煤矿振动筛钢簧换装空气减振器应用研究
2023-10-14崔曙光CUIShuguang李晋雄LIJinxiong王军利WANGJunli李永盛LIYongsheng杨彬YANGBin
崔曙光 CUI Shu-guang;李晋雄 LI Jin-xiong;王军利 WANG Jun-li;李永盛 LI Yong-sheng;杨彬 YANG Bin
(①山西潞安矿业(集团)有限责任公司古城煤矿,长治 046000;②太原科技大学,太原 030024)
0 引言
振动筛常用于煤矿以及矿山等行业物料的粒度分级[1-3]。传统振动筛的底座支腿通常采用螺旋钢簧或橡胶钢簧隔振,其刚度、阻尼恒定,在振动筛筛分作业达到共振区间时筛体振动剧增,易倾摆而运行不稳定,严重影响了使用寿命[3-5]。空气减振器具有固有频率低、阻尼大和变刚度等特性,在车辆的悬架系统上得到了广泛应用。
本研究提出了在选煤厂振动筛使用空气减振器隔振的设计方法,并对振动筛和空气减振器力学模型进行研究,对改装方案前后的噪声和共振进行了监测试验。振动筛换装空气减振器可有效衰减振动筛的自由振动,降低作业环境噪声[6-8]。
1 振动筛换装空气减振器改造方案
振动筛原有普通钢簧换装空气减振器系统如图1 所示,详细改造方案为:
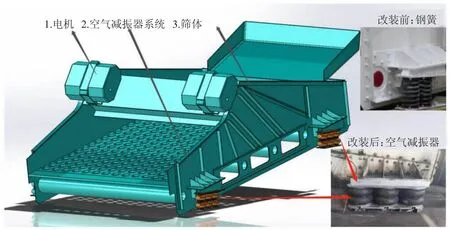
图1 振动筛钢簧换装空气减振器三维示意图
①首先检测现有振动筛底座水平高度,测量其振幅、速度、加速度,确定安装高度,以达到理想的效果,便于安装后的数值比较。
②对振动筛原有普通钢簧的安装位置进行测量,并进行结构参数化设计。对空气减振器的承载性能进行计算分析,对振动筛运动过程中振动频率以及振幅进行测试分析,对改进后的安装位置进行布局设计,设计出选煤厂振动筛采用空气减振器替代钢簧的整体方案。
③选取山西省长治市古城煤矿选煤厂1 台振动筛进行改造,将四个基座的原有钢簧进行拆卸,根据设计计算方案每组基座安装3 个空气减振器,并配备安装恒压控制系统、气源控制系统。
④调试环节将空气减振器充气口连接好进气管,压力调节器,根据所需压力充气,调节其压力值直至使振动筛支脚和空气减振器基座间达到要求的安装操作高度,由于振动筛两端承重不同,可根据用户压力调节器,调节到一定范围的理想高度。
⑤测试试验环节根据试验方案对原有普通钢簧和换装空气减振器的噪声和共振进行测试和对比,评估改装效果。
2 模型建立
为了研究振动筛振动原理及振动频率,建立了振动筛二自由度动力学模型及带附加气室的空气减振器力学模型。
2.1 振动筛二自由度动力学模型
根据振动筛结构特征,综合考虑激振力以及空气减振器系统的弹性力和阻尼力,可以得到振动筛二自由度动力学微分方程[9]:
上式中,M 为振动筛质量;cx,cy为空气减振器系统在水平、垂直方向的等效阻尼;kx,ky为水平、垂直方向等效刚度;m 为一组偏心块的质量;e 为偏心块的偏心距;δ 为振动筛振动方向角;ω 为偏心块的转动角速度;t 为时间。
2.2 带附加气室的空气减振器力学模型
如图2 所示是带有附加气室的空气减振器,中间通过管道联通,并加装节流孔A,空气减振器安装在振动筛下振动变形过程中,主、附气室会产生压力差,其节流孔在阻尼作用下会吸收部分能量。
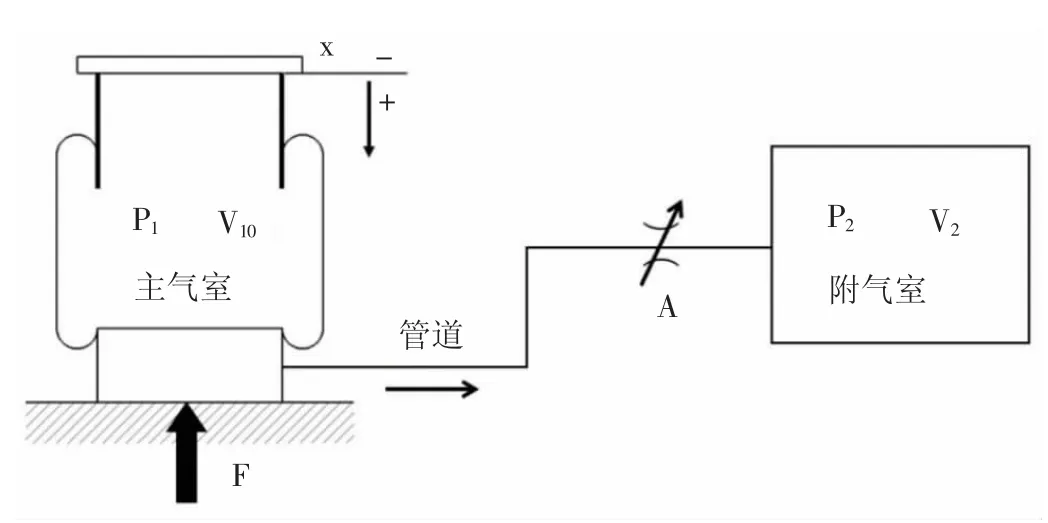
图2 带附加气室的空气减振器力学模型
假设空气减振器微振动变形,初始主气室体积V10,微小变化量dV1,主、附气室压力变化为 p0+dp1和 p0+dp2。可得两气室的多变过程[10]:
式中:V2——附加气室容积;
γ——空气密度;
q——流过节流孔的空气质量。
利用Talor 级数将式(2)、(3)展开,并简化二次以上微量得:
自标准状态变形x 后,空气钢簧上产生的恢复力为
由式(4)~(6)可得
式中:η——主气室体积与附加气室体积之比;
d——节流孔直径。
3 空气减振器振动试验方案
为验证振动筛换装空气减振器的可行性及优势,特对其噪声和振动进行换装前后的测试试验,如图3 所示。振动筛在使用中,技术人员现场用噪声声级仪和振动测试仪进行测量。技术人员每日随机时间采集噪声和振动2 次,连续采集5 日统计采集结果。分别采集钢簧更换前钢簧噪声和振动,以及换装空气减振器后的噪声和振动。

图3 振动筛换装空气减振器试验系统
3.1 振动筛运行过程噪声测试结果
表1 为技术人员采集噪声统计结果。根据数据发现换装空气减振器后振动筛整体噪声低于原有的普通钢簧噪声。振动筛启停和运行过程中的平均噪声在83.2dB~86.6dB 之间,而普通钢簧的平均噪声在92.8dB~109.3dB。普通钢簧的最大噪声达到了115dB,达到永久损害听觉的噪声水平。振动筛换装空气减振器噪声下降幅度较大,更有利于现场作业人员。
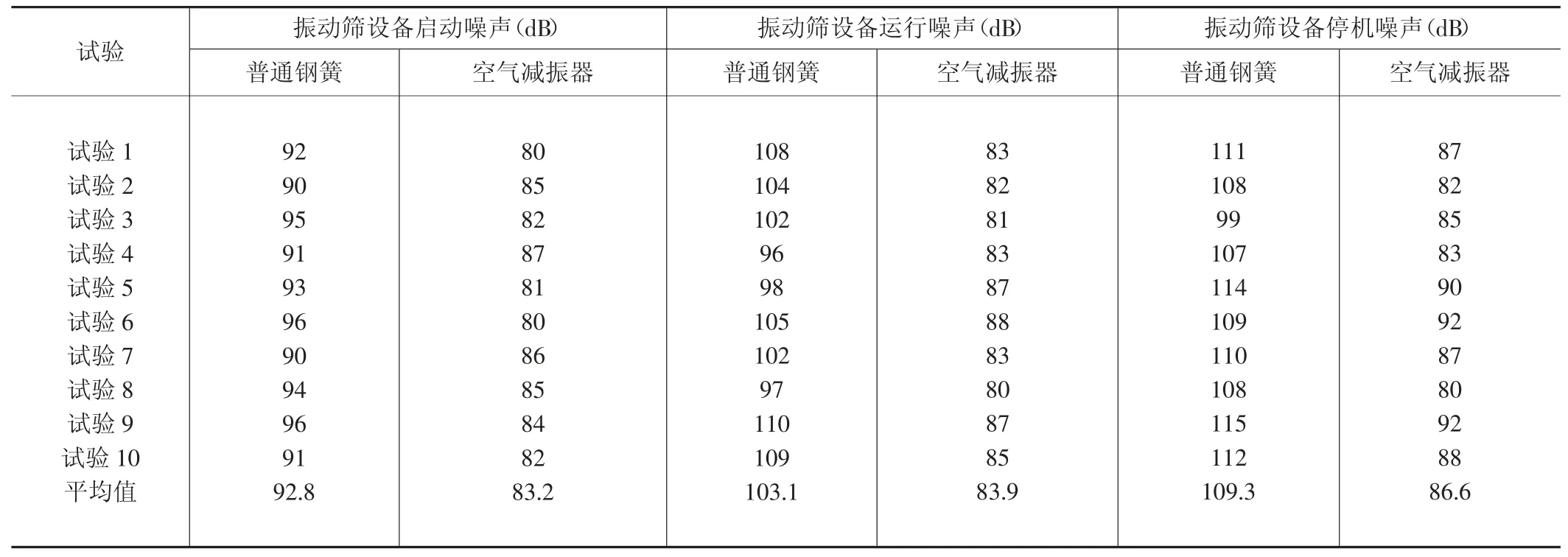
表1 振动筛运行过程噪声测试对比
3.2 振动筛运行过程共振测试结果
表2 为技术人员采集共振统计结果。根据数据可知空气减振器共振幅度较低,总体平均值在1.09mm/s~1.864mm/s 之间,而普通钢簧的平均值在5.129mm/s~7.173mm/s 之间,普通钢簧的共振远大于空气减振器。振动筛共振会导致地面裂缝,振动筛体损坏,降低振动筛使用寿命等危害,因此换装空气减振器可提高振动筛使用寿命。
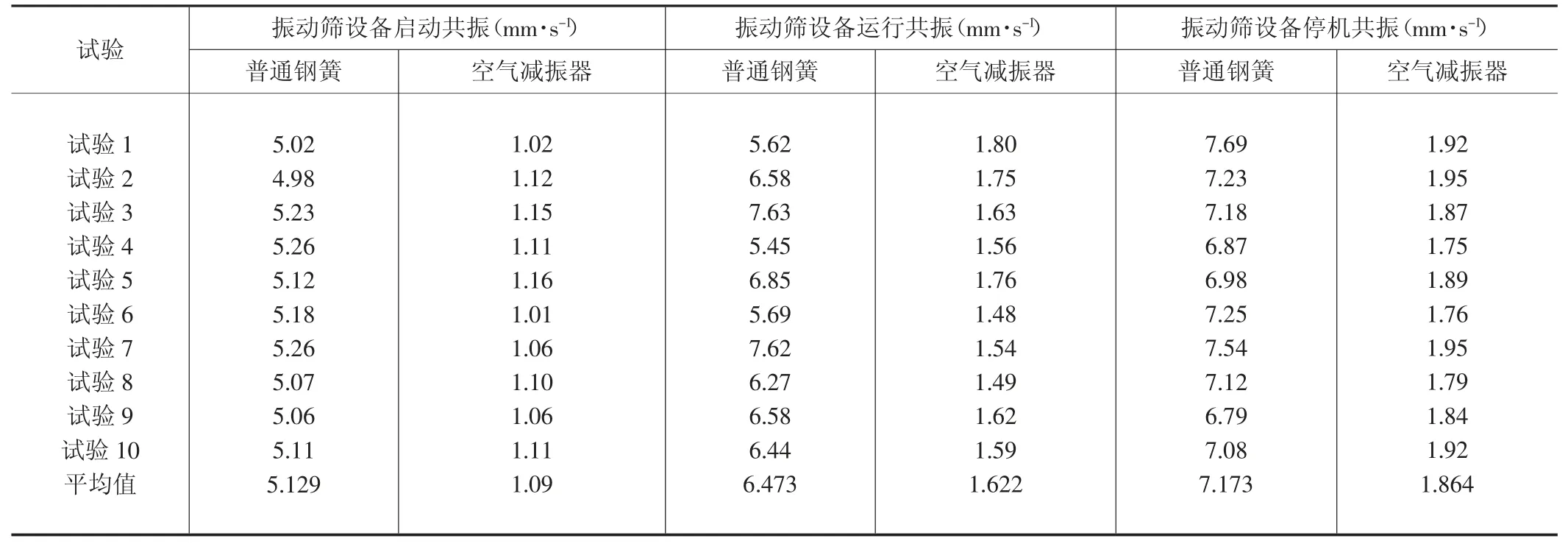
表2 振动筛运行过程共振测试对比
4 结论与讨论
本论文对煤矿振动筛钢簧换装空气减振器进行方案设计,并通过对换装前后的噪声和共振进行测量试验观测,得出如下结论:
①煤矿振动筛钢簧换装空气减振器方案可行,带有附加气室的空气减振器中的节流孔可产生较大阻尼,能有效衰减振动筛的自由振动,降低共振区振幅、动荷载过大和振动筛体严重倾摆的问题。
②空气减振器可有效降低振动筛启停和运行噪声,平均噪声在83.2dB~86.6dB 之间,更有利于保护现场作业人员的听力。
③空气减振器的共振平均值在1.09mm/s~1.864mm/s之间远低于普通钢簧的5.129mm/s~7.173mm/s,可有效降低出现地面裂缝和振动筛体的损坏频次,提高振动筛使用寿命。
