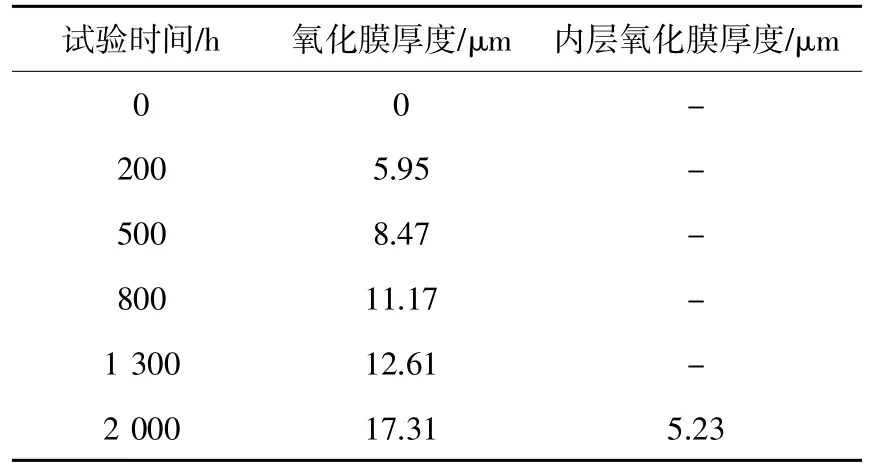
表5 SP2215 钢管在650 ℃/27 MPa 蒸汽氧化条件下的试验结果
采用氧化膜厚度-时间的关系来表征氧化动力学。氧化膜的生长速率与氧化膜的厚度的幂函数成反比,氧化膜厚度越厚,元素通过氧化膜的扩散速率越慢,因此蒸汽过程中氧化膜的厚度与时间的关系按公式(1)进行拟合[8]。
式中h——氧化膜厚度,μm;
Kp——氧化速率常数;
t——氧化时间,h;
n——氧化速率指数,一般而言n≥1。
SP2215 钢管拟合参数显示其在650 ℃/27 MPa蒸汽参数下的氧化速率常数为0.093,氧化速率指数n为2.10。
取SP2215 横截面氧化物(2 000 h)进行元素面分布分析,如图8 所示。由图8 可知SP2215 横截面氧化膜可分为内外两层,外层主要为Fe 的氧化物,内层富含Cr,Ni 富集在氧化膜内层中,Cu 只在氧化膜/基体金属界面局部富集。

图8 SP2215 钢管横截面氧化膜元素面分布(2 000 h)
据相关资料[9],HR3C 抛光面在650 ℃/26 MPa的蒸汽参数下,500 h 氧化膜深度为2~12 μm,1 500 h 氧化膜深度为13~38 μm,该试验材料化学成分为:Si0.43%、Mn1.22%、Ni18.83%、Cr24.5%、Nb0.503%。两个材料短时蒸汽氧化试验表明,SP2215 的抗氧化性能和HR3C 是比较接近的,均表现出较好的抗蒸汽氧化性能,这主要是由于材料中铬含量超过22%时,能够形成致密的富铬氧化膜,使材料保持很好的抗蒸汽腐蚀性能[10]。
3.2 高温持久强度
从Φ50.8 mm×9.24 mm SP2215 成品钢管上取80 件Φ8 mm 的圆柱状试样,依据GB/T 2039—2012《金属材料单轴拉伸蠕变试验方法》,进行650℃、700 ℃高温持久强度评定,采用Larson-Miller参数法对评定钢管现有持久强度试验数据进行外推,结果为:650 ℃10 万h 高温持久强度为126 MPa;700 ℃10 万h 高温持久强度为78 MPa,曲线如图9 所示。
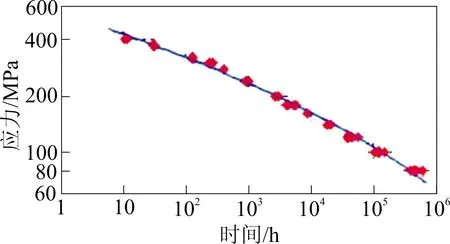
图9 SP2215 无缝钢管Larson-Miller 参数法持久强度曲线
式中P——Larson-Miller 参数;
T——绝对试验温度,K;
C——常数,这里取14.56;
tr——断裂时间,h。
根据宝钢提供的数据[11],HR3C 和S30432 钢管采用等温线法线性外推结果显示,650 ℃10 万h高温持久强度分别为109.3 MPa 和122.1 MPa,700℃10 万h 高温持久强度分别为64.9 MPa 和72.63 MPa;S30432、HR3C、SP2215 钢管高温持久数据对比见表6。从表6 可以看出,SP2215 钢管650 ℃和700 ℃10 万h 的高温持久强度外推数据具有明显的优势,比HR3C 分别高出16.7 MPa 和13.1 MPa,比S30432 分别高出3.9 MPa 和5.4 MPa。
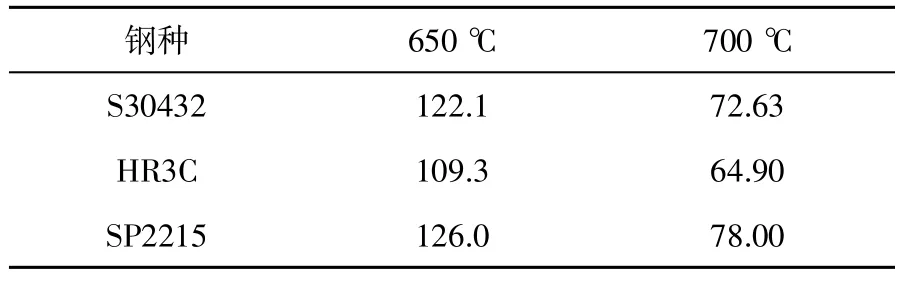
表6 三种材质锅炉管105 h 高温持久强度对比 MPa
3.3 长时时效冲击功及硬度
Φ50.8 mm×9.24 mm SP2215 成品管以及HR3C成品管取样各7 件,在700 ℃下分别保温24,100,500,1 000,2 000,3 000 h。然后制成10 mm×5 mm×55 mm 冲击试样以及硬度试样,试验结果见表7~8,不同时效时间冲击功和硬度变化如图10~11 所示。
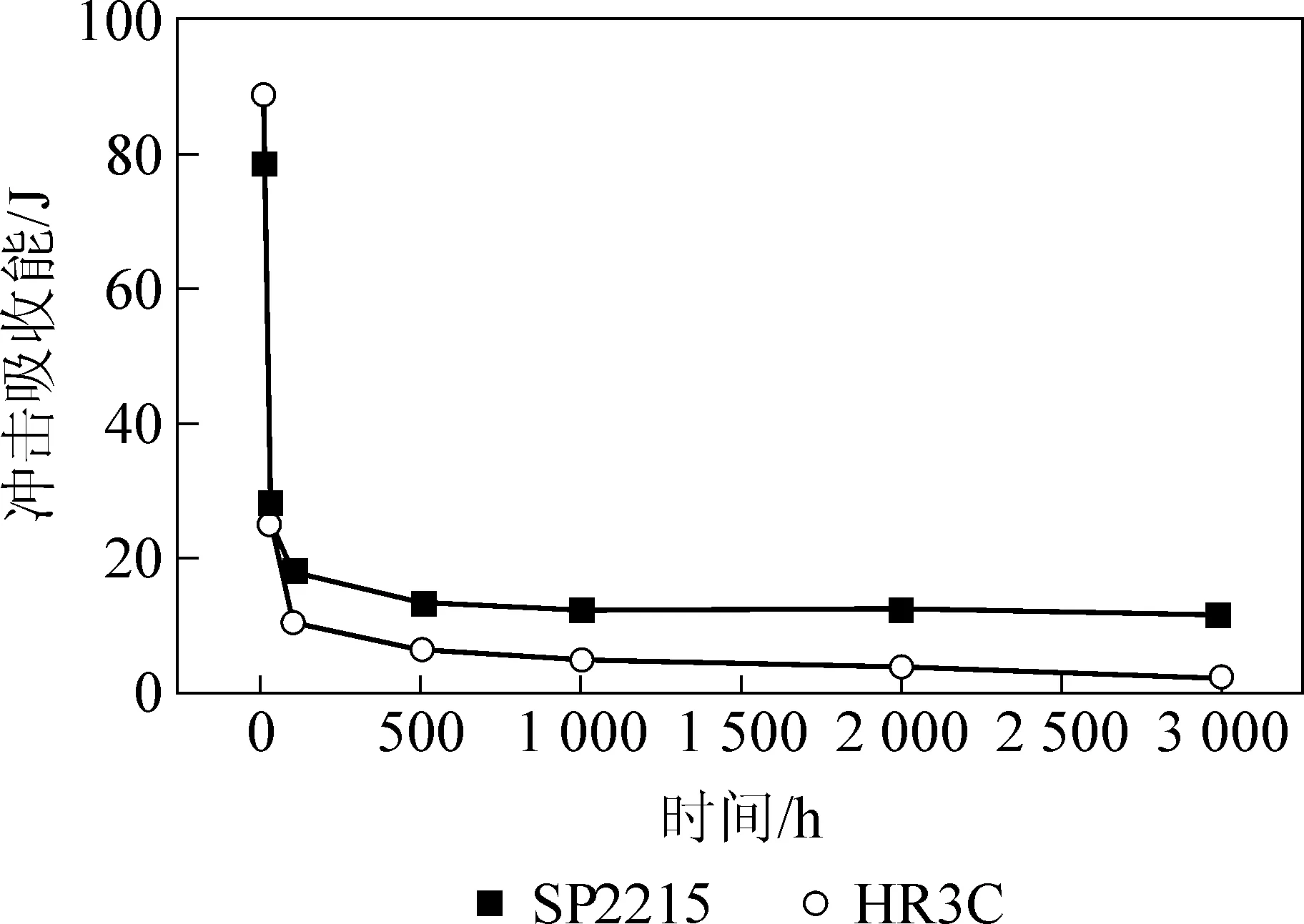
图10 SP2215 和HR3C 不同时效时间冲击功变化
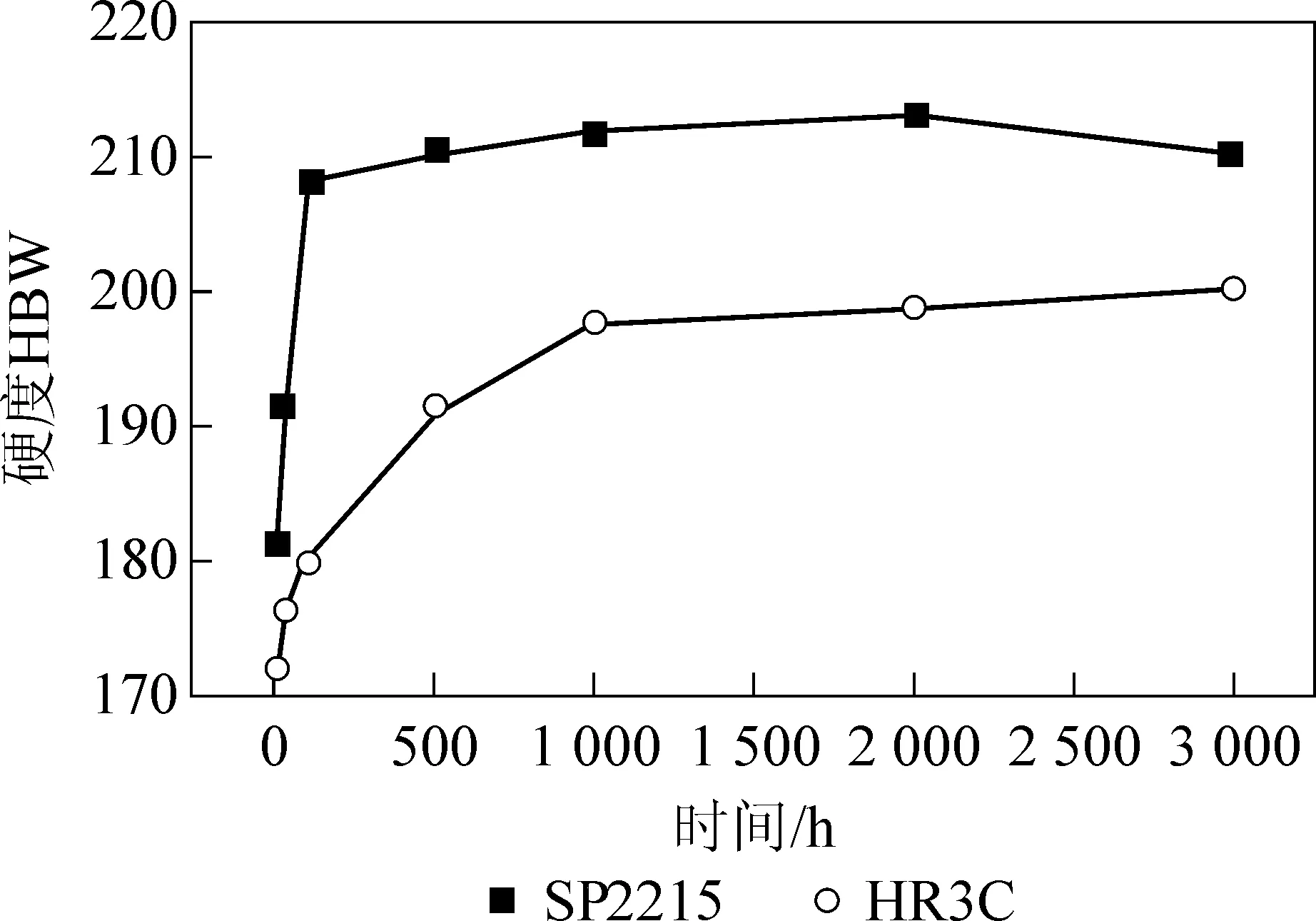
图11 SP2215 和HR3C 不同时效时间硬度变化
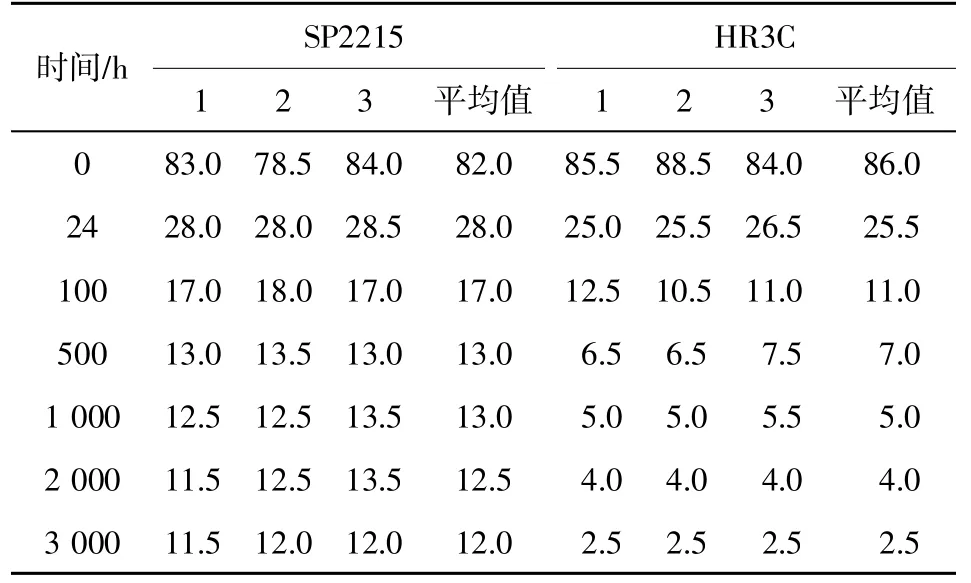
表7 SP2215 和HR3C 成品管试样经700 ℃时效冲击功比较 J
从表7 中可以看出,两种材料交货状态时的冲击功值接近,但随着时间不断增加,SP2215 和HR3C 冲击功值均显著下降,但SP2215 在100 h 时效后冲击功值逐步趋于稳定,到3 000 h 冲击功值仍保持12 J;然而HR3C 一直呈下降趋势,到3 000 h 冲击功值仅2.5 J。从表8 可以看出,700 ℃下两种材料时效处理后,硬度值均有一定上升,SP2215整体硬度值稍高一些。

表8 SP2215 和HR3C 材料700 ℃时效硬度值 HBW
4 结语
(1)生产中SP2215 可采用类似S30432、HR3C 的大生产管坯制造及钢管加工工艺,如此毛管以及成品管成材率比较高。由于合金元素含量差异,SP2215 在原料成本方面比HR3C 有明显优势。
(2)HR3C 热塑性最佳温度1 160~1 220 ℃,SP2215 热塑性最佳温度1 150~1 260 ℃。两者相比,SP2215 高热属性温度区间更宽,断面收缩率RA值显著要高。因此,SP2215 表现出更优秀的热塑性,能更好地适应二辊斜轧穿孔工艺。
(3)采用Larson-Miller 参数法对SP2215 评定钢管现有持久强度试验数据进行外推,650 ℃10 万h为126 MPa;700 ℃10 万h 为78 MPa,比HR3C分别高16.7 MPa 和13.1 MPa,比S30432 分别高3.9 MPa 和5.4 MPa,高温持久强度具有明显优势。SP2215 与HR3C 均有良好的高温抗蒸汽氧化腐蚀和焊接性能。
(4)SP2215 和HR3C 两种材料固溶状态对的冲击功值接近,经700 ℃时效试验,随着时间增加,两者冲击功值显著下降,但硬度值均有一定上升。SP2215 在100 h 时效后冲击功趋于稳定,但HR3C 一直呈下降趋势,到3 000 h 时效后SP2215冲击功为12 J,而HR3C 仅有2.5 J。
(5)SP2215 是具有中国自主知识产权的新型奥氏体耐热钢,综合性能明显优于HR3C,可作为620~650 ℃超超临界电站锅炉用不锈耐热钢材料。
