一种基于视觉检测与定位的实训系统设计
2023-09-20周礼缘姚晓宁
周礼缘,郭 琼*,陈 勇,姚晓宁
(1.无锡职业技术学院,江苏 无锡 214121;2.苏州富纳艾尔科技有限公司,江苏 苏州 215009)
0 引言
给机器安装视觉如同让机器长了“眼睛”,具备了“观察”事物的能力,可以更好地对事物做出判断和处理,实现“智能”工作。机器视觉系统借助光学装置和非接触的传感器获得被检测物体的特征图像,并通过视觉软件从图像中提取信息,进行分析处理,进而实现检测和控制,可以有效解决以往需要人眼进行的工件识别、定位、测量、检测等重复性劳动,具有实时性好、定位精度与智能化程度高等优点,逐渐成为实现工业自动化和智能化的核心技术[1-3]。
印刷电路板(Printed Circuit Board,PCB)是电子产品不可或缺的组成部分,其性能好坏直接决定了电子产品质量,因此对PCB板进行质量检测非常重要。本文设计了一种基于PCB板的视觉检测与定位实训系统,项目源于生产实践,并结合“1+X”第四批职业技能证书《工业视觉系统运维》标准,对实际项目做了知识点梳理和任务设计,实现了对PCB板的高精度测量、检测和定位功能。经过不断试验、调整和优化,系统运行稳定,已用做《工业视觉系统运维》职业技能培训。
1 系统设计
1.1 系统方案设计
PCB板缺陷检测是电子行业中非常关键的技术。电路板元件的大部分贴装缺陷,可以从贴装后元件的几何特征上体现出来。因此,元件的几何特征提取是进行检测的一种重要手段。系统设计时选取了部分PCB板的检测内容,包括正面关键尺寸检测、背面字符及条码的识别及比对,设定的工作流程如图1所示。
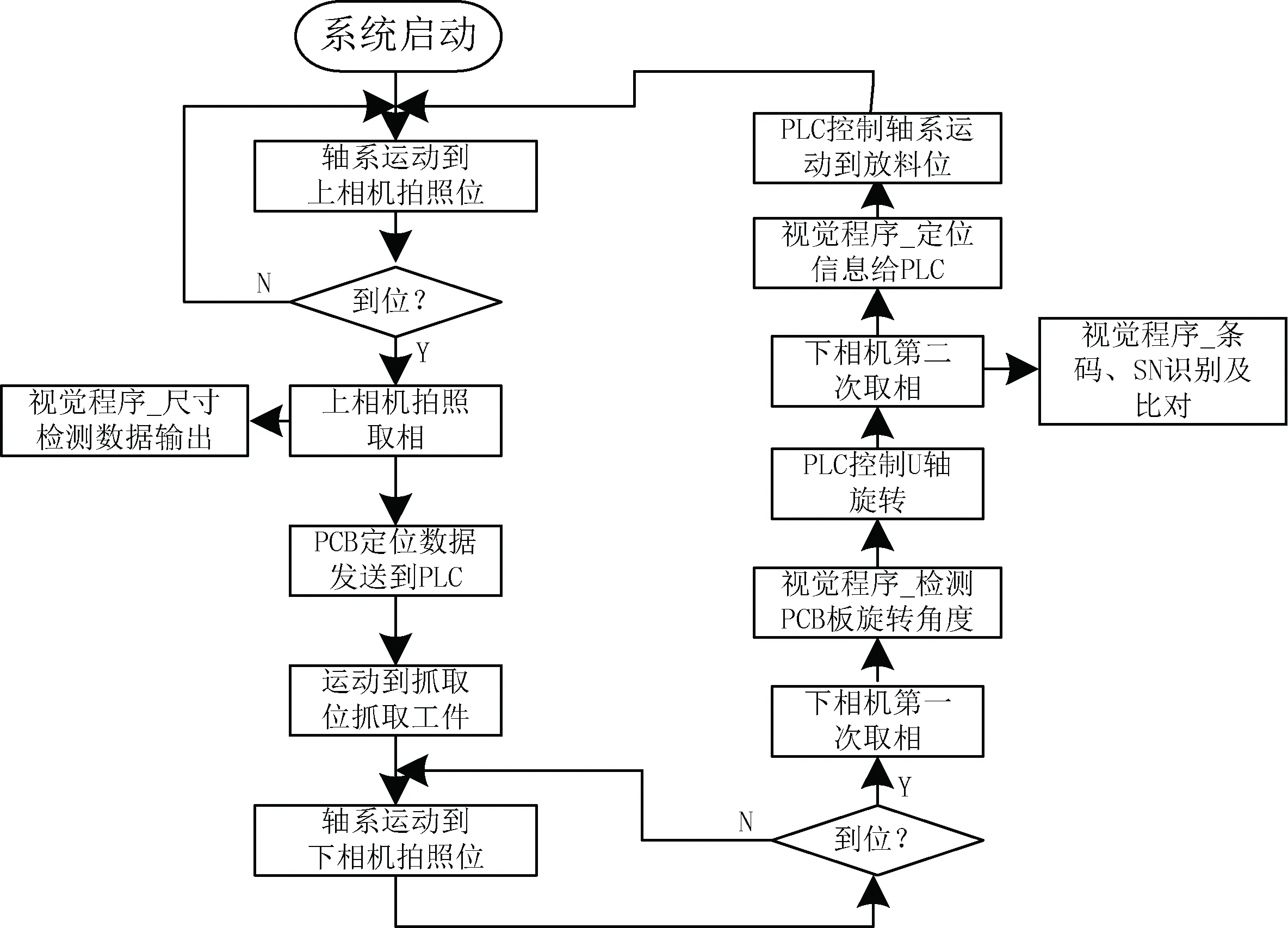
图1 系统检测和定位的工作流程
根据工作流程,将系统设备划分为图像采集、工控机及机械手3个部分,如图2所示。

图2 系统结构
图像采集设备用于采集PCB板图像,对PCB板正反面进行质量检测。在合适的光源作用下,相机与图像采集卡完成图像数据的实时采集与读取。其中,上相机用于PCB板正面质量检测与定位;下相机用于PCB板反面质量检测与定位。视觉系统的开发环境选用VisionPro视觉软件。它是一套基于PC架构的视觉系统软件开发包,集成了用于定位、检测、识别和通信等任务的工具库,可用C#、VB和VC等语言进行二次开发,兼容多种图像采集卡,适用于多种相机设备。
工控机是整个系统的核心控制部分,主要承担与相机、光源和PLC的通信以及图像处理与分析工作。工业相机通过GIGE千兆网接口与工控机连接,将采集的图像数据传输给计算机处理。PLC与工控机采用以太网通信,接受工控机发出的控制信号及位置坐标等参数。
机械手系统包括PLC、执行机构及人机界面,由汇川PLC、直角坐标机械手、伺服驱动器及伺服电机等部件组成。PLC接受计算机发出的控制命令,通过控制伺服电机,驱动直角坐标机械手执行相应动作。人机界面用于设置和显示机械手运动坐标、系统手/自动模式切换操作等。
1.2 系统硬件实现
系统硬件结构设计如图3所示。PCB板放置在治具的待检测区,上相机与光源安装在机械手的Z轴上,随着Z轴上、下移动,可动态调整相机与PCB板的高度,以获取高质量的PCB板图像。安装于Z轴上的真空吸嘴用于吸取PCB板并移动PCB板到下相机工作位置。下光源安装在操作台面、下相机安装在下光源下部,可手动调节相机工作距离、焦距、光圈等参数。
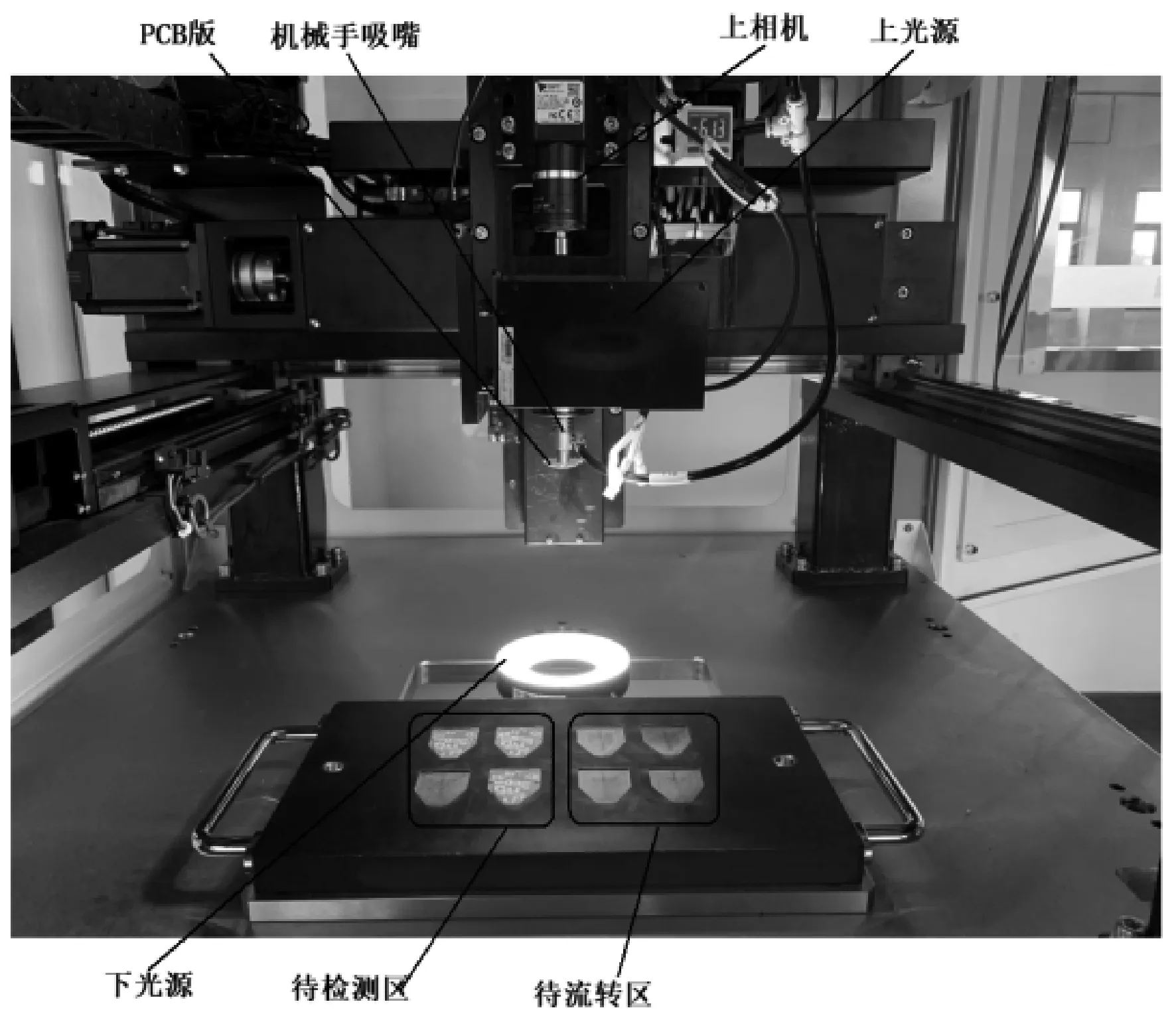
图3 检测系统硬件结构
监控系统包括显示测量结果的PC机监控界面和HMI操作界面,HMI操作界面布局如图4所示。
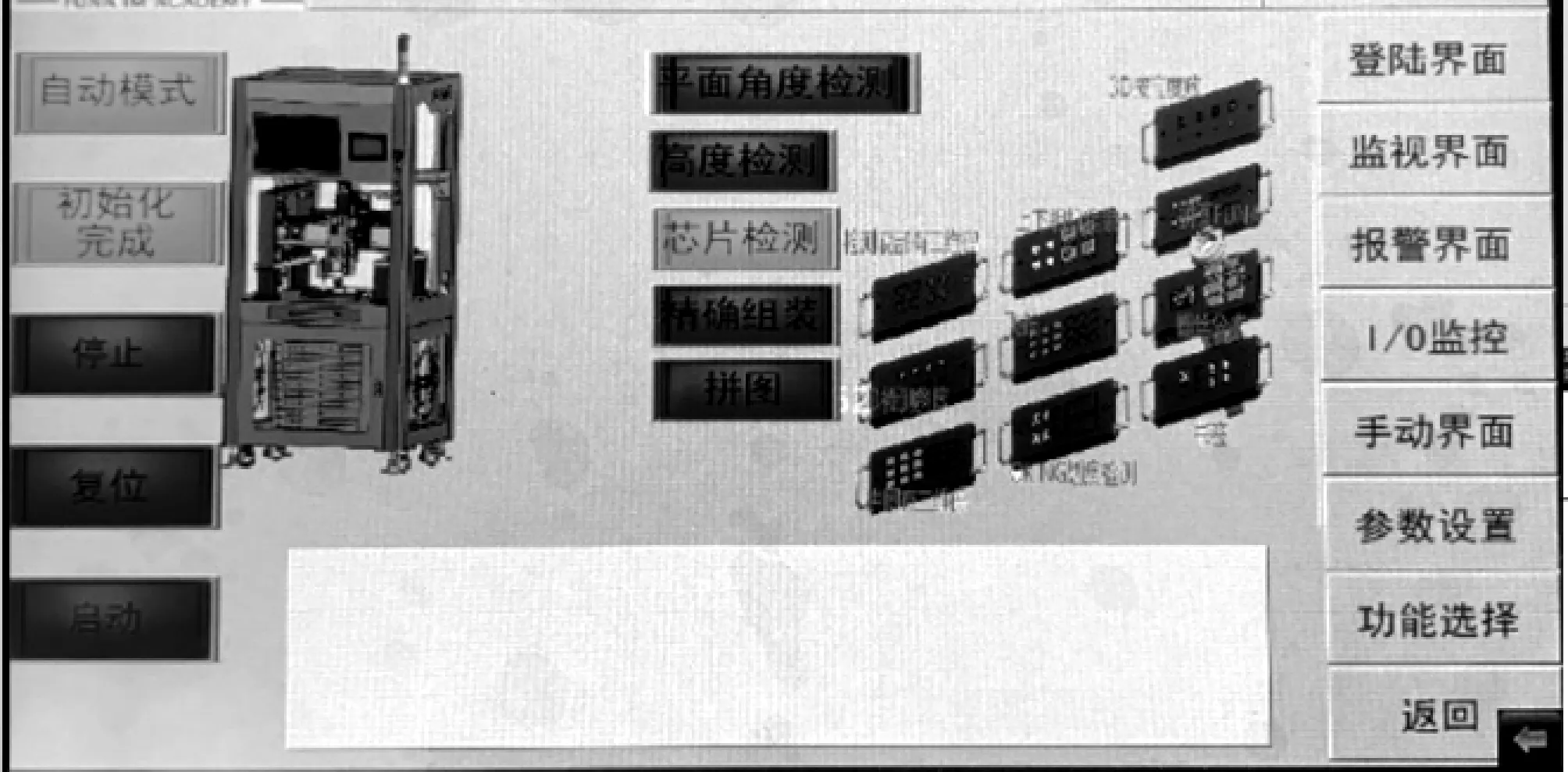
图4 HMI操作界面
2 光源选择与应用分析
2.1 光源选择
光源及其产生的照明效果对视觉判断会产生极大的影响,是决定成像质量的重要因素。常用的光源主要有卤素灯、荧光灯、LED灯、氙灯等类型,形状有环形、条形、平面、同轴光源等,颜色有白色、红色、蓝色等。影响照明效果的因素复杂多变,目前没有普适的机器视觉照明方案,往往需要针对具体的应用环境,并考虑待检测目标与背景的光反射与传输特性区别、距离等因素来选择合适的照明方案,以达到目标特征与背景的最佳分割效果和显示效果,提高系统的可靠性[4-7]。
由于LED光源具有发光效率高、响应速度快、发光稳定、寿命长、易于组成不同形状、成本低等优点,越来越被重视,成为机器视觉的首选光源。本系统上、下相机光源均选用白色LED光源;为了达到PCB板表面光照基本均匀,增大测量区域与背景区域对比度,保证图像的稳定性和图像处理的成像效果,需要选择合适的LED照明形状。
2.2 上光源设计及应用
上相机主要用于印刷电路版的尺寸测量及划伤检测。由于PCB板上集成了许多不同的小芯片,表面反光且平整不一,经过分析与现场实验,上相机检测的光源采用同轴光源,以消除PCB板表面不平整引起的反光及阴影,打光效果如图5所示。

图5 PCB板打光效果
同轴光源工作原理如图6所示。高密度LED光源通过45°半透半反分光镜,一部分光经镜面反射到下面的物体上,然后从物体反射上来的光又通过半透半反镜面将一部分光照射到摄像头用于成像。成像的光源与相机、镜头在同一轴上,可以有效消除物体表面的反光和避免图像中产生摄像头的倒影。
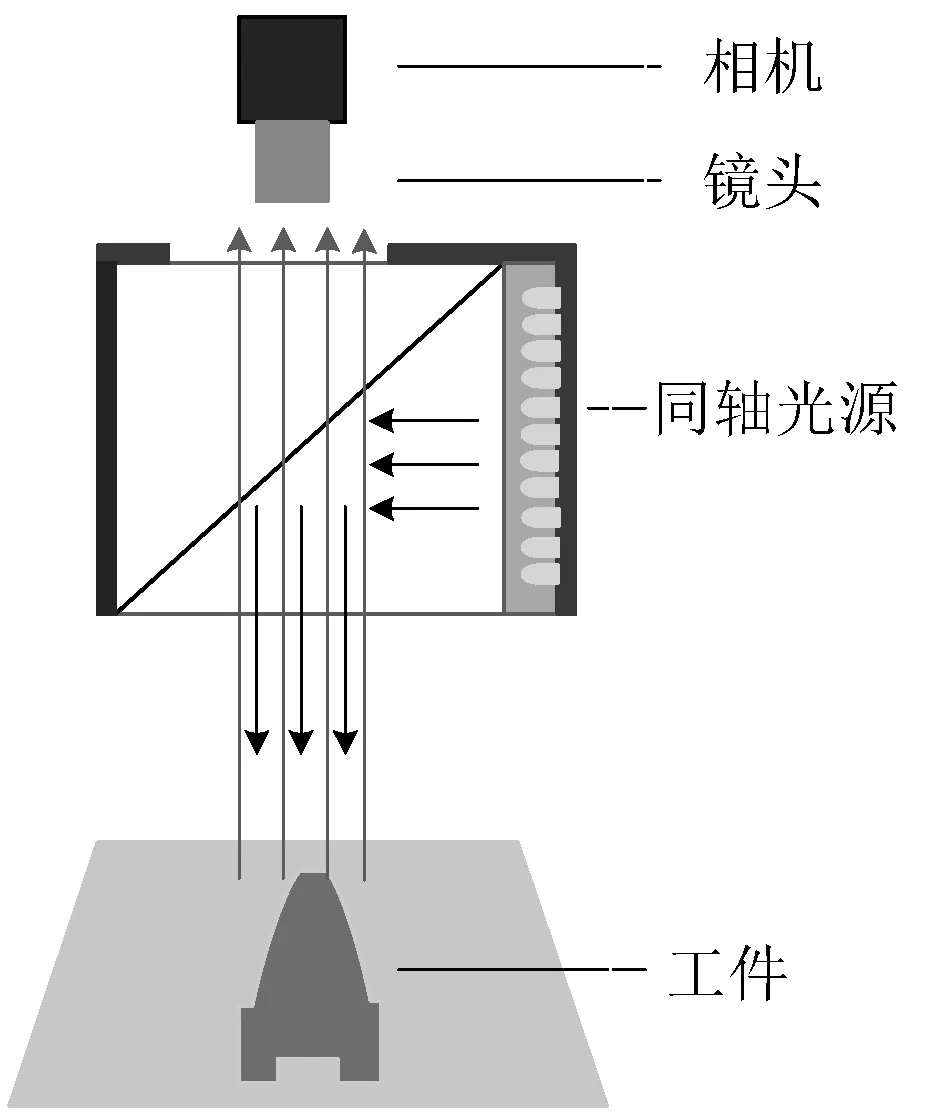
图6 同轴光源结构及工作原理
同轴光源适用于反射度较高的金属表面及玻璃的取相,能够清晰地反映出凹凸物体的表面图像,常被用于印刷电路板的网络、硅晶片的表面划伤等检测。
2.3 下光源设计及应用
下相机主要用于对PCB板背面的字符、二维码检测,并对PCB板精确定位,以便PCB板能精准进入待流转区的指定位置。本系统采用的PCB板图形为白底黑字,比较容易识别,选用一般的环形光源就可以达到检测要求,PCB板背面打光效果如图7所示。

图7 打光效果
环形光源可提供不同的照射角度、突出被测PCB板的三维信息、消除对角照射的阴影,保证PCB板背面图形的成像质量。
3 图像检测要点
3.1 相机标定
相机标定从相机获取的图像信息出发,计算三维空间中物体的几何信息,由此重建和识别物体。VisionPro软件提供了CogCalibCheckerboardTool(标定板标定)和CogCailbNPointToNPointTool(N点标定)两种标定工具。标定板标定是基于标定板来建立像素坐标和实际坐标之间的2 D转换关系;N点标定是利用像素坐标与物理空间的几何测量坐标间的对应关系来校正拍摄图片与实际物理空间的对应关系。在本系统中,尺寸测量工具采用标定板标定,机械手位置坐标采用N点标定法标定。
3.1.1 棋盘格标定
上相机标定板采用棋盘格,通过将校准板的图像和以实际物理单位表示的校准板上栅格点的间距提供给标定工具,来计算物理坐标和图像坐标之间的最佳拟合二维变换。相机的标定板标定方法克服了传统标定法需要的高精度标定物缺点,既能保证测量精度又易于实现。标定界面如图8所示,运行该工具可实现空间坐标的校正。
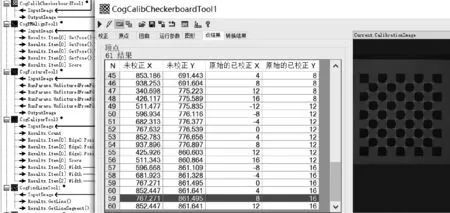
图8 棋盘标定界面
3.1.2 N点标定
机械手位置坐标的确定,采用N点标定法;N点标定法,可以保证标定的坐标系和机械轴系坐标一致;用两组点集来校正图像,一组点集为像素坐标点,另一组点集是像素坐标点对应的物理坐标点。使用该工具时,选取的特征点应尽可能分散,通过对两组点集的计算获得最佳的2 D转换,工具运行后,将此2 D转换添加到输入图像的坐标空间中,并输出校正后的图像。
在满足工作需求的前提下,本研究选择了5个移动的点生成二维空间与相机像素之间的转换关系。标定时在相机视野内移动机械手并拍摄照片,记录移动的每个位置的空间坐标和像素坐标,记录界面如图9所示。
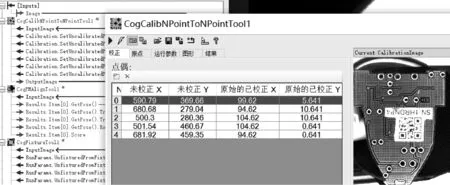
图9 N点标定法
3.2 测量基准线的确定
在检测PCB板时,以训练的PCB模板为基准,判断被测PCB板是否与训练模型相匹配。如果不匹配则输出未识别信息,系统自动进入下一个PCB板的扫描拍摄和识别。如果匹配,则图像处理并输出计算结果。
上相机测量时,先在每一个指定的测量位置上利用CogFindLineTool(找线)工具尽可能准确地找到对应的线段,以此线段为基准线,测量被测线段上的每一个有效点到基准线的垂直距离,再求平均值,以确保测量精度。
本系统是在印刷版上找3条线段的位置(如图10所示的元件A、B、C3个边),并根据3条线段生成的有效点数拟合成直线(CogFitLineTool工具)作为基准线,这样处理可以有效剔除由于定位偏差等因素造成的测量偏差。
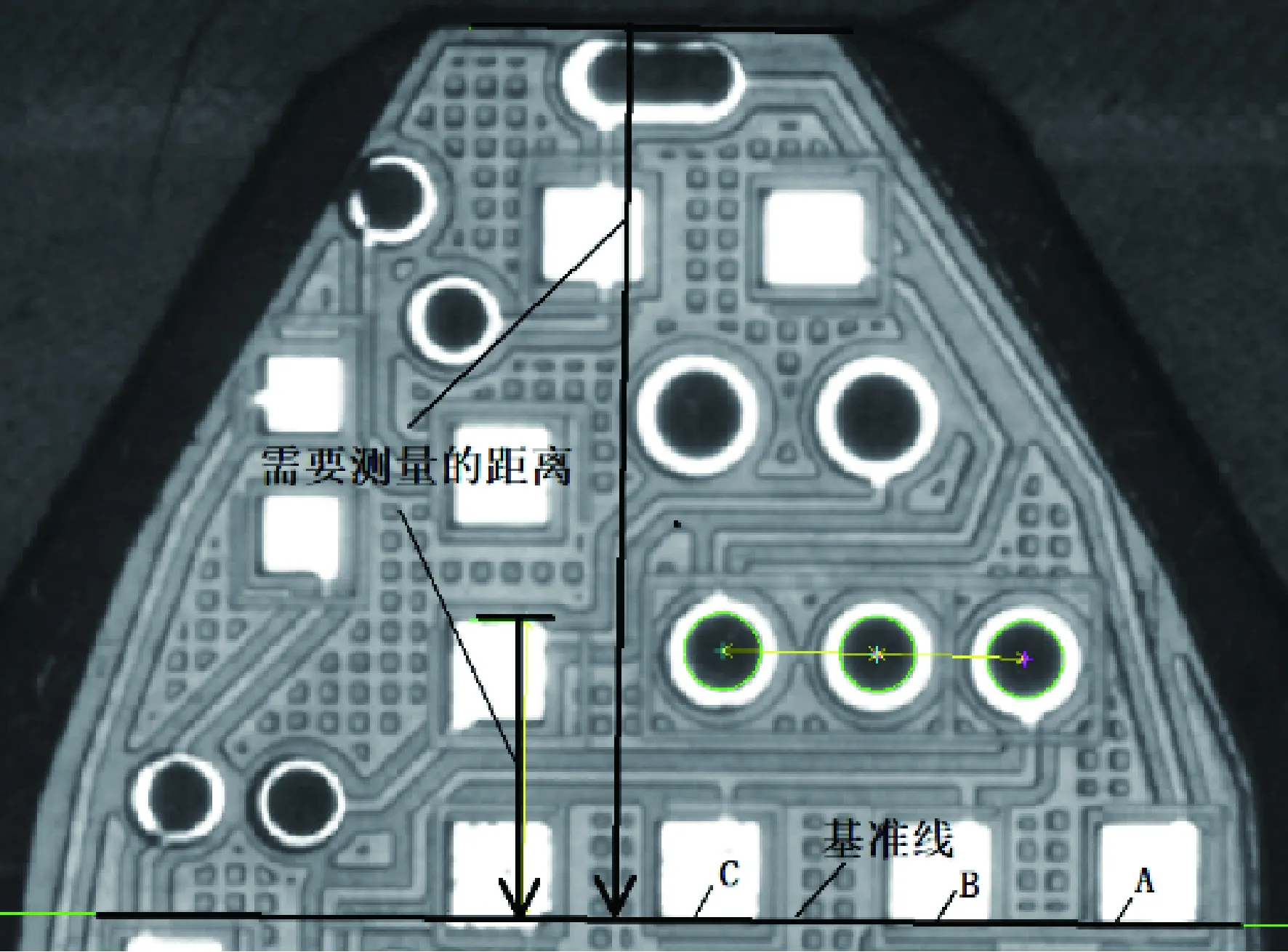
图10 欲拟合的线段及拟合的基准线
3.3 下相机的两次定位
当上相机测量完成后,通过安装在机械手上的吸嘴,将PCB板吸取并移动至下相机拍照位置,下相机进行定位和字符识别等处理。在这个移动过程中,机械手移动、PCB板晃动等因素会带来新的误差,为了确保PCB板能准确定位并搬移到待流转区的指定位置,需要通过两次定位,分别计算PCB板的角度和位置偏差,如图11所示。
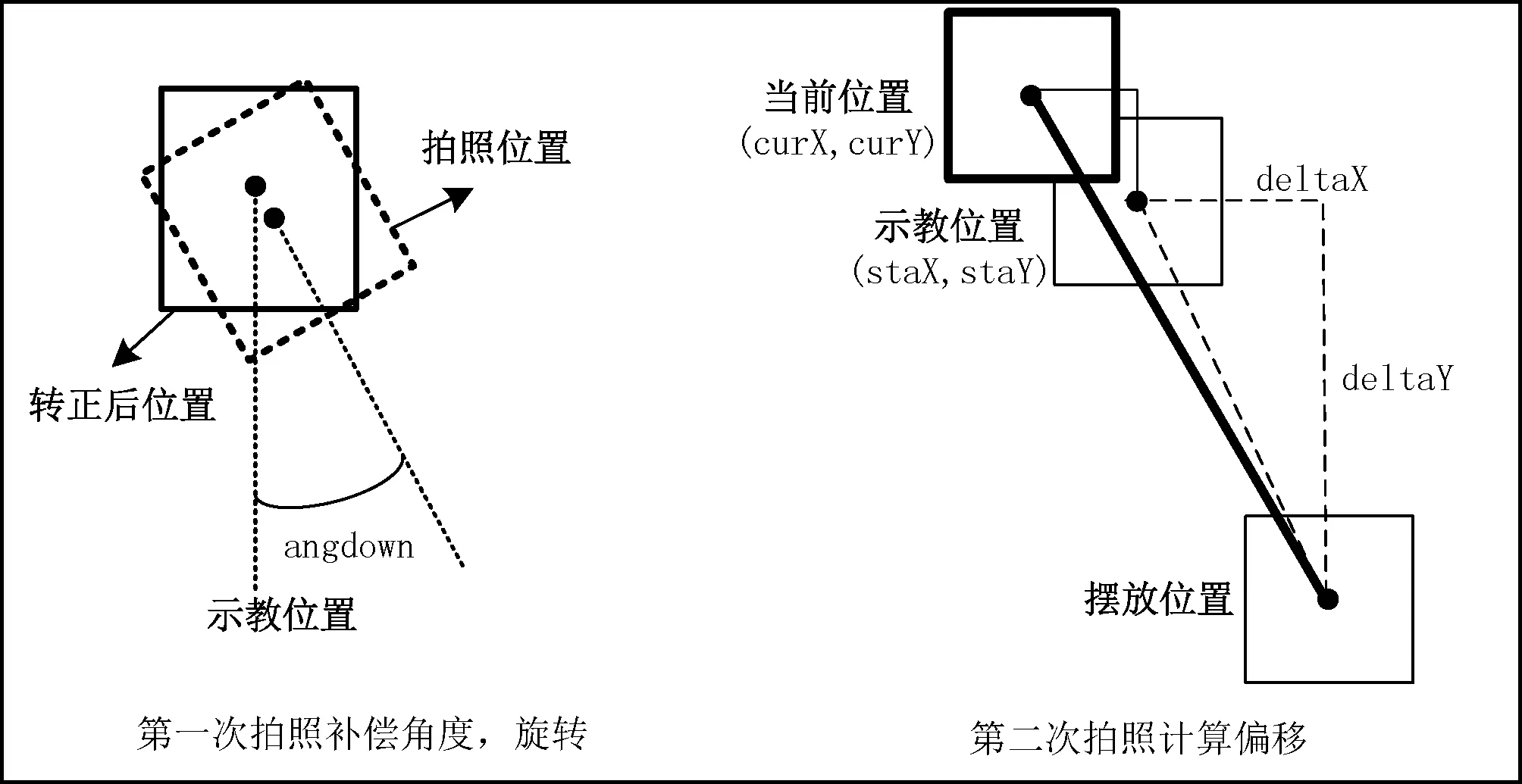
图11 下相机两次定位
当机械手将PCB板移动至下相机取相位时,工控机获取PCB板的当前角度,进行角度偏移(angdown)计算,并将其转换为角度脉冲数,然后将转换结果传给PLC,由PLC驱动机械手将PCB板旋转一个angdown角度,完成角度补偿。
当PCB板角度转正后,下相机再次拍照进行第二次取相,工控机根据PCB板当前的位置坐标(curX,curY),结合示教时的基准位置(staX,staY)和相对于摆放位置的偏移位置(deltaX,deltaY),对PCB板X、Y轴的实际移动量进行计算和脉冲数换算,并将计算结果传给PLC,从而驱动机械手将PCB板搬移到待流转区的指定摆放位置。
对PCB板位置的两次偏移计算与处理,使PLC获得精准的机械手运动坐标,能确保PCB板经过两次移动后仍然准确进入待流转区的指定位置。
4 系统功能实现
系统自动运行时,PCB板的检测值、系统运行状态等参数可通过PC机界面实时显示,如图12所示。检测界面包括检测的图像、检测数据和判定结果,以及系统实时运行时的偏移计算数据显示。

图12 PCB板质量检测监视画面
为满足系统实训的针对性,对系统的应用开发做了简化处理。按照功能将系统划分为视觉检测和机械手搬运两部分,并将机械手知识封装,使用时可不涉及机械手具体知识,只需通过人机界面实现对机械手的参数设定和运行操作,从而进一步突出工业视觉应用、提高学员学习兴趣。如图13所示,依托HMI界面的可视化指引,可对机械手系统实现手/自动、运动机构参数设置等操作,以配合视觉检测功能块实现PCB板检测、定位、数据处理等功能,获得有关视觉的必修知识。
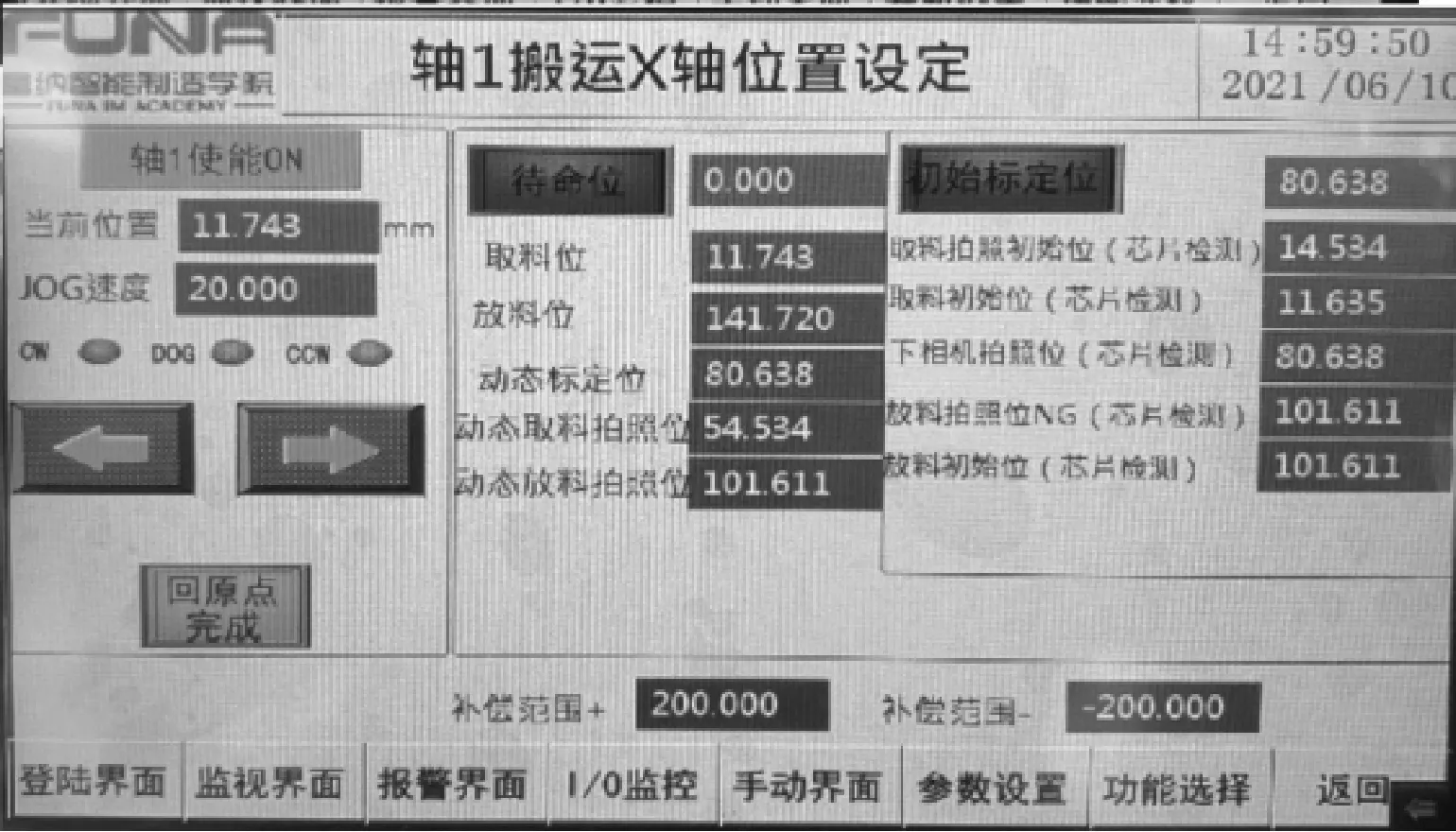
图13 机械手运动机构操作和参数设置
5 结语
本文设计了一种基于视觉检测与定位的实训系统。该系统可兼容不同用途的治具,丰富视觉应用场景,例如:将PCB板治具更换成书签治具,可设计实现书签的识别和划痕检测功能;更换成元器件组装治具,可实现元器件的精确组装功能等;可根据专业需求将功能封装的机械手系统作为研究和学习的载体,进一步设计和开展运动控制、PLC应用、人机界面开发等训练项目。
本设计的实训系统内容先进、应用灵活,可针对工业视觉培训需求,将机械手功能块进行封装,既能聚焦工业视觉知识学习,又可为工业视觉应用提供多场景应用载体,对高校开发实验实训设备及提高实践教学效果具有一定的借鉴意义。
