平台结构对接接头焊接变形预测及控制方法的研究
2023-10-13杨心怡沙赪珺张海燕
杨心怡,沙赪珺,张海燕
(1.江苏科技大学苏州理工学院 江苏 张家港 215600;2.招商局金陵(南京)股份有限公司 江苏 南京 210000)
随着当今技术的不断发展,现代平台趋于超大型和多功能,在平台的建造中,焊接工艺的使用至关重要[1]。半潜式平台结构特殊、复杂,平台内的特殊结构大多由高强度厚板组成,主要通过焊接技术,实现各结构之间的连接。焊接作为一种可靠、高效的连接工艺,已被广泛应用于各个工业领域,尤其是在船舶与海洋结构物的施工过程中。与其他加工工艺相比,焊接技术具有生产效率高、劳动条件好、结构强度高的优点。
但在焊接过程中和焊接后,焊接变形和应力作为基本的力学响应不可避免地会发生。焊接变形会对焊接结构的制造精度、强度性能和其他方面产生许多负面影响。在实际生产操作中,通常运用焊后矫正来减少焊接变形。然而,这种方法不仅影响施工周期,耗费大量人力和财力,还可能对焊接部件造成损坏。因此,预测和控制平台内典型对接接头的焊接变形,将对平台上特殊结构的施工质量及进度和精度控制产生巨大影响。
预测焊接变形的方法主要有实验方法、分析方法和数值模拟方法。对接接头是船体结构中一种典型的接头形式。本文利用有限元软件对对接接头开V 形坡口时的焊接变形进行了数值模拟,为平台上特殊结构的焊接变形预测和控制提供了有效的基础数据[2]。
1 数值计算方法
1.1 大变形理论
对于焊接失稳变形的行为,是一种力学的非线性响应,必须要用到位移和应变关系的方程式来描述其变形的几何特征。如果变形是很小的时候,则应变作为位移的线性方程给出,即小变形理论,如公式(1)前面的一阶项;当变形较大的时候,应变必须作为位移的非线性方程给出,即格林-拉格朗日(Green-Lagrange)应变方程,如公式(1)所示。从应变公式可以看出,前面的一阶项表示的是线性响应,二阶项则表示的是高阶响应,非线性项对于大变形理论是必不可少的[3]。
式(1)中,εx、εy、εZ是X、Y、Z 方向的格林—拉格朗日正应变;γxy、γyz、γyz是x-y、y-z 和z-x 平面的剪应变;u、v、w 分别是x、y、z 方向的位移。
1.2 热弹塑性有限元方法
本文采用热弹塑性有限元方法对平台中的典型对接接头进行了分析。
焊接接头的热弹塑性有限元分析(TEP)主要考虑热传导和弹塑性力学。其中,热过程在之后的受力过程中起着决定性的作用。因此,使用非耦合公式来分析焊接过程中的热力学行为,然后考虑材料传热形成的温度场和其他物理性质对应力和变形的影响。
热弹性有限元法的分析过程主要分为两个步骤:(1)利用热传递理论对整个瞬态温度场进行分析计算;(2)将计算得出的瞬态温度分布作为热载荷应用于随后的应力分析,并计算焊接残余应力、塑性应变和位移[4]。如图1 所示,是整个热弹性有限元方法(TEP)的分析流程图。
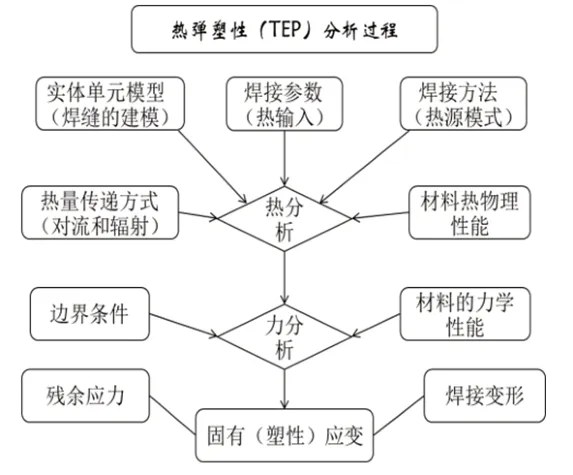
图1 热弹塑性(TEP)分析流程图
2 有限元模型的建立
2.1 材料属性
本文中以20mm 厚的EH36 高强度钢板为研究对象,该材料的化学成分及力学性能参数如表1 和表2 所示。图2 是EH36 材料热物理性能参数。
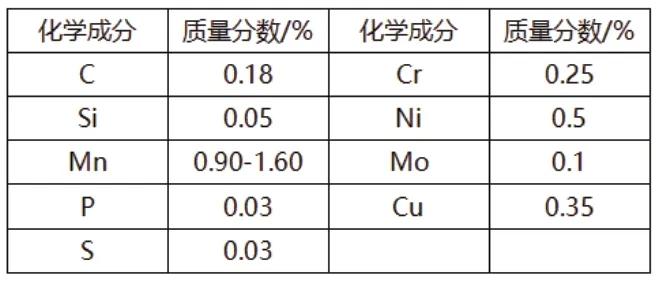
表1 EH36 钢板化学成分

表2 EH36 钢板力学性能

图2 EH36 材料热物理性能参数
2.2 有限元建模
本文主要以EH36 船用高强钢 (200 mm×300 mm×20 mm)制作的平板对接焊为研究对象。为保证全焊透,开40°V 型坡口,焊接过程分5 层填充坡口,焊道布置如图3 中(a)所示。根据焊件尺寸、坡口形式和焊缝布置,在Patran 中建立了焊件的几何模型。考虑到计算的准确性和效率,为了保证整个焊接结构网格划分的合理性,采用了非均匀有限元网格划分。焊缝和焊缝附近区域的网格相对密集,而远离焊缝区域的网格尺寸对计算的影响较小。因此网格划分比较粗糙,如图3 中(b)所示。
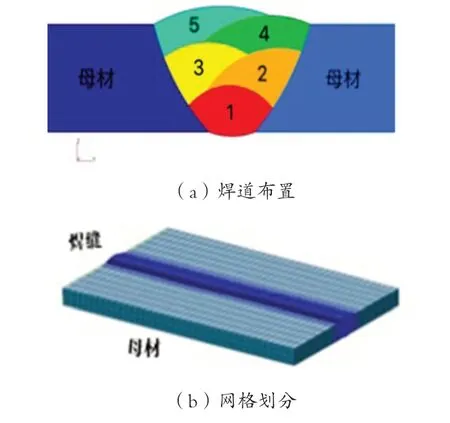
图3 有限元模型
3 数值模拟计算结果
根据船厂的实际焊接参数,对厚板进行对接焊,焊接具体参数如表3 所示。
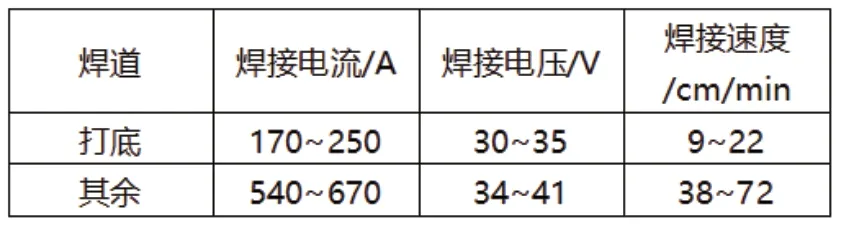
表3 焊接参数
为了研究厚板对接焊的焊接接头焊接后的面外变形情况,主要考虑沿焊缝方向和垂直于焊缝方向上的面外变形情况,绘制焊接后的变形曲线图,如图4 所示。其中,(a)为沿焊缝方向钢板的面外变形曲线,(b)为垂直于焊缝方向的钢板的面外变形曲线。
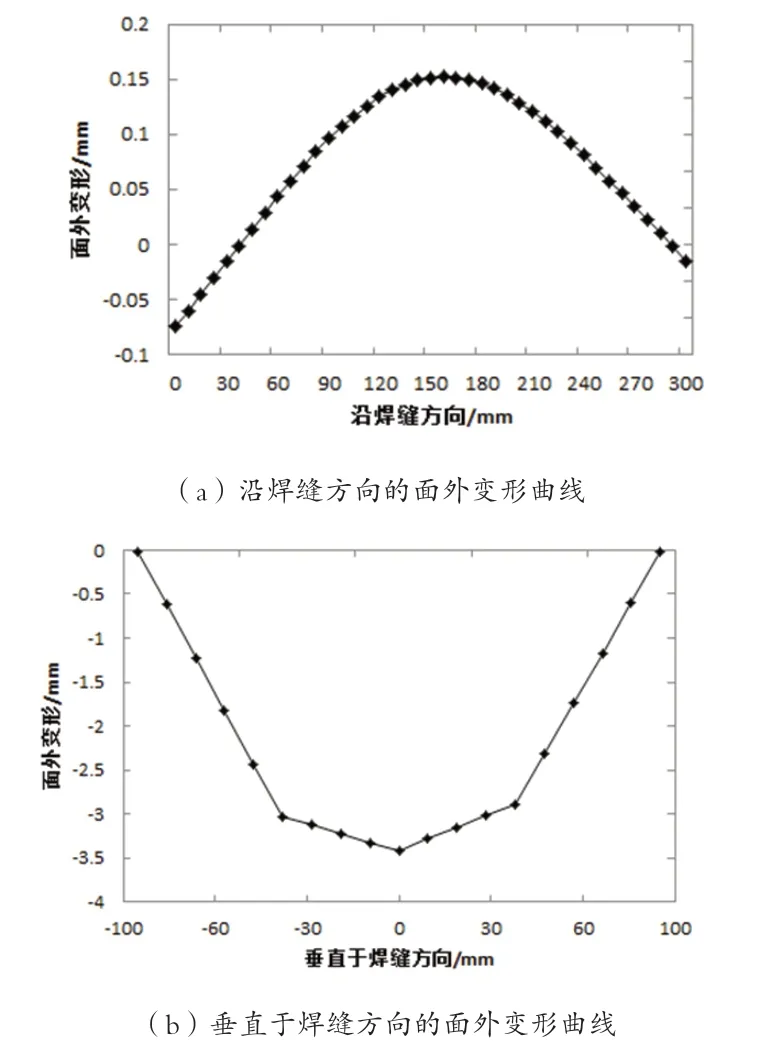
图4 变形曲线
观察图4 中的(a)曲线图和(b)曲线图可知,钢板沿焊缝方向的焊接变形为两边向下,中间部分凸起,垂直于焊缝方向的焊接变形为中间部分凹陷。可知,焊接变形的最小值都处于钢板的边缘部分,最大值都处于钢板的中间部分,符合实际生产过程中的变形趋势。
4 控制焊接变形的方法
焊接变形会对焊接结构的制造精度、强度性能和其他方面产生许多负面影响。有必要采取一定的措施来控制焊接变形,提高焊接质量。一般来说,焊接变形可以从以下几个方面进行控制[5]。
(1)良好的设计方案
良好的设计方案是控制焊接变形和确保构件截面尽可能对称的先决条件。一般来说,合理安排焊缝位置、减少焊缝数量、减少焊缝横截面积、选择合理的坡口形式等方法可以有效地减少焊接变形。
(2)合理的焊接工艺
在焊接过程中,线性能量的选择是非常重要的。输入线能量越大,所带来的焊接变形就越大。一般情况下,选择低电流多道焊来代替单程焊方法。将容易变形的连续焊接改为退焊、交错焊、分中对称焊等,可以有效减少焊接变形。选择合理的焊接工艺可以有效地控制焊接变形。这种方法在实际生产过程中也很常见。
(3)反变形方法
在生产实践中,经常采用反向变形的方法来控制焊接变形,达到减少焊接变形的目的。反向变形法是指现场工人在焊接前根据以往经验对焊接结构构件进行变形的过程。施加的变形方向应与焊接结构部件中发生的变形方向相反,从而抵消焊接变形的一部分。
5 结论
半潜式平台结构特殊复杂,主要采用焊接技术完成各部件之间的连接。因此,研究对接焊在其中的应用对施工的质量、安全和施工周期具有极其重要的意义。本文以平台特殊结构中广泛使用的20mm EH36 高强钢板为研究对象。选择其对接焊接接头,预测其焊接变形,为实际生产过程中焊接变形的预测和控制提供理论指导;选择合适的控制变形方法,确保平台的焊接质量和安全性能。
