新疆机采棉加工过程中棉花回潮率对棉花加工质量的影响
2023-09-27李孝华
■ 刘 洋 李孝华
〔郑州棉麻工程技术设计研究所,河南郑州 450004〕
2020年全国棉花总产量591.0万t,比2019年增加2.1万t,增长了0.4%。其中新疆总产量516.1万t,占全国总量的87.3%[1]。2020年度新疆地区机采棉的比例达到了80%,基本摆脱了对人工采摘的依赖。2020/2021棉花年度,新疆地区棉花加工企业产能过大,质量大幅度下滑,根据中国纤维质量监测中心数据统计,2020年度新疆的棉花质量与2019年度同期相比,出现整体下降的情况,全疆颜色级(11+21+31+12的所占比例)下降4.24个百分点[2]。如何提高棉花加工质量,是当前新疆机采棉加工需要面对的重要问题,而棉花加工过程中的回潮率是影响加工质量的关键因素。
从棉花加工的全过程来看,付轧籽棉的回潮率高低是影响整个棉花加工工艺系统稳定性和最终加工质量的关键因素。当籽棉回潮率过高时,棉纤维易成团状,既影响风力输送,又影响棉卷转动,造成清杂效率低下,使轧花过程无法顺利进行。当籽棉回潮率偏低时,容易在加工过程中损伤棉纤维,造成皮棉中的短纤维含量增加,还容易使棉纤维积累静电,导致轧花过程不能正常进行[3]。原棉回潮率的高低,不仅影响棉纤维的重量和性能,而且与棉花的收购、加工、储运及纺织使用等都有密切的关系。
项目组于2017年在新疆兵团和地方的多条机采棉加工生产线上进行了试验,记录了加工过程中籽棉回潮率和棉花品质的变化,进而分析籽棉回潮率对皮棉的上半部平均长度、长度整齐度、断裂比强度、短纤维指数等指标的影响,以期为进一步提高新疆机采棉的加工质量提供参考。
一、材料与方法
(一)取样设计
本项目在我国棉花主产区新疆地区选择中华棉花集团玛纳斯棉业有限公司和新疆生产建设兵团第二师29团加工厂为试验对象,每个加工厂选取1条机采棉生产线,围绕籽棉从清理到加工完成这一完整加工过程,在每个轧花厂选定4个取样点进行随机取样,即籽棉垛、轧花前、皮棉清理前、打包前4个取样点,实际抽取样品279个,每个样品进行3次品质检验,共得出数据837组。
试验方法和测试条件均按照国家标准相关规定执行。现场取样,在同一生产线上抽取的籽棉样品统一试轧,集中测试籽棉和皮棉回潮率。所有样品由专人负责登记、编码、邮寄、保管,做到科学管理。
为了确保样品采集的客观性、准确性和权威性,项目组邀请两家加工企业属地的昌吉回族自治州和巴音郭楞蒙古自治州纤维检验所安排技术人员全程参加现场取样和检测,为研究回潮率与棉花品质的关系提供技术支持。
二、测试方法
(一)测试依据
回潮率检测依据GB/T 6102.2—2012《原棉回潮率试验方法电阻法》。棉花上半部平均长度、长度整齐度、断裂比强度、反射率、黄度的测试按照GB/T 20392—2006《HVI 棉纤维物理性能试验方法》的要求进行。
(二)测试
1.试轧。
为了既保证实验进度又降低样品的运输压力,项目组采用现场取样现场试轧的方式。试轧选用符合GB/T 19509—2004《锯齿衣分试轧机》规定且经过检定的试轧机,同一厂区的样品使用同一台试轧机试轧。
2.回潮率测试。
为了减少测试环境和测试仪器的误差对测试结果造成的影响,试验对所取样品采用电阻法在加工厂现场集中测试,使用的测试仪器为XJ130原棉回潮率测试仪。
3.品质测试。
按照GB/T 20392—2006《HVI棉纤维物理性能试验方法》进行测试,1份样品进行3次测试。测试指标包括马克隆值、反射率、黄度、长度、长度整齐度、短纤维指数、断裂比强度和断裂伸长率等指标。重点分析长度整齐度指数、短纤维指数、断裂比强度、反射率、黄度等指标。该项检测任务由农业农村部棉花品质监督检验测试中心完成。
三、数据与分析
(一)方法与工具
检验数据汇总后,根据性能指标进行分组,使用Grubbs进行异常值检测,显著性水平为0.05,排除异常值后再进行统计分析。
数据分析时主要通过样品属性的平均值、分布特性来分析新疆机采棉加工过程中籽棉垛、轧花前、皮棉清理前、打包前等位置的回潮率对棉花加工质量的影响;使用皮尔逊相关系数分析新疆机采棉加工过程中棉花回潮率与上半部平均长度、长度整齐度指数、断裂比强度、反射率、黄度之间的关系。使用的工具软件主要为Microsoft Excel 2019和SPSS 20.0。
(二)数据与分析
1.试验数据整体水平统计。
对应样品共取得数据837组,棉花回潮率、上半部平均长度、长度整齐度、断裂比强度、反射率、黄度等指标的数量、极小值、极大值、均值、标准差统计如表1所示。
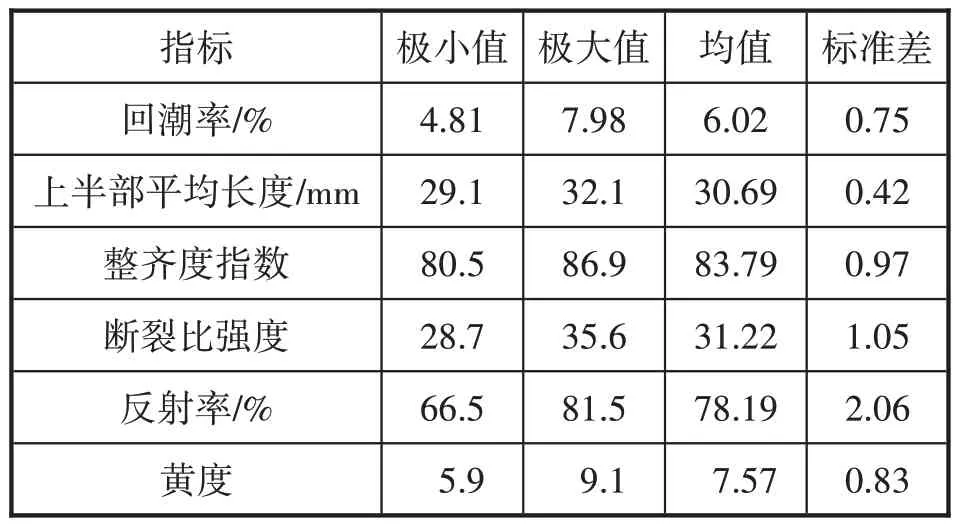
表1 相关指标统计
2.棉花加工过程中回潮率与上半部平均长度的关系分析。
棉花加工过程中的回潮率与上半部平均长度散点图如图1所示。从图中可以看到,上半部平均长度并未随回潮率的增高而明显改变,依然呈平行趋势。
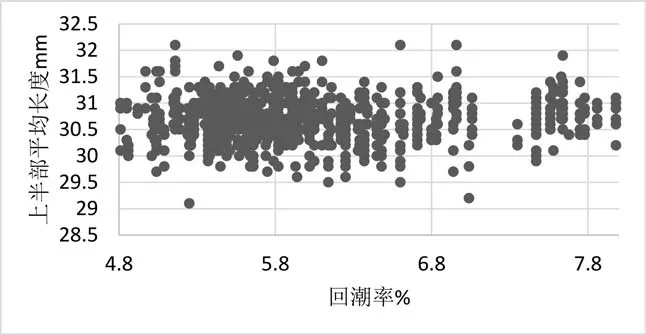
图1 回潮率与上半部平均长度散点图
回潮率与上半部平均长度的相关性分析,使用Pearson简单相关系数。r=0.033,表示加工过程中的回潮率和上半部平均长度相关性极弱;t检验p=0.339>0.1,表示两者极弱相关。这说明棉花回潮率在4.8%~7.8%的时候,新疆机采棉加工过程中棉花上半部平均长度变化较小,加工环节中对棉纤维的损伤较小。
3.棉花加工过程中回潮率与长度整齐度的关系分析。
棉花加工过程中的回潮率与长度整齐度散点图如图2所示。从图中能看到,随着回潮率的增高,长度整齐度呈现上升趋势。

图2 回潮率与长度整齐度散点图
棉花加工过程中的回潮率与长度整齐度的相关性分析,使用Pearson简单相关系数。r=0.476,表示回潮率和上半部平均长度呈正相关;t检验p=0<0.1,表示假设不成立,两者中等程度相关。这说明棉花回潮率在4.8%~7.8%的时候,新疆机采棉加工过程中棉花长度整齐度变化明显,加工过程中的回潮率越高,棉纤维整齐度越高。
4.棉花加工过程中回潮率与断裂比强度的关系分析。
棉花加工过程中的回潮率与断裂比强度散点图如图3所示。从图中可以看出,随着回潮率的增加,断裂比强度呈现上升趋势。

图3 回潮率与断裂比强度散点图
回潮率与断裂比强度的相关性分析,使用Pearson简单相关系数。r=0.501,表示回潮率和上半部平均长度呈正相关;t检验p=0<0.1,表示假设不成立,两者中等程度相关。这说明棉花回潮率在4.8%~7.8%时,新疆机采棉加工过程中棉花的断裂比强度变化中等,加工过程中的回潮率越高,断裂比强度越高。
5.棉花加工过程中回潮率与反射率的关系分析。
棉花加工过程中的回潮率与反射率散点图如图4所示。从图中能看到,随着回潮率的增加,断裂比强度呈现下降趋势。
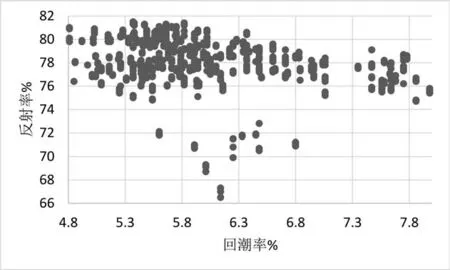
图4 回潮率与反射率散点图
回潮率与反射率的相关性分析,使用Pearson简单相关系数。r=-0.297,表示回潮率和反射率呈负相关,t检验p=0<0.1,表示假设不成立,两者弱相关。这说明棉花回潮率在4.8%~7.8%时,新疆机采棉加工过程中棉花反射率变化较小,而且回潮率越高,反射率越低。
6.棉花加工过程中回潮率与黄度的关系分析。
棉花加工过程中的回潮率与黄度散点图如图5所示。从图中能看到,随着回潮率的增加,黄度呈现下降趋势。
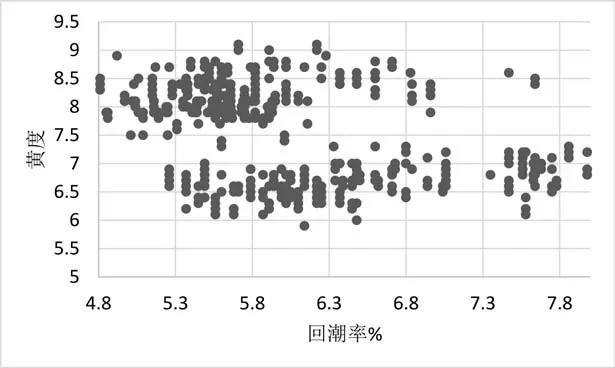
图5 回潮率与黄度散点图
回潮率与黄度的相关性分析,使用Pearson简单相关系数。r=-0.354,表示回潮率和黄度呈负相关;t检验p=0<0.1,表示假设不成立,两者弱相关。这说明棉花回潮率在4.8%~7.8%时,新疆机采棉加工过程中棉花黄度变化较小,而且回潮率越高,黄度越低。
7.棉花加工过程中回潮率与纺纱一致性指数的关系分析。
由于棉花加工对马克隆值等棉花内在品质指标无法影响,因此项目组未对相关检测数据进行分析。笔者对新疆机采棉加工过程中的棉花纺纱一致性指数(SCI)进行了共计计算。棉花加工过程中的回潮率与纺纱一致性指数散点图如图6所示。从图中能看到,随着回潮率的增加,棉花纺纱一致性指数呈现上升趋势。
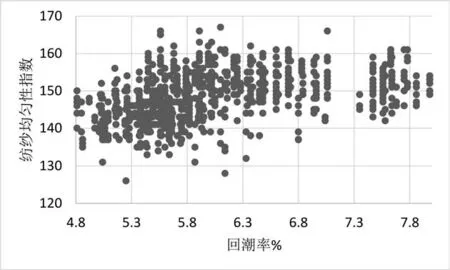
图6 回潮率与纺纱一致性指数散点图
回潮率与纺纱一致性指数的相关性分析,使用Pearson简单相关系数。r=-0.394,表示回潮率和纺纱一致性指数呈负相关;t检验p=0<0.1,表示假设不成立,两者弱相关。这说明棉花回潮率在4.8%~7.8%时,新疆机采棉加工过程中棉花纺纱一致性指数变化较小,而且回潮率越高,纺纱一致性指数越大。
8.棉花加工过程中回潮率与棉花品质的关系分析。
当回潮率在4.8%~7.8%时,随着回潮率增加,棉花中的杂质与棉纤维粘黏得更加紧密,棉纤维变得更加坚韧,籽棉清理设备、轧花设备、皮棉清理设备的工作状态随之发生变化。籽棉清理设备棉籽辊击打、抖动的清杂效果变弱,清杂效果变差;轧花设备中的锯片在分离棉纤维和棉籽时遇到的阻力变小,对棉纤维损伤变小;皮棉清理设备的排杂刀冲击效果变弱,清理细杂效果变弱,对棉纤维损伤小。体现在棉花加工质量数据上就是回潮率增加,上半部平均长度无变化,长度整齐度、断裂比强度变大,反射率、黄度变小。
四、结论
通过上述测试结果分析,得到了新疆机采棉加工过程中棉花回潮率对棉花加工质量产生影响的结论。新疆机采棉加工过程中棉花回潮率在4.81%~7.98%时,其对棉花主要品质指标具有一定的影响,其中对上半部平均长度基本无影响,与长度整齐度、断裂比强度呈中等程度相关,与反射率、黄度、纺纱一致性指数呈弱相关。为此,在新疆机采棉加工过程中,应根据棉花加工质量的要求,及时、合理地调整棉花回潮率。
在本次试验取样过程中,昌吉回族自治州和巴音郭楞蒙古自治州两地的气候均较为干燥,籽棉垛上的棉花回潮率值覆盖范围较小,后续试验要增加回潮率在4.81%以下和7.98%以上的新疆机采棉进行测试,分析更多档位的回潮率对新疆机采棉加工质量的影响。
