装配式护轮坎技术在钦州港大榄坪项目中的研究与应用
2023-09-28张小波董温峰张泽薪
张小波,董温峰,张泽薪
(中交一航局第五工程有限公司,河北 秦皇岛 066002)
0 引言
护轮坎属于码头工程的附属设施,为防止码头上行驶车辆不慎落水,同时给站在码头前沿的人以安全感而设置。综合护轮坎的使用需求,结合交通运输部颁布的《水运工程施工标准化建设指南施工工艺篇码头工程》[1]中的护轮坎推荐工艺,钦州港项目部积极与设计沟通联系,并得到确认,在满足码头使用要求的情况下,可将现浇护轮坎施工工艺调整为装配式护轮坎工艺。该工艺易于提高护轮坎几何尺寸加工精度、预埋件安装精度、保护层厚度合格率,解决现浇护轮坎存在的顺直度差、错牙、漏浆等问题[2]。
1 工程概况
钦州港大榄坪港区大榄坪南作业区9 号、10号泊位工程为2 个新建10 万吨级自动化集装箱泊位,泊位总长度783 m,年设计吞吐能力为161万TEU。护轮坎位于现浇胸墙前沿,呈直角梯形,海侧混凝土为斜坡面,护轮坎长度共计783 m,为C40 混凝土,混凝土方量37.97 m3[3],码头护轮坎断面图见图1。
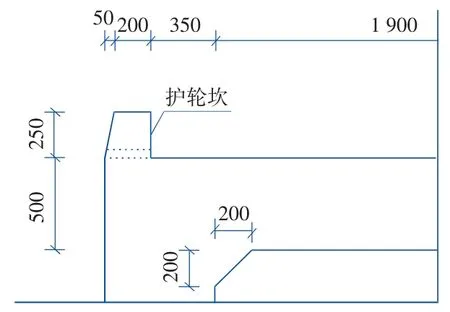
图1 护轮坎结构断面图(mm)Fig.1 Cross-sectional view of the rail guard structure(mm)
2 实施重难点分析
1) 护轮坎预制截面为异形,预制模板样式决定预制质量及预制效率,护轮坎预制需提前做好模板设计。
2) 由现浇护轮坎工艺调整为装配式护轮坎工艺,装配式护轮坎安装需满足码头使用要求。
3) 在限制场区内,预制护轮坎满足设计强度后方可进行拆模移运,为最大限度提高预制模板周转施工效率,需重点考虑在短时间提高混凝土养护效果。
4) 护轮预制完成后,人力手工移运工作强度大,需考虑实现移运轻量化,减少人工工作强度,提高工作效率。
5) 护轮坎安装标高控制是实现护轮坎外观质量的关键,实现护轮坎精确调节是护轮坎安装的重难点。
6) 安装后的护轮坎表面处理应能实现表观质量提升。
3 实施要点
3.1 护轮坎加固安装形式确定
装配式护轮坎加固采用螺栓锚固工艺,底部设置梯形变截面,通过截面抗剪,提高护轮坎稳固性。
现浇胸墙面层施工期间提前预埋护轮坎锚固螺栓,预埋螺栓穿过护轮坎内预留ϕ42 钢管(带圆头焊钉)螺母拧紧加固。
锚固螺栓使用30 mm 钢管+异形木板做定位架,钢管间距1 m,通过50 mm 长自攻钉与木板连接,再通过50 mm 长M8 螺栓与前沿护边角钢连接加固。异形模板单块长度2 m,间距0.5 m 开直径25 mm 孔。护轮坎预埋锚固螺栓通过异形模板预留孔进行定位,螺栓直径22 mm,长度445 mm。异形模板定位架断面图见图2。
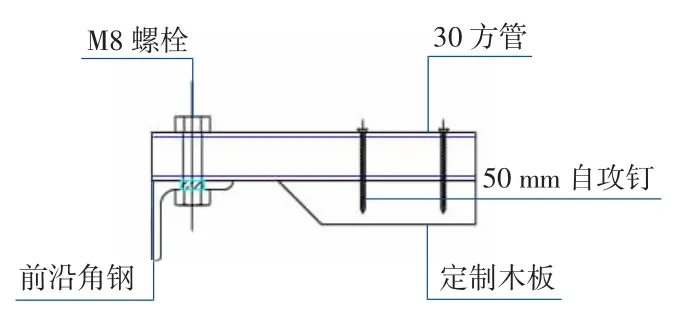
图2 异形模板定位架Fig.2 Special shaped formwork positioning frame
304 不锈钢ϕ22 锚固螺栓锚固抗拉验算:304不锈钢的抗拉强度520 MPa >2.39 MPa(C40 混凝土抗拉强度标准值为2.39 MPa),满足护轮坎使用要求。
3.2 护轮坎模板设计、实施
装配式护轮坎采用了不锈钢模板“卧式”预制工艺,弹性钢模板采用无棱化设计,提供圆润边角。
3.2.1 弹性不锈钢模板“倒扣式”预制
护轮坎模板共计3 片,两侧端模各1 片,外模1 片;侧模与底模为一体,模板底口布设半径15 mm 的圆弧倒角;2 片端模与底模铰接,利用螺栓校紧加固,板面间贴双面胶条进行止浆。护轮坎模板纵断面图见图3。
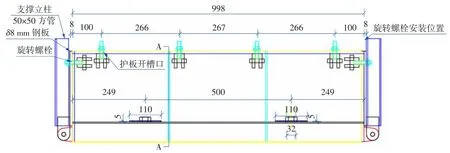
图3 护轮坎模板纵断面图(mm)Fig.3 Vertical section view of the rail guard formwork(mm)
3.2.2 预留锚固孔精准定位
模板顶部布设开设孔洞的[63 槽,底部固定焊接精确定位螺母,螺栓穿过底部定位螺母、3D 打印模板、预埋件套筒及顶口[63 槽孔洞,在顶口螺母校紧;侧模2 处布设□50 方管各2 根,顶部开孔[63 槽倒扣安置于方管上,过程中调节[63 槽确定定位孔位置准确,与底部定位螺母竖向投影一致,保证预埋套筒位置准确。护轮坎模板断面图见图4。
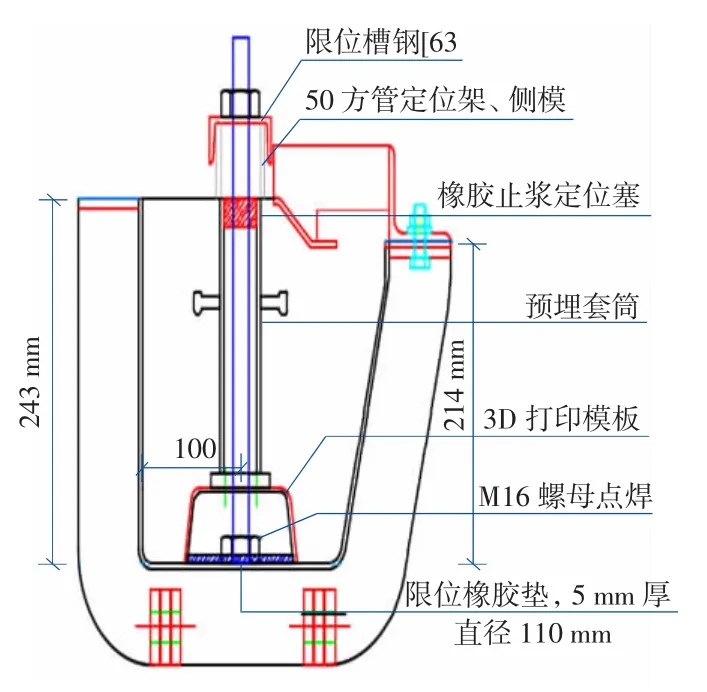
图4 护轮坎模板断面图Fig.4 Cross-sectional view of the rail guard formwork
3.2.3 护轮坎模板拆除
护轮坎模板拆除时,首先松开顶部螺栓螺母,拆除螺栓及顶部塑型角钢,然后拆除顶部[63 槽钢并拆除侧模及外模加固螺栓。侧片模板拆除后,以特制夹具夹起护轮坎侧面,并在钢模具底部铺设木方,用铁锤敲击模板的四角,使混凝土在模板内脱落。随后将护轮坎存放至指定位置后翻转清理PVC 管内灰渣及拆除PVC 管,并用土工布苫盖。
3.3 护轮坎养护
为提高构件预制效率,加快混凝土脱模时间,在混凝土终凝后,进行蒸汽养护。混凝土脱模后采用密封养护棚覆盖,36 kW 四管全自动电加热蒸汽锅炉进行蒸汽养护[4];采用1 t 排放量的油压锅炉提供蒸汽,锅炉控制压力为0.5~0.7 MPa。通入水蒸汽后,控制环境温度为45 ℃;先预通水蒸气0.5 h,控制环境温度为35 ℃,0.5 h 后,继续通入水蒸汽,控制环境温度为45 ℃。养护的时间根据生产需求进行调整,目前按1 d 1 批次,蒸汽养护的时间约为12 h 控制。过程中专人进行温度测控,红外测温枪进行测算,并记录相应数据。养护周期、养护强度根据同条试块抗压强度进行确定。
为保证蒸养封闭性,安装养护棚[5]。养护棚采用角钢制作骨架,不透水防雨布进行全覆盖;混凝土终凝之后即可进行蒸养;蒸汽温度(环境温度):不超过60 ℃;养护时间12~24 h;试块1 d 1批次;根据同调试块试压结果确定。
3.4 护轮坎移运
采用定制夹装小车轻量化移运安装,实现了护轮坎移运、安装轻量化,做到了护轮坎整体线型的现场二次精调,避免污染面层。定制夹装小车包括车身和夹装部,所述夹装部设有2 个,2个所述夹装部设于车身的同一侧[6]。夹装小车在对护轮坎吊装时,由于分别固定了护轮坎的两侧,稳定了对护轮坎的吊装过程,有效防止了护轮坎在吊装时晃动,方便将护轮坎准确地放置在指定位置[7]。
3.5 护轮坎安装、精确度调整
安装过程时,首先护轮坎后方以50 mm×30 mm×4 mm 钢垫片粗调平,然后用M10 平头螺栓安装在前沿角钢预留螺母孔中,并以水准仪精调护轮坎顶标高,底部铺设砂浆。用护轮坎安装车将护轮坎按照要求安放,并调整护轮坎至与胸墙前沿线齐平,用M22 螺母加固护轮坎,砂浆封堵预留孔。护轮坎安装加固见图5。
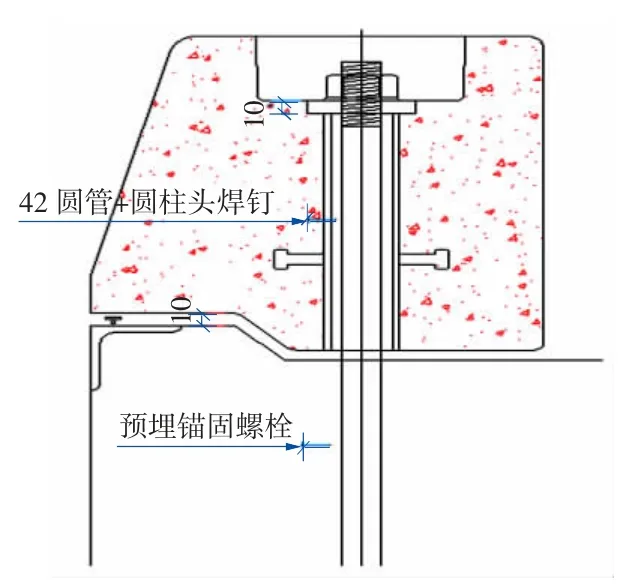
图5 护轮坎安装加固图Fig.5 Installation and reinforcement diagram of the rail guard
3.6 护轮坎外观处理
护轮坎安装完成后,对护轮坎整体进行打磨修补至表面无明显气泡及锈渍,并使用美缝胶美缝处理。待全部完成后,对护轮坎表面喷涂硅烷,并根据设计及规范要求涂刷斑马线[8]。
4 实施效果
装配式护轮坎施工技术成功应用于钦州港大榄坪港区大榄坪南作业区9 号、10 号泊位工程。
1) 护轮坎采用小区段预制进行施工,每个浇筑段混凝土浇筑量小,外观质量好,消除了护轮坎烂根、气孔等质量通病,表观质量易得到保证。
2) 在施工过程中运用“卧式”预制工艺可以节省人工,降低劳动强度,降低了人工收面的质量隐患。
3) 因为在预制场内就完成护轮坎生产,降低了现场作业量,生产过程中的建筑垃圾也大大减少。与此同时,由于作业产生的诸如废水污水、粉尘污染等也会随之大幅度地降低。
4) 采用定制钢模具规范化施工,模具支立快捷、方便,避免了场地限制。
5) 装配式护轮坎可循环利用模具,这就使得资源消耗极大地减少。
6) 在后期运营阶段,其在建造阶段所投入的节能、节水、节材效益便会表现出来,相比传统现浇护轮坎减少了很大一部分资源的消耗。
5 结语
在钦州港大榄坪港区大榄坪南作业区9 号、10 号泊位工程护轮坎施工实践中,对装配式护轮坎施工进行了成功的研究和应用,施工现场对各种工况进行跟踪、检查、分析、研究、改进,施工中不断地总结经验,并达到了加快施工进度、提高施工质量、降低成本的目的。装配式护轮砍预制及安装从综合效益来看,能有效地利用能源资源,提高生产力,对周围环境影响小,不仅具有工业化的特点,而且具有绿色环保的优点,是未来发展的方向。
