KLS-2 薄板式滚筒烘丝机干燥过程调节模式的研究
2023-10-13余东万宇超周翠江徐志强纪多敏徐武剑
余东,万宇超,周翠江,徐志强,纪多敏,徐武剑
(江西中烟工业有限责任公司广丰卷烟厂,江西 广丰 334600)
在卷烟加工过程中,烘丝工序是制丝生产过程中的关键工序,主要工艺任务是对烟丝进行干燥处理,对来料叶丝(湿物料)进行“脱水”的过程,通过此过程使出料叶丝(干物料)的含水率降低以达到卷烟品牌工艺规范的要求。其不仅提高了叶丝的填充能力和耐加工性,还有助于彰显卷烟的香气风格,改善感官舒适性,实现了叶丝感官质量和物理质量的协调统一,故烘丝工序对卷烟感官质量具有重要影响。目前,国内卷烟厂所使用的薄板式滚筒式烘丝机多为HAUNI 公司生产,KLS-2 型薄板式滚筒烘丝机作为新一代产品,其结构布局和加工能力对比传统KLD-2 型都进行了优化和改进。因此,针对KLS-2 型薄板式滚筒烘丝机生产过程中调节能力的研究需求,本文围绕烘丝机调节模式的工作原理、调节逻辑和控制流程,研究调节模式对物料干燥过程稳定性和干头干尾量的影响。通过对设备参数“预热温度”和“除水标准工作点”进行梯度测试,对比分析得出2 种调节模式各自的优缺点,为烘丝工序过程稳定性控制和烟丝质量保障提供技术支撑。
1 KLS-2 薄板式滚筒烘丝机的设备研究
1.1 滚筒烘丝机结构
烟KLS-2 滚筒烘丝机结构如图1 所示,设备主要由滚筒单元1、阀门管件柜2、机架3 部分组成。
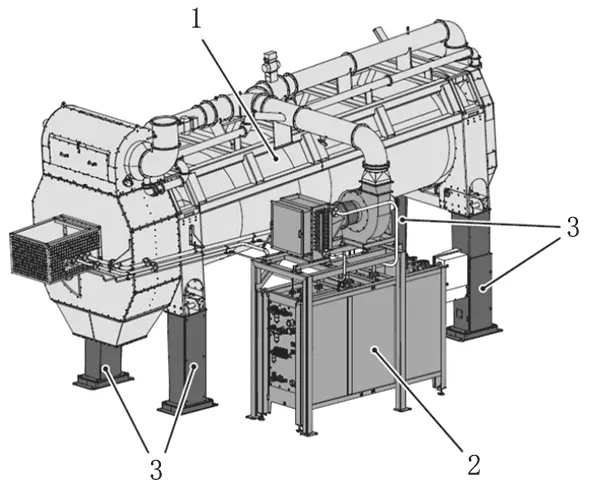
图1 KLS-2 滚筒烘丝机结构图
其中滚筒单元的热空气管路分为4 条,管路1 为排潮除尘管路,废气经卸料侧上旋转的筛分滚筒及后面的管道,经由过滤器排入大气,借助排气管道中的风门可可实现自动调节废气流量,从而调节卸除罩内的负压力。管路2 和管路4 分别是出料端和进料端的密封管路,从主气流中分支出的密封空气使出入口罩板和干燥筒之间的密封腔内形成过压,以防止滚筒内湿热气体外溢。管路3 一分为二,一部为工艺热风,从入口端顺着烟丝流动方向流过滚筒,其间通过对流方式将热量传递给烟丝并带走水分;另一部为次级热风,从出口端流入筛分滚筒箱,目的是阻止废气在排气管道和滤尘器中因冷却而产生结露。
1.2 滚筒烘丝机工作原理
叶丝通过振槽输送进入滚筒烘丝机内。滚筒烘丝机主要由热风及滚筒筒壁翻炒来实现干燥目的,滚筒壁上安装有热交换板,可完成对烟丝的加热和翻动,使得烟丝可充分受热膨胀并将叶丝内部分水分蒸发,烘丝机入口管路的工艺热风也可以实现加热叶丝,蒸发叶丝内部分水分的作用,还可以实现带走筒内高温高湿的潮气,将烟丝干燥过程中产生的水汽排出。KLS-2 滚筒烘丝机作为两段式烘丝机,在烘丝方式上有两种调节模式可供选择,其一是固定热风温度,利用筒壁温度上下浮动调节出料水分;其二是固定筒壁温度,利用热风温度上下浮动调节出料水分。这两种烘丝控制模式的热风风速(风量)是固定不变的,热风风门开度根据风速设定值自动调节,排潮风门开度根据排潮负压设定值自动调节。
1.3 滚筒烘丝机的运行状态
预热状态:在“自动”状态下,点击“启动”或“预热”按钮,烘丝机进入预热状态。预热状态分为阀门测试阶段、压力成形阶段和预热阶段。在压力成形阶段结束后,滚筒壁温度调节装置被开通,在一段规定的匀变时间内,筒壁温度的额定值将从滚筒壁温度的当前实际值均匀上升至配方中预设的额定值,并保持该值。滚筒以9 转/分钟运行,排潮风机运行,循环热风风机高速运行;热交换器调节阀打开并开始PID 调节,新风系统的热交换器调节阀打开开始PID 调节。
待机状态:随着预热阶段的结束,烘丝机切换至待机运行阶段,并允许将烟丝输入烘丝机内。尾料阶段结束后也会自动切换为待机运行阶段,这样烘丝机的滚筒壁可以保持温度并节省能源。
启动状态:当入口水分仪检测到水分大于某个值后,烘丝机前的烟丝识别装置识别到烟丝,经过一段给定的延迟时间后,烘丝机由待机运行阶段切换至起动阶段,此阶段烘丝机为“前馈控制”。
生产状态:当出口水分仪检测到水分大于某个值后,经过一段给定的延迟时间后,从启动阶段切换至生产阶段。在生产阶段,烟丝出口水分调节装置MIC 被激活,并切换到滚筒壁温度调节器TIC 上,作为主导调节装置(级联)。烟丝水分的额定值在配方中预设,此阶段烘丝机为“前馈+反馈控制”。
尾料状态:当入口水分仪检测到水分小于某个值后,烘丝机前的烟丝识别装置识别不到烟丝,在一段延迟时间后,烟丝薄层的尾端到达滚筒入口,由生产阶段切换到尾料阶段。
冷却状态:当生产结束后,烘丝机进入冷却状态。在冷却阶段滚筒转动,但烘丝机中没有热能输入,滚筒慢慢冷却。冷却阶段的持续时间同样在设备参数中给定。在该时间结束后,冷却阶段通过关闭滚筒驱动装置自动结束。在冷却结束后,滚筒提升装置启动,升起滚筒,以使工作轮卸载。
2 KLS-2 薄板式滚筒烘丝机干燥过程调节模式的研究
2.1 “筒壁温度调节”调节逻辑和控制流程
筒壁温度调节模式的调节逻辑为固定热风温度,利用筒壁温度上下浮动调节出料水分,信号输入端为红外水分仪、电子皮带秤;执行端为PID 调节器、执行器、蒸汽喷入气动薄膜阀;输出端为压力变送器换算筒壁温度。控制流程如图2 所示。
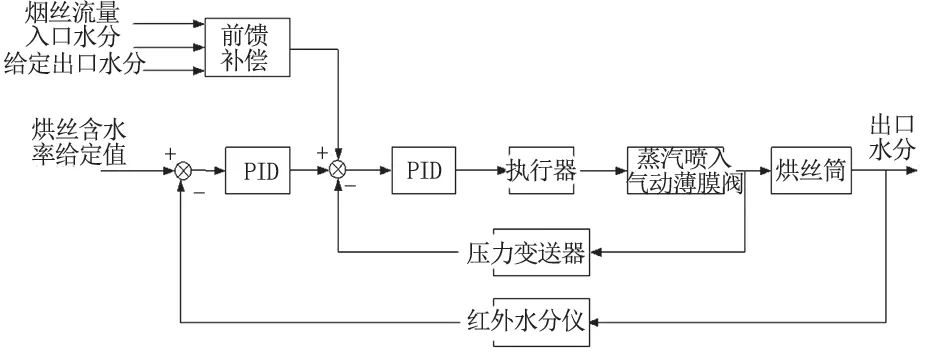
图2 筒壁温度控制流程图
2.2 “热风温度调节”调节逻辑和控制流程
热风温度调节模式的调节逻辑为固定筒壁温度,利用热风温度上下浮动调节出料水分,信号输入端为红外水分仪、电子皮带秤;执行端为PID 调节器、执行器、加热蒸汽阀;输出端为温度变送器换算热风温度。控制流程如图3 所示。

图3 热风温度控制流程图
3 KLS-2 薄板式滚筒烘丝机干燥过程各调节模式控制能力的研究
3.1 “除水标准工作点”设置梯度测试
以庐山(黄精品)牌号卷烟作为研究对象,通过保障生产过程中环境条件一致性,确保Sirox 入口水分的一致,达到标准入口水分20.3%±0.5%要求,分别启用“筒壁温度调节”模式(固定热风温度100±2℃,允许筒壁温度自主调节)和“热风温度调节”模式(固定筒壁温度142±3℃,允许热风温度自主调节),使出料水分达到工艺规范12.5%±0.5%的要求。设置滚筒烘丝机工艺参数“除水标准工作点”值呈梯度变化——高于实际值、实际值一致及低于实际值3 个梯度,记录生产过程中SD值、非稳态时间和干头干尾量。(每一梯度至少测试3批)。得到数据如表1 和表2 所示。

表1 筒壁温度调节模式下“除水标准工作点”梯度测试数据
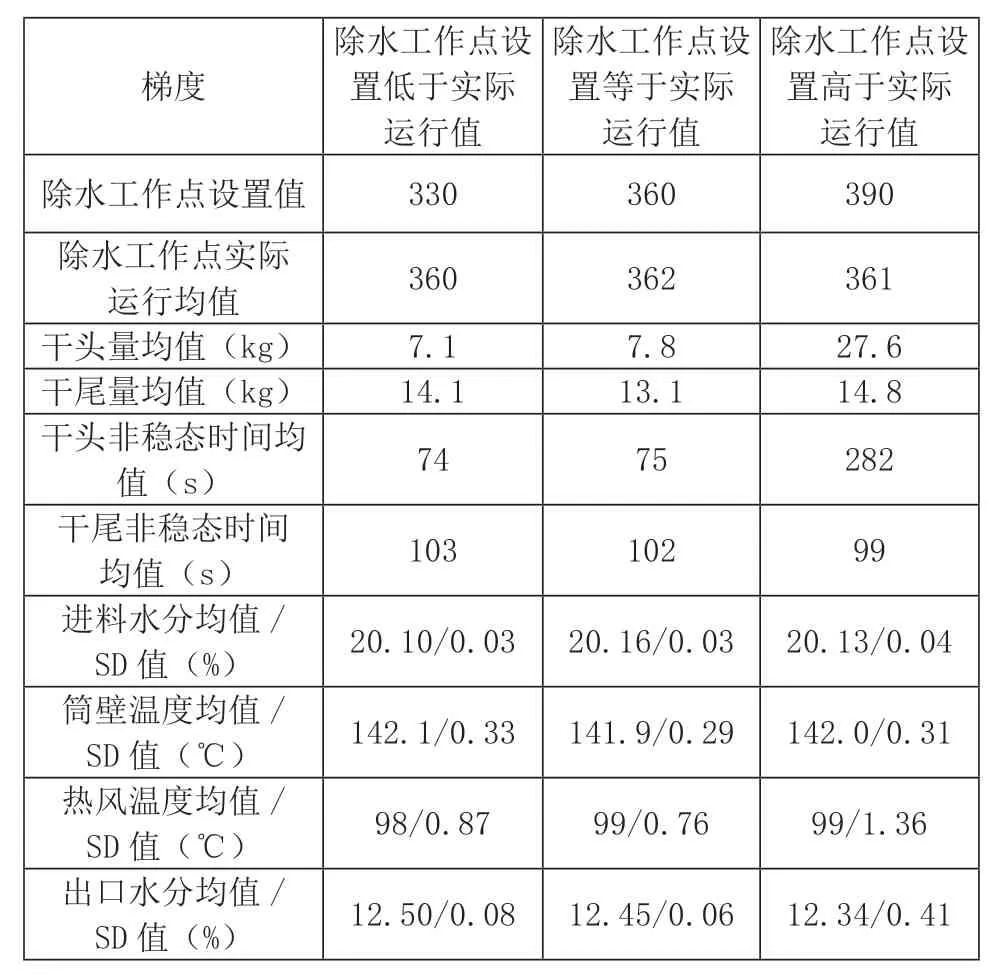
表2 热风温度调节模式下“除水标准工作点”梯度测试数据
由上表1 和表2 知,KLS-2 薄板式滚筒烘丝机在生产庐山(黄精品)牌号过程中,针对“除水标准工作点”的梯度测试,“设定除水标准工作点低于实际运行值”的干头干尾量和非稳态持续时间基本与“等于实际运行值”保持一致,而在“高于实际值”时,则出现干头干尾量、非稳态持续时间和出口水分SD 值均大幅增加的情况。说明KLS-2 滚筒烘丝机的自主调节能力有偏向性——筒内温度上升速度比下降速度快,且KLS-2 滚筒烘丝机的筒壁温度调节模式比热风温度调节模式对叶丝物料料头阶段的调节更迅速,调节能力较强。因此,设定除水标准工作点略低于实际运行值,可有效降低烘丝过程中的干头干尾量,提升过程稳定性。
3.2 “预热温度”设置梯度测试
以庐山(新)牌号卷烟作为研究对象,通过保障生产过程中环境条件一致性,确保Sirox 入口水分的一致,达到标准入口水分20.8%±0.5%的要求,分别启用“筒壁温度调节”模式(固定热风温度100±2℃,允许筒壁温度自主调节)和“热风温度调节”模式(固定筒壁温度148±3℃,允许热风温度自主调节),使出料水分达到工艺规范12.5%±0.5%的要求。设置滚筒烘丝机工艺参数“预热温度”值呈梯度变化——高于生产温度3℃,与生产温度相同,低于生产温度3℃。记录生产过程中SD 值、非稳态时间和干头干尾量。
由表3 和表4 可知,KLS-2 薄板式滚筒烘丝机在生产庐山(新)牌号过程中,针对“预热温度”的梯度测试,“预热温度为145℃”的干头干尾量和非稳态持续时间基本与“预热温度为148℃”保持一致,而预“热温度为151℃”时,则出现干头干尾量、非稳态持续时间和出口水分SD 值大幅增加的情况。再次说明KLS-2 滚筒烘丝机的自主调节能力有偏向性——筒内温度上升速度比下降速度快,且KLS-2 滚筒烘丝机的筒壁温度调节模式比热风温度调节模式对叶丝物料料头阶段的调节更迅速,调节能力较强。因此,设定预热温度略低于实际运行值,可有效降低烘丝过程中的干头干尾量,提升过程稳定性。

表3 筒壁温度调节模式下 “预热温度”梯度测试数据
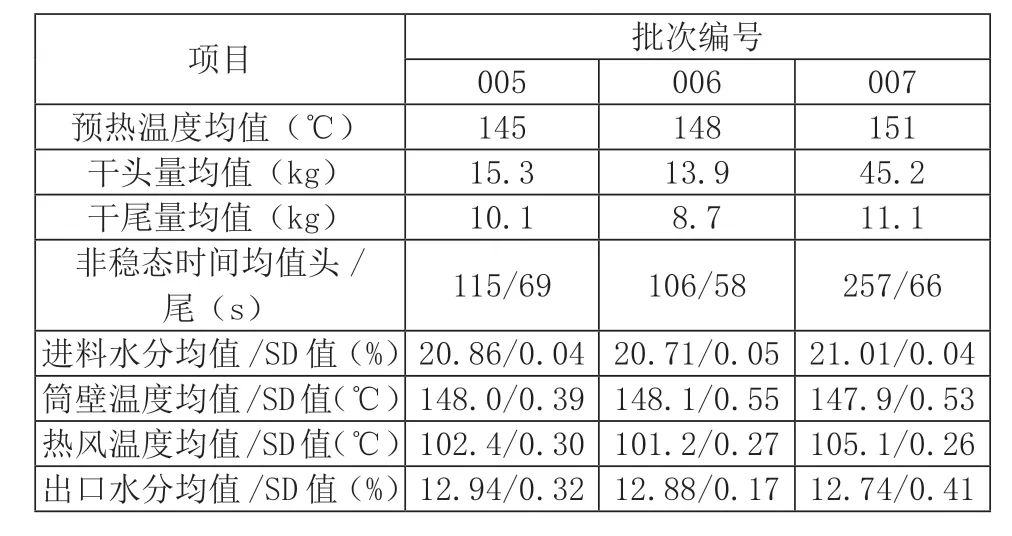
表4 热风温度调节模式下“预热温度”梯度测试数据
3.3 对比分析
如表5 所示,KLS-2 薄板式滚筒烘丝机在“筒壁温度控制模式”下,其料头控制干头干尾量、非稳态持续时间和出口水分SD 值都优于“热风温度控制模式”下,说明KLS-2 滚筒烘丝机在“筒壁温度控制模式”下生产加工过程的稳定性更高,设备自动化调节能力反馈更迅速,调节效果更显著,非稳态持续时间更短,过程更容易进入稳态。

表5 筒壁温度和热风温度调节模式稳定性对比
4 结语
(1)KLS-2 滚筒烘丝机的自主调节能力有偏向性——筒内温度上升速度比下降速度快,可针对此特点,在生产过程中烘丝工序来料水分和来料流量不变的情况下,将设备参数“除水标准工作点”和“预热温度”设置值略低于标准值,可有效降低干头干尾量,减少生产过程中非稳态持续时间,提升烘丝过程的稳定性。
(2)KLS-2 滚筒烘丝机的筒壁温度调节模式比热风温度调节模式调节效果更为迅速有效,且稳定性更高,调节能力更强。
