生产堆石墨套管污染分布研究
2023-09-23黄祖程
黄祖程
(中核四川环保工程有限责任公司创新研发中心 四川广元 628000)
某石墨慢化水冷生产堆堆芯主要由石墨砌体和石墨套管构成,石墨套管一方面在反应堆正常卸料完成后进行更换,另一方面反应堆出现异常工况时进行更换,更换的废石墨套管进行集中暂存。根据国内调研资料[1]和国外调研资料[2]可知,石墨套管中的14C 主要来源于杂质N 和孔隙N2经过14N(n,p)14C 反应生成;同时,根据国内调研资料[3]可知,石墨具有较强吸附性,长期暂存的石墨套管基体由表及里不同深度吸附的放射性核素种类和放射性核素污染水平不明,目前国内外尚无生产对石墨套管放射性核素污染分布探索实践,因此开展该方面探索实践,获取石墨套管放射性核素污染分布情况,为石墨套管后续处理提供设计输入。将相关探索实践总结如下。
1 确定技术路线
(1)确定石墨套管基体可能吸附的放射性核素,以及预估其放射性水平。
(2)根据每个核素分析所需的样品量,以及石墨套管的尺寸确定逐层剥离的厚度。
(3)由于石墨套管具有放射性,剥离石墨产生的粉末对人体危害较大,因此对石墨套管剥离装置的要求包括:①对石墨套管内外表面进行自动剥离;②满足剥离厚度、剥离精度要求;③剥离过程中防止污染扩散;④逐层剥离样品收集时防交叉污染。
(4)开展非放石墨套管剥离试验,获取石墨套管剥离工艺参数。
(5)对放射性石墨套管进行逐层剥离,对剥离的样品进行逐个分析,获取逐层样品中各核素放射性水平,进而探索出生产堆石墨套管中放射性核素分布情况。
2 确定污染核素及放射性水平
根据生产堆产品生产工艺与查阅生产运行记录,获悉石墨套管基体中主要含有的放射性核素包括3H、14C、60Co、63Ni、90Sr、137Cs等,其放射性为中、低放水平。
3 石墨套管表面逐层剥离工艺设计
3.1 逐层剥离工艺流程设计
石墨套管内外表面逐层剥离工艺流程设计如下。
首先确定剥离方式与固定、剥离、收集、防交叉污染装置;按照确定的剥离方式对石墨套管固定、逐层剥离;收集剥离样品,并进行防交叉污染处理;开展下一层剥离。
3.2 剥离方式设计及装置研制
3.2.1 剥离方式选取
对石墨套管逐层剥离常用的方式包括车、铣、刨、磨等。其中,刨床主要针对金属件的加工,对于石墨这类脆性材料,一般不采用此方式;磨床主要通过高速旋转的砂轮对工件进行磨削加工,但此方式不利于样品收集,因此排除;车和铣的加工方式应用最为广泛,且适用于本项目石墨套管的逐层剥离加工。
从主轴分布方面分析,卧式的切削加工方式,在内表面剥离后的粉末样品收集操作过程复杂,人员受照时间长;立式的切削加工方式,在对剥离后的粉末样品收集可利用其自然沉降的特点进行收集,也降低了操作时间,减少了人员受照时间,因此立式切削的加工方式更加适用于本项目。
综上所述,采用立式剥离对石墨套管进行分层剥离取样,剥离方式示意图,见图1。

图1 石墨套管表面剥离方式示意图
3.2.2 石墨套管剥离装置选取
(1)逐层剥离参数选取。
根据石墨的特性[4]、石墨剥离方法[5]调研,选用石墨套管剥离装置主要由主传动系统、进给伺服系统、控制系统、刀库系统[6]、石墨套管固定剥离平台等几大部分组成(见图2)。根据样品分析所需的用量,单层剥离厚度0.5 mm,单层剥离精度为0.05 mm。其中进给伺服系统负责石墨套管剥离,应满足单次剥离厚度小于0.5 mm,实现石墨套管单次剥离的厚度等剥离参数的确定。需要剥离的石墨套管长度为150~600 mm,因此在剥离过程中,刀具行程应大于600 mm。控制系统负责刀具转速、下刀深度、剥离厚度等剥离参数的调节。

图2 石墨套管剥离装置示意图
(2)刀具选取。
纵向剥离的刀具主要为球刀和平底刀,刀具结构示意图见图3,图3(a)为平底刀基本形状,图3(b)为球刀基本形状。其中,平底刀主要用于粗加工,平面精加工和清角加工,其缺点是刀尖容易磨损,影响加工精度,不适用于放射性石墨套管剥离分层取样;球刀主要用于非平面的精加工,适用于此次放射性石墨套管剥离分层取样。通过调研,选取整体氧化锆陶瓷成形铣刀[7]作为剥离刀具。

图3 刀具基本形状图
3.2.3 剥离过程中防污染扩散设计
放射性石墨套管剥离过程中,将产生放射性气溶胶,因此剥离作业室设计为全密封作业室(见图4),作业室换风次数和负压应满足辐射防护分区要求[8]:换风次数为2~5次/时,压差控制在20~40 Pa。

图4 剥离作业室示意图
3.2.4 样品收集设计
根据石墨粉末逸散的原因和石墨粉末降沉的特点,确定石墨套管内外剥离粉末收集方式[9];其中石墨套管内表面剥离产生的粉末大部分沿着石墨套管内壁沉降,按图5所示方式进行石墨套管固定装置、内表面石墨粉末收集装置设计。石墨套管外表面剥离产生的粉末逸散后在重力的作用下降沉,结合石墨套管最大高度和剥离过程中刀具运动路径,在保证避免外表面收集容器与刀具发生碰撞的条件下,按图6 所示方式对粉末进行收集,并根据刀具运动路径确定外表面粉末收集容器结构尺寸。

图5 内表面粉末收集示意图
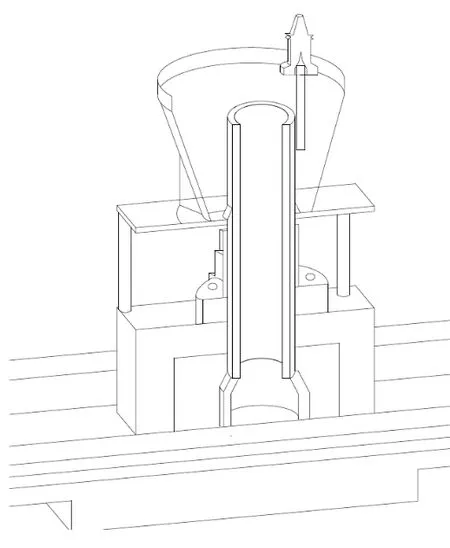
图6 外表面粉末收集示意图
3.3 防交叉污染考虑
采取单次剥离、单次收集的方式对石墨套管逐层剥离。为防止石墨粉末取样过程中交叉污染[10],当石墨套管完成一次表面剥离后,人工更换内、外表面石墨粉尘收集容器,同时采用吸尘的方式,对残余在放射性石墨内外表面的放射性石墨粉末进行清理,防止放射性石墨粉末样品间交叉污染,同时用酒精棉对附着在刀具上的粉末进行擦拭收集。
4 获取石墨套管剥离工艺参数
通过选取不同下刀深度(刀具每剥一圈下降的高度)、不同转速条件下,开展了剥离厚度为0.5 mm的内外表面剥离试验,获取了石墨粉末收集率等相关信息,数据详情见表1,剥离效果见图7~图9。通过对试验数据的分析,内外表面收集装置收集率为92.29%~96.20%、剥离过程中石墨套管完好未出现破损、剥离厚度误差0.03~0.215 mm,能达到剥离放射性石墨套管的要求。在确保收集率、石墨套管完好的情况下,选取了剥离效率较高的剥离工艺参数:剥离厚度0.5 mm,下刀深度1 mm,主轴转速800 r/min,作为放射性石墨套管剥离工艺参数。同时,验证了粉末收集装置可行的,防交叉污染的措施是有效的。

表1 剥离试验数据表

图7 内表面剥离前后对比效果

图8 外表面剥离前后对比效果图
5 石墨套管逐层剥离及样品分析
选用剥离试验获取的剥离工艺参数,分别对长度300 mm、400 mm放射性石墨套管进行了内外表层逐层剥离,其中300 mm石墨套管剥长度为200 mm,400 mm石墨套管剥离长度为280 mm。两根石墨套管内外表面剥离的样品信息详见表2、表3,样品分析的结果详见表4、表5。
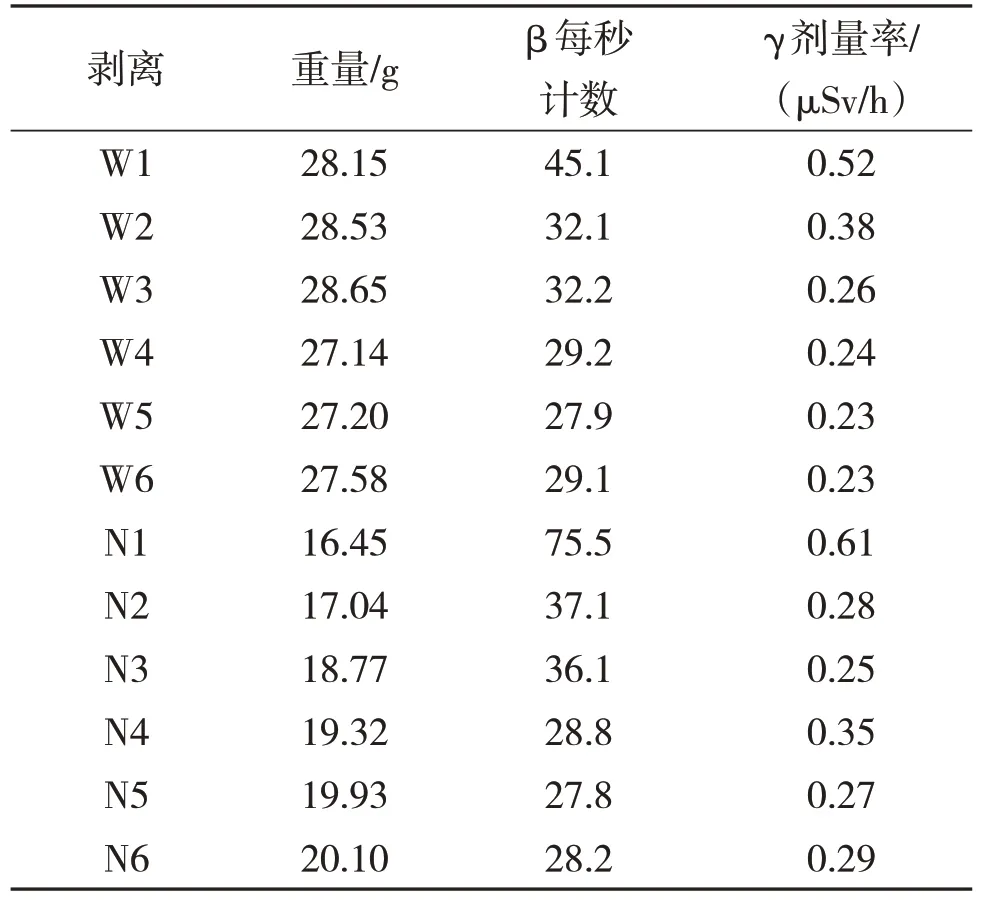
表2 300 mm石墨套管剥离热试验数据记录表

表3 400 mm石墨套管剥离热试验数据记录表

表4 300 mm石墨套管样品分析数据

表5 400 mm石墨套管样品分析数据
6 石墨套管污染分布
通过对2 根放射性石墨套管内外表面逐层剥离,根据剥离的样品分析结果,获得了石墨套管污染分布情况,见图10~图15。
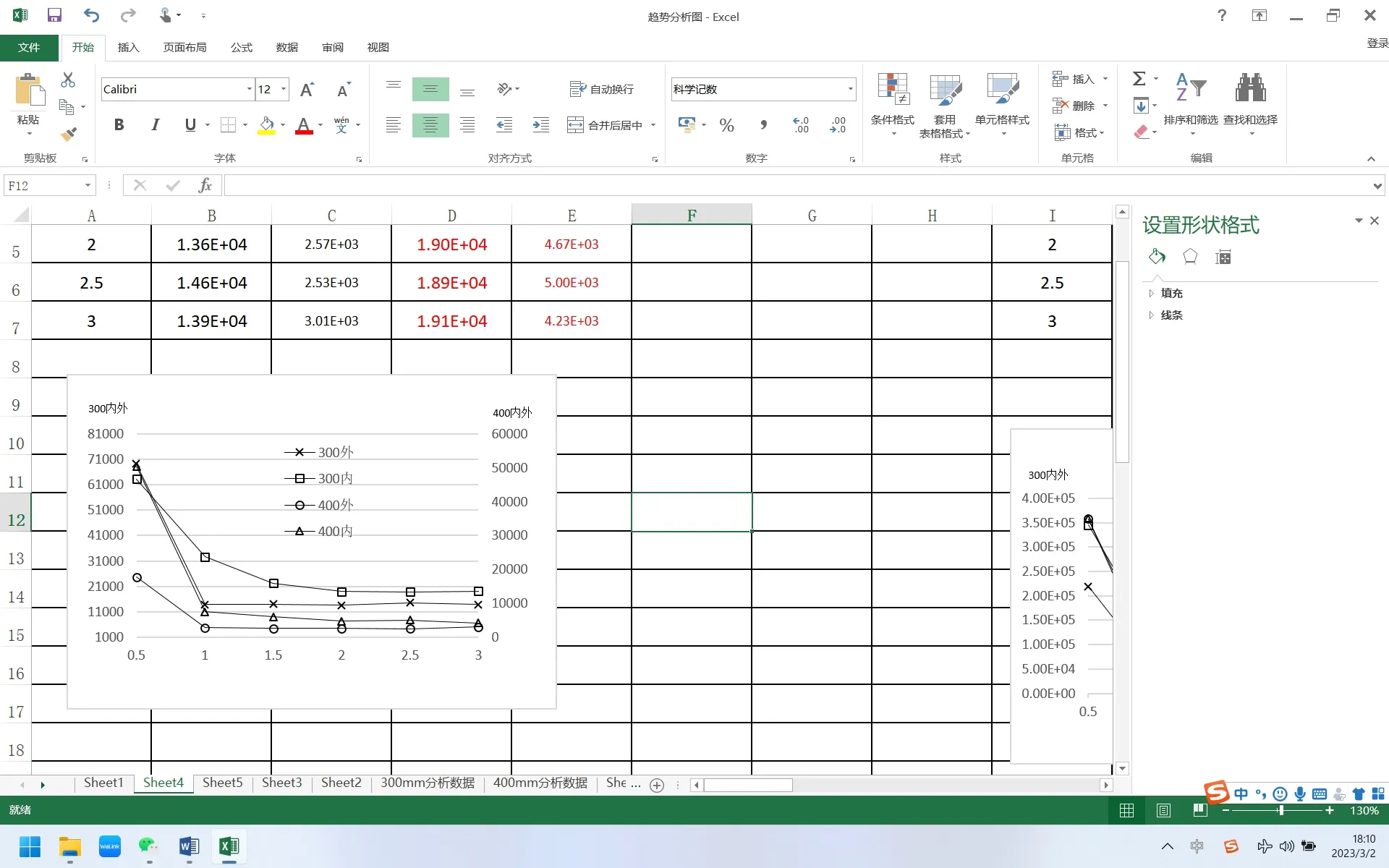
图10 137Cs内外层污染分布趋势图

图11 60Co内外层污染分布趋势图
图12 3H内外层污染分布趋势图

图14 63Ni内外层污染分布趋势图

图15 90Sr内外层污染分布趋势图
7 结语
通过生产堆石墨套管污染分布探索实践,研制了石墨套管剥离装置,掌握了石墨套管逐层剥离工艺,完成了放射性石墨套管逐层剥离和样品分析,获取了生产堆石墨套管污染分布情况,其中137Cs、60Co主要分布在石墨套管内外表面1 mm,3H主要分布在石墨套管内外表面1.5 mm,14C在石墨套管内外表面0.5 mm分布略高,63Ni在石墨套内外面水平相当。
