油气管道工程用大口径TE555增材制造三通的开发*
2023-09-26吉玲康胡美娟陈越峰杨耀彬李胜男
吉玲康,胡美娟,田 野,王 俊,陈越峰,杨耀彬,刘 琰,李胜男,李 鑫
(1.中国石油集团工程材料研究院有限公司,石油管材及装备材料服役行为与结构安全国家重点实验室/国家市场监管重点实验室(石油管及装备质量安全) 陕西 西安 710077;2.国家管网集团西部管道有限责任公司 新疆 乌鲁木齐 830013)
0 引 言
三通是油气管道工程中压力管道元件的典型产品。近年来油气管道建设已进入了发展的高峰期,三通管件也趋于向高强度、大口径、厚壁、高性能的方向发展[1]。例如,中俄东线天然气管道工程北段站场用TE555级Φ1 400 mm三通首次设计采用裸露服役方式,取消了传统的保温伴热等措施,三通最低服役环境温度为-45 ℃,设计壁厚达57 mm。 由于在裸露环境中服役,所以对三通的耐低温性能提出了更高的要求[2]。
热挤压为现今我国制造高强度、大口径油气输送管道三通管件的主要技术。这种工艺采用的坯料管一般是由钢板卷制、焊接形成的。坯料管加热到Ac3温度以上后放入模具中进行热挤压,金属在模具内腔内流动,沿模腔几何形状产生塑性变形而形成三通支管,然后再进行支管开口、翻边、扩径,最后进行淬火加回火热处理获得与干线钢管相匹配的强韧性。三通主体结构带一条纵向焊缝关键技术为材料(包括钢板母材和与之工艺匹配的焊材)选用、 结构尺寸成型及最终热处理工艺等[3-4]。由于原理性的制约,热挤压三通制造工艺技术主要存在以下问题:1)满足现行设计标准中面积补强原理对壁厚的要求难度较大;2)由于壁厚较厚,壁厚中心和表面存在组织和性能不均匀现象;3)肩部在生产过程经历多次高温热循环,组织粗大存在脆性开裂风险;4)母管的焊缝是薄弱部位;5)支管较短,不利于现场环焊质量保证和修复。上述问题给油气管道工程,特别是大口径高压油气管道带来了一定的安全隐患。因此,多年来,热挤压三通的质量提升一直是管道工作者关心和研究的热点问题[5-6]。
增材制造技术是一种颠覆性的金属零部件智能制造工艺方法,它可以改变构件结构、改变材料、改变重大装备的制造模式。它通过CAD设计数据,采用材料逐层累加的方法制造实体构件。金属增材制造作为增材制造领域的研究重点,广泛应用于航空航天、汽车及生物医学等各个领域[7-10]。它给解决传统热挤压三通存在的问题带来了可能。
本团队在国际上首次采用电弧作为热源,也就是电弧增材制造技术,针对高钢级大口径三通产品进行了多年的研究,取得了多项技术成果[11-14]。其中开发了2种成分和性能的油气管道工程用大口径TE555增材制造三通,分别适用于-60 ℃和-45 ℃的低温环境。三通产品的主、支管直径均为Φ1 219 mm,壁厚为60 mm,主管长度为2 m,如图1所示。

图1 Φ1 219 mm大口径TE555电弧增材制造三通
通过多年的科学研究、技术攻关、产品试制,目前已经探索出了增材制造三通的完整制造工艺路线和检验方法;制定发布了产品企业标准Q/SY-TGRC 201—2022《油气管道工程用TE555增材制造三通》。产品通过了国家石油管材质量检验检测中心的评价,以及中国石油和石油化工设备工业协会组织的专家鉴定,认为开发的增材制造三通产品为国际首创,总体处于国际先进水平。
以下将从材料、制造工艺、力学性能、焊接性能、实物爆破试验性能以及无损检测、残余应力等多个方面对该产品进行介绍。
1 TE555增材制造三通的丝材成分设计
TE555增材制造三通用丝材成分设计充分考虑了其不仅需要具备较好的强韧性匹配,同时具有较好的焊接性能的要求,参考传统热挤压TE555三通的低碳合金钢的成分体系,结合增材制造工艺的低热输入,高冷却速度的特点,进行了2种低碳微合金钢焊丝成分体系的设计,分别适用于-60 ℃和-40 ℃的低温环境。最终确定的成分体系见表1。

表1 TE555增材制造三通用丝材化学成分
由表1可见,2种材料的微合金元素含量基本一致,相对于原热挤压三通,增加了Mo和Ni等合金元素。其中,适当提高Mo元素含量,可促进贝氏体的形成,细化晶粒并提高淬透性和回火稳定性,且可以使零件在较高温度下回火,从而有效地消除或降低残余应力,提高塑性和韧性。由于Ni可以降低临界点并增加奥氏体的稳定性,因此提高Ni元素含量可以提高淬透性,一方面可以通过固溶强化强烈提高钢的强度,另一方面又保持较好的低温韧性水平,有效降低钢的韧脆转变温度,减小钢对缺口的敏感性。
2 Φ1 219 mm TE555增材制造三通的制造工艺
在工程材料院的电弧增材技术研究系统,如图2所示,采用以上2种成分的焊材进行Φ1 219 mm TE555三通的制造工作。该设备可进行碳钢、合金钢、铝合金、不锈钢、镍基合金等多种材料的增材制造,承载重量达到20 t;成形尺寸最大2 m×2 m×1.8 m;效率最高8 kg/h。

图2 电弧增材技术研究系统
制造采用埋弧工艺,两种焊丝的规格均为Φ4.0 mm。焊丝在使用前需检查焊丝表面质量,应无锈蚀、油污、水迹等影响增材质量的物质。配套焊剂为GXL-125,规格为10~60目。焊剂在使用前应烘干,根据焊剂生产厂家提供的烘焙温度、时间进行烘焙;增材过程中未参与烧结反应的焊剂可回收重复使用,若暴露在空气中的时间大于4 h,需重新烘焙。
三通增材制造工作分为两个阶段进行,如图3所示,即从三通支管中心点将其分成2个部分,第一阶段完成后进行机加工后进行第二阶段。采用自主研发的3DAM切片软件编辑与生成增材制造三通整体打印轨迹,每个切片的厚度为2.3 mm,如图4所示,并生成为数控系统执行文件。增材制造三通的打印工艺主要参数为:电流475 A,电压26 V,层间温度小于300 ℃。
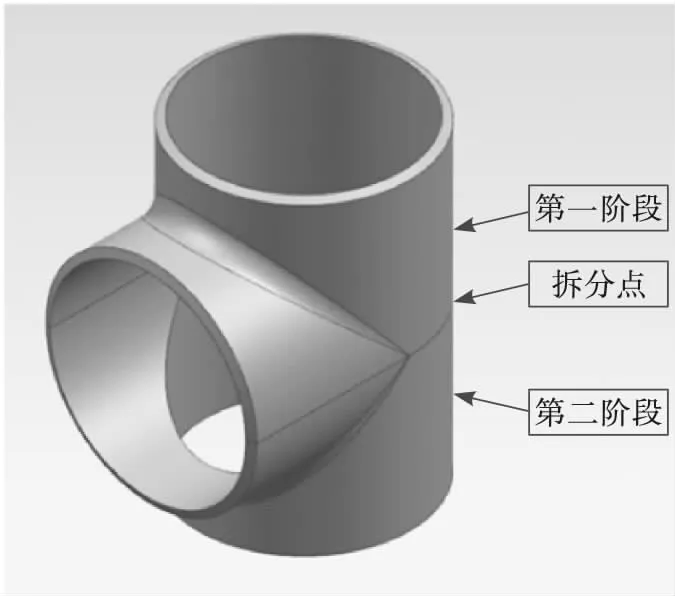
图3 增材制造三通打印分解图
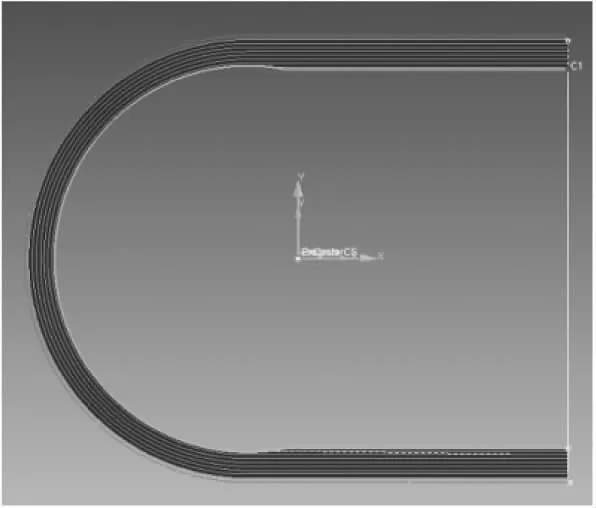
图4 增材制造三通打印轨迹
三通的增材制造工序如下:1)在设备工作平台上安装基体工装和辅助工装;2)将基体上表面打印的区域预热到100~150 ℃之间;3)按模型轨迹逐层打印,在每打印高度增长200 mm左右,上移辅助工装;4)待构件高度增长至300 mm时,将支管工装与构件焊接成为一体;5)打印第一阶段完成后,机加去除基体工装及过渡层。将构件翻转重新固定到设备平台上;6)开始第二阶段打印,完成整个三通打印;7)进行消应力处理,热处理温度为650 ℃,保温2 h后空冷至室温;8)根据最终尺寸要求,进行二次加工。
3 TE555增材制造三通的性能
采用表1中的2种打印焊丝进行Φ1 219 mm TE555三通的增材制造,每种丝材制造2个三通,分别用于理化性能的分析和水压爆破试验,见表2,另外增材制造一个和Tee2相同规格和材料的管圈用于焊接试验。
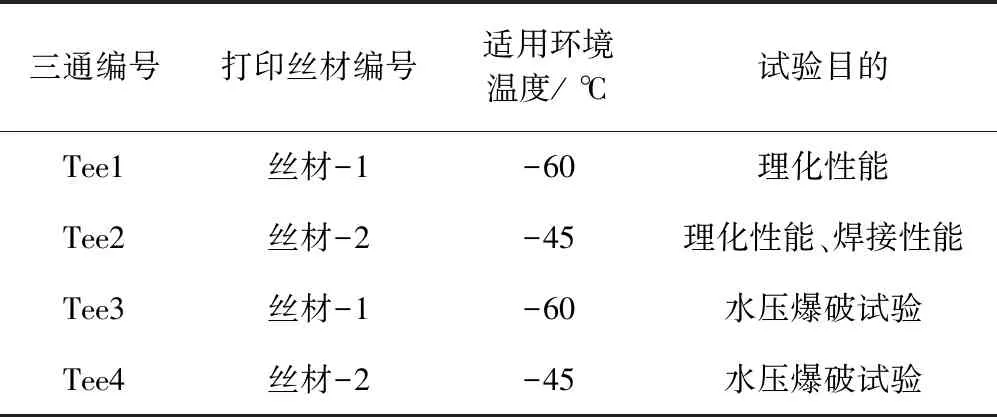
表2 增材制造三通样品及试验项目
3.1 理化性能
分别在三通主管、支管以及肩部、主管180°位置的壁厚中心,沿不同方向取Φ12.7 mm×50 mm圆棒试样,其中试样方向中的横向、纵向分别为垂直于、平行于三通管的轴线方向。依据GB/T 228.1—2021进行拉伸试验,试验结果见表3。从表3可见,2件三通的拉伸性能均满足要求,且在不同的位置,各项拉伸性能均匀,不同位置的屈服强度差异在30 MPa以内,抗拉强度在20 MPa以内,屈强比0.88~0.91;拉伸性能无明显的方向性,表现出各向同性的性能特征。
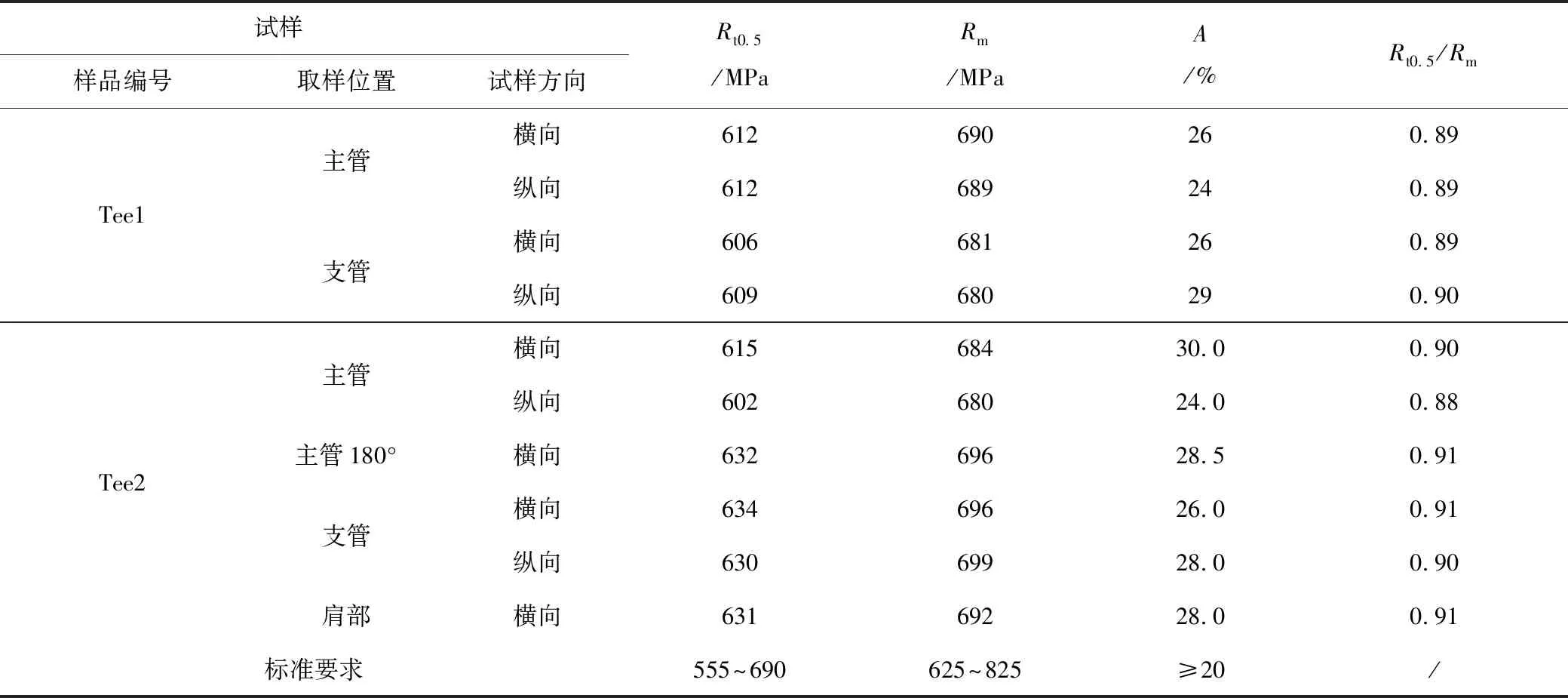
表3 增材制造三通的拉伸性能
分别在三通主管、支管以及肩部、主管180°位置的壁厚中心,沿不同方向取10 mm×10 mm×55 mm夏比冲击试样,其中试样方向中的横向、纵向分别为垂直于、平行于三通管的轴线方向。依据GB/T 229—2020进行冲击试验,试验结果见表4。从表4可见,2件三通在不同的部位、不同的方向上均呈现出较好的低温韧性,其中,Tee1样品在-60 ℃的低温冲击功最小平均值为69 J,平均值为97 J;-45 ℃的低温冲击功最小平均值达到了102 J,平均值为138 J。而Tee2样品在-45 ℃的低温冲击功最小平均值也在64 J以上,三通整体平均冲击功为88 J。但是各部位的冲击韧性在不同的方向上表现出一定的差异,这和增材的打印路径和工艺有关,主要是由于垂直打印方向的大角度晶界占比高于平行打印方向,使垂直打印方向具有较高的冲击韧性[15]。
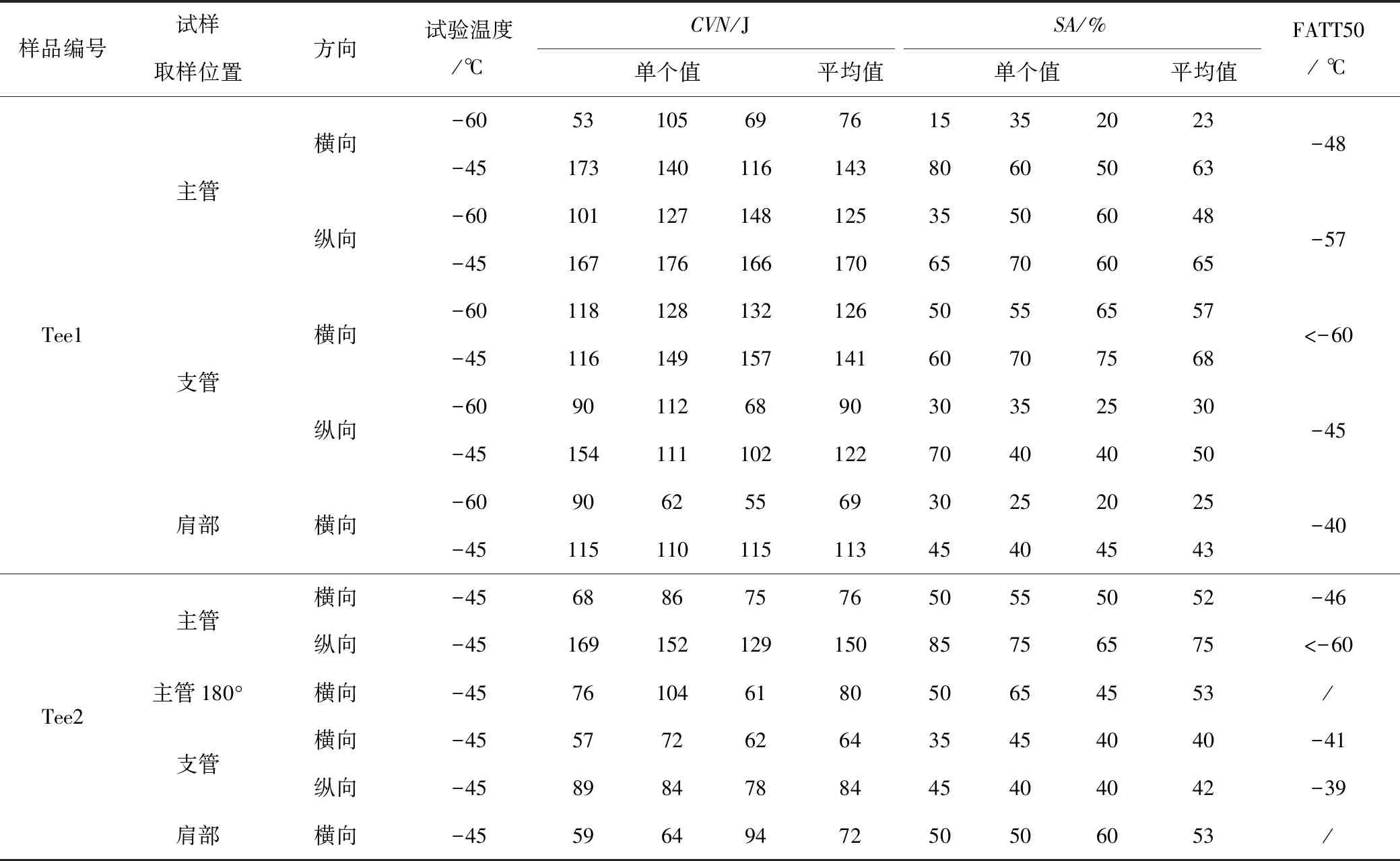
表4 夏比冲击试验结果
分别在三通主管、支管以及肩部等多个位置取全壁厚试样,并在其纵、横向界面上,距试样上、下表面1.5 mm及壁厚中心处,依据标准GB/T 4340.1—2009进行10 kg载荷维氏硬度的试验,试验结果见表5。从表5可见,主管、支管、肩部的硬度较为均匀。

表5 硬度试验结果 HV10
分别在主管和支管上取纵、横向试样,并依据标准ASTM A370-17a进行导向弯曲试验。弯轴直径为100 mm,弯曲角度为180°,试样均未出现裂纹。
3.2 焊接性能
将口径为Φ1 219 mm的X80钢管和采用丝材-2增材制造的试验环安装在环焊对口机上进行组对,采用实心焊丝自动焊接系统进行环焊,以研究增材制造的TE555三通的焊接性能。焊接材料采用Φ1.0 mm的ER80S-G实芯焊丝,保护气体为20%CO2+80%Ar。焊接采用GMAW全自动下向焊接,电流200~260 A,电压25~29 V,焊接速度15~25 in/min。焊接完成后环焊缝形貌及微观组织情况如图5所示。
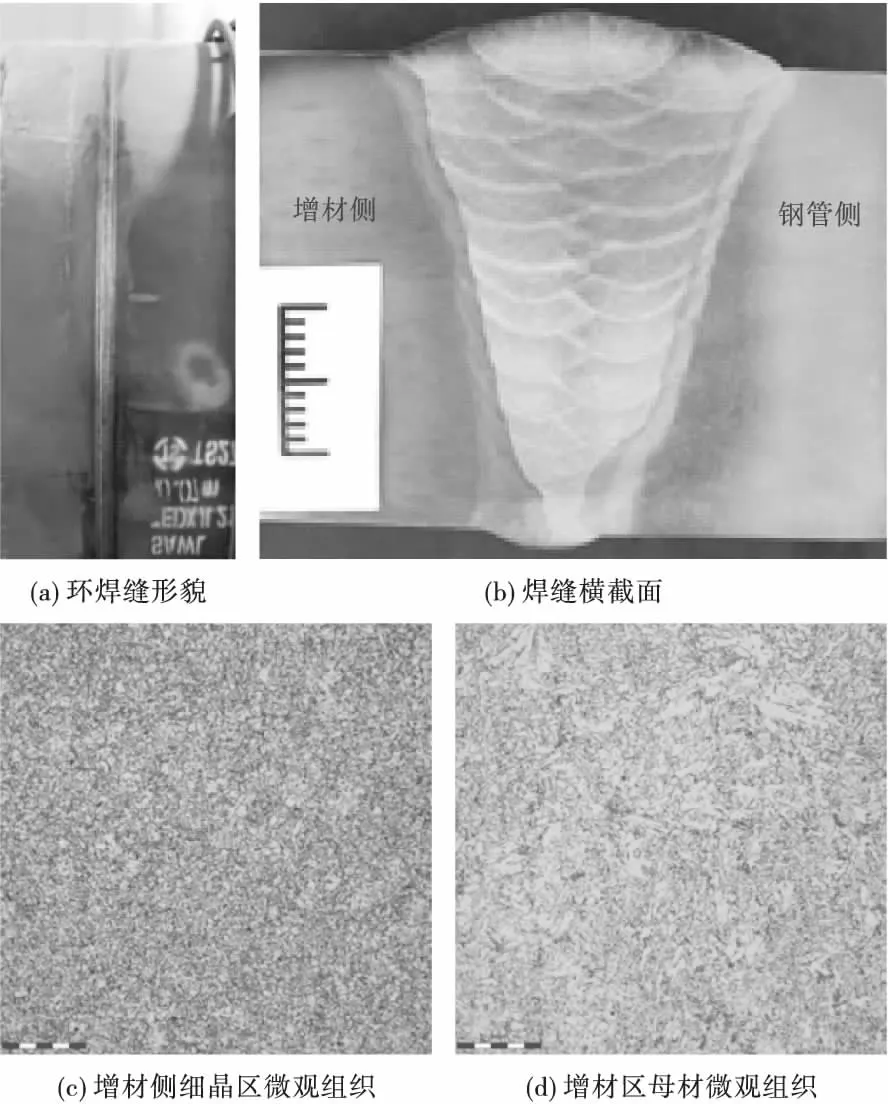
图5 环焊缝宏观形貌及微观组织
对环焊缝进行金相和力学性能分析:
1)焊接接头拉伸试验 拉伸试样为板状全壁厚试样,试样宽度为19.1 mm。抗拉强度为669~679 MPa,断裂位于增材侧。
2)焊缝区夏比冲击试验 在靠近样品外表面、内表面取夏比冲击试样,尺寸为10 mm×10 mm×55 mm,V型缺口位于焊缝中心和热影响区。试验结果如图6所示。
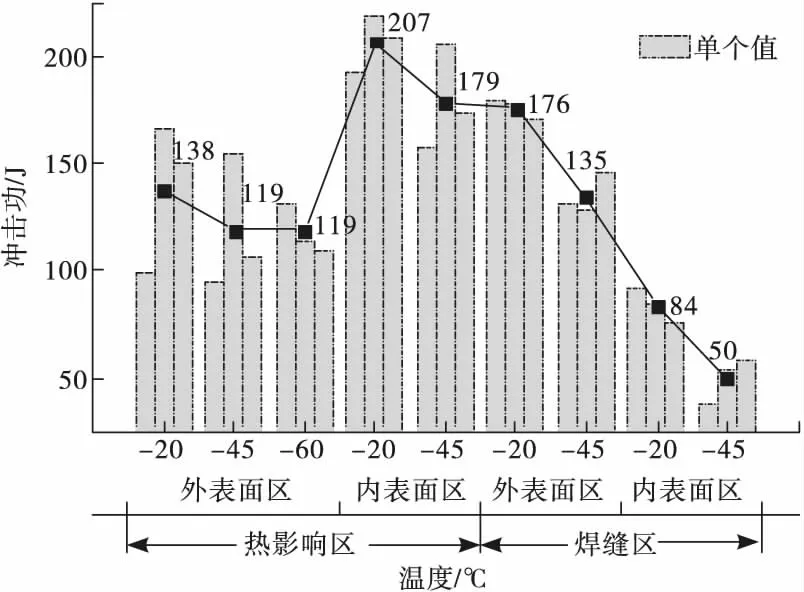
图6 环焊缝区夏比冲击试验结果
3)硬度试验 在焊缝上取全壁厚横截面试样,进行10 kg载荷维氏硬度试验,试验标准为GB/T 4340.1—2009。硬度测试点及试验结果如图7所示。
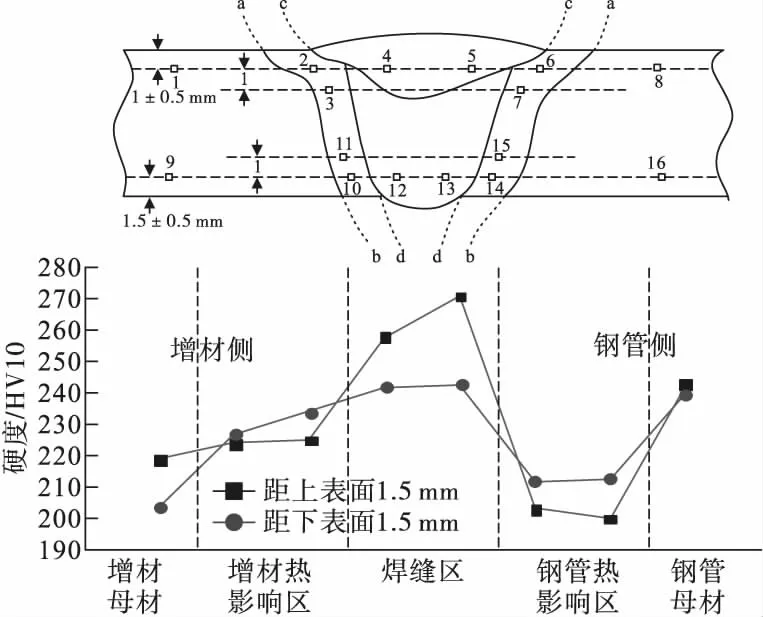
图7 环焊缝区硬度试验结果
4)导向弯曲试验 垂直焊缝取焊接接头侧弯试样,试样宽度为13 mm,厚度为原始壁厚,去除焊缝余高。弯轴直径为90 mm,弯曲角度为180°,按照标准GB/T 2653—2008进行导向弯曲试验,试样未出现裂纹。
环焊试验结果表明,增材三通和X80钢管对焊形成的焊接接头的强度、韧性等各项性能良好,特别是焊接后热影响区仍能保持较高的冲击韧性,而且,增材侧热影响区硬度相对于母材无下降,未出现软化现象,主要和由于较高的合金含量造成其细晶区不仅晶粒细小且仍能保持相当数量的粒状贝氏体有关。这一点明显区别于钢管侧。
3.3 实物爆破性能
按照三通相关标准的要求,管件承受内部压力的能力应不低于匹配钢管的耐压能力。耐压能力验证应通过计算和/或验证试验方法验证。因此 分别采用表1中的2种丝材打印出Tee3和Tee4三通样品。其中Tee4的肩部较Tee3进行了加厚,最大厚度164 mm。
对Tee3和Tee4三通样品进行水压爆破试验。试验前在三通样品的主管和支管端部进行钢管短节、堵头的焊接。
通过注水口对试验样品加压,直至样品发生失效。其中,Tee3样品加压至52 MPa时,压力开始下降,观察后为三通样品泄漏失效,水从失效处喷出。断裂开口在肩部,共2处。一处裂纹沿着支管方向,长为180 mm,完全张开; 另一处裂纹沿着主管和支管相贯线方向,长度为220 mm,未完全张开,如图8(a)所示。两处断口均为完全韧性剪切断口,如图8(b)所示。Tee4样品加压过程中,48 mm厚短节首先发生变形,然后在57.5 MPa发生爆破失效,随后压力快速下降。爆破裂纹沿短节轴向两边快速扩展,向左至堵头,向右则扩展至增材三通肩部,转而沿着圆周方向扩展100 mm停止。短节和堵头的断口为韧脆混合断口。增材三通样品上断口为完全韧性剪切断口,局部位置在断裂时经历断口摩擦,呈现黑色,断面有微小的撕裂棱,如图9所示。
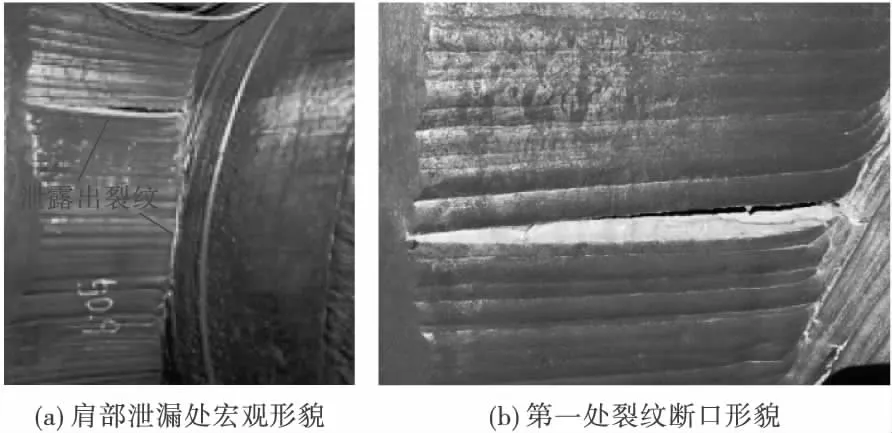
图8 Tee3水压试验肩部泄漏处宏观形貌和断口形貌
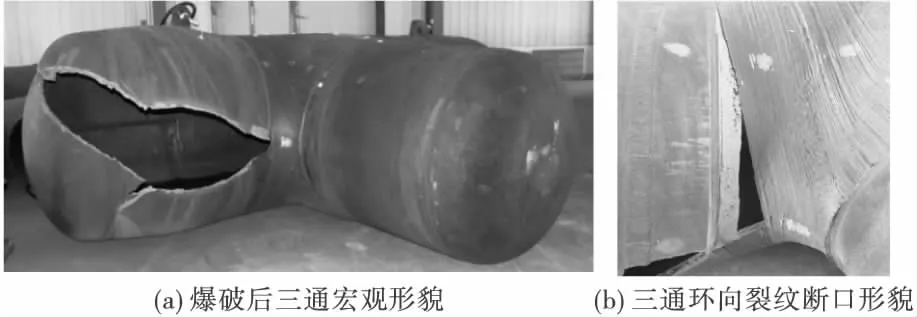
图9 Tee4水压爆破试验后样品宏观形貌和断口形貌
3.4 TE555增材制造三通的无损检测
对Tee3 和Tee4三通样品的内表面进行机械加工。随后在机加工面进行100%磁粉检测和采用直探头和斜探头的超声波检测。检测结果均未发现相关缺陷显示或者超标信号。
1)磁粉检测按照ASTM E709或NB/T 47013.4进行,验收标准参照AWS D20.1/D20.1M:2019第8.4条标准或NB/T 47013.4标准执行。
2)设计并制作了增材专用对比试块(Z-1),试块规格340 mm×150 mm×58 mm,包括直径Φ2、Φ3、Φ4、Φ5 mm,深度为5、10、20、30 mm的平底孔缺陷9个和竖通孔缺陷10个。超声检测采用直探头、斜探头两种探头形式,并按照NB/T 47013.3进行检测和验收。其中,对于平行检测面的平面型缺陷采用纵波直入射法进行检测,采用增材专用对比试块(Z-1)Ф2 mm平底孔进行校准;其他内部缺陷采用横波斜入射扫查的方式进行检测,采用增材专用对比试块(Z-1)Ф2 mm竖通孔校准。
3.5 TE555增材制造三通的残余应力
采用盲孔法对Tee3样品去应力热处理前、后的残余应力进行检测。测试采用BE120-2CA-K型应变花和DH5921动态应力应变测试仪完成,其中盲孔钻削通过高速钻孔装置完成。检测位置分别在主管和支管的侧面与端面,以及相贯线5个位置,每个位置检测4点,计算并获得每个位置的最大残余应力σmax。图10为最大残余应力测试及分析结果。可见,经去应力热处理后,各位置残余应力最大值从498~546 MPa降低至139~233 MPa,平均降低幅度达到62%。
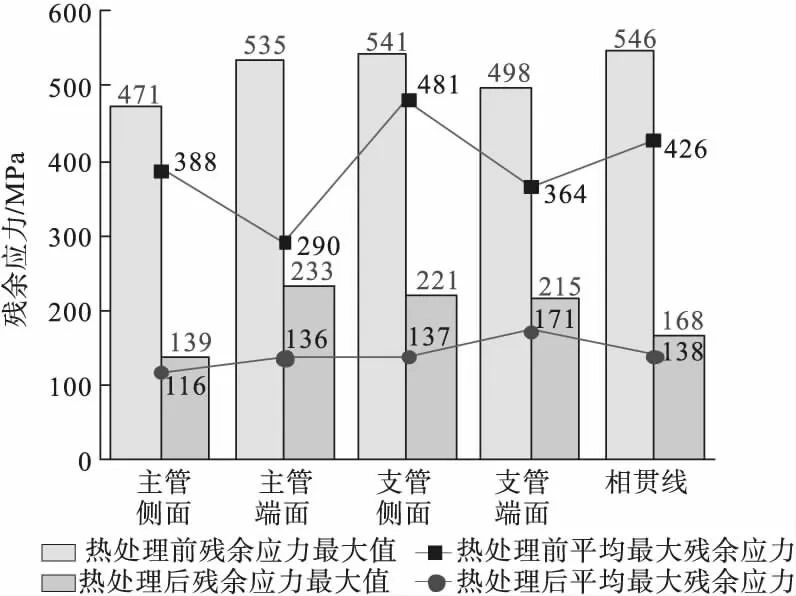
图10 增材制造三通残余应力测试结果
4 结束语
各种试验和检验结果证明,开发的-60 ℃和-40 ℃低温环境用TE555增材制造三通完全满足油气管道工程、压力容器的设计要求。三通不同位置拉伸性能均匀,且无明显的方向性,无厚度效应;具有较好的低温韧性,-60 ℃和-45 ℃产品低温冲击韧性平均值达到97 J和88 J;增材三通为低碳微合金化钢,焊接性好,和X80钢管对焊形成的焊接接头的强度、韧性等各项性能良好,特别是焊接后热影响区仍能保持较高的冲击韧性,并无软化现象;实物水压爆破试验表明,增材制造三通具有较高的爆破压力,且断口为完全韧性,具有较高的安全性;无损检测结果表明,三通产品未发现相关缺陷显示或者超标信号;经去应力热处理后,残余应力得到大幅度降低。
增材制造三通生产所用的材料、技术和工艺与现有热挤压三通产品存在较大差异,具有较多传统热挤压三通无法比拟的优点。如,增材制造三通能够克服热拔三通制造方法的工艺局限性,支管的设计壁厚可以和主管一致,长度亦可增加,这可减少连接管的使用和环焊缝的数量;可按照现有运行标准中面积补强原理的壁厚设计要求进行设计;可在局部受力承载区域进行厚度补强。根据三通的应用环境可灵活选择打印材料,且材料利用率高。将产品数字化设计、制造、高度一体化,制造工序流程少、生产周期短。增材制造三通不同部位、不同方向和不同壁厚位置的力学性能均匀一致,强韧性配合较好。因此,增材制造三通可以解决传统热拔三通制造和安装过程中的安全隐患,在定制化、特殊环境和特殊工况方面具有极大的推广和应用前景,可和传统热挤压制造三通并行,对其形成较好的补充。
