石墨烯智能过滤薄膜制备装置及设计
2023-09-20孙龙飞周洪亮寇兆军通信作者张登博张远明
孙龙飞,周洪亮,寇兆军(通信作者),张登博,张远明
(临沂大学机械与车辆工程学院 山东 临沂 276000)
0 引言
随着水污染、空气污染、新冠疫情等各类环境污染和防疫问题的日益突出,引起带过滤膜产品的高速发展,这些过滤膜主要用于空气净化过滤、医疗食品过滤、洁净室过滤、工业除尘过滤、电子防水透气和服装面料、口罩过滤等领域[1-3]。目前,过滤薄膜的主要材质是高分子化合物,性能相对单一,仅具有过滤性能[4-5]。在高效、智能化生产需求的日益增长,还需要对过滤的材质进行检测和控制,力求达到智能化和数据化的追踪,因此,传统过滤薄膜已经难以满足当前智能化、数据化的过滤需求和应用。
为了增强过滤薄膜的吸附性和智能化,本研究提出石墨烯智能过滤薄膜制备装置及设计方法。提出在制备过滤薄膜的原材料中引入石墨烯这一高吸附性能的材料,并在制备过程中利用静电纺丝技术制备过滤薄膜的基体,并利用气溶胶三维打印技术[6-7],在制备的薄膜中嵌入三维打印制备的纳米银电路和传感器,从而使过滤薄膜具备检测和信号传递功能,制备成石墨烯智能过滤薄膜。
1 石墨烯智能过滤薄膜制备原理
本项目提出在静电纺丝制备过程中嵌入气溶胶三维打印,从而制备出石墨烯智能过滤薄膜。这一创新理念为嵌入式智能薄膜的制备奠定了基础。
首先,将石墨烯和静电纺丝材料混合,制备出过滤薄膜制备的高分子材料。石墨烯高分子混合材料被置于微量泵中,在静电纺丝微喷运动平台和控制系统、机械运动平台作用下,将混合材料喷射到滚筒上,从而制备出过滤薄膜基体,该过程可以通过调节喷射泵的电机旋转速度和滚筒转速制备不同过滤性能的薄膜。之后将过滤薄膜置于气溶胶三维打印运动平台上,利用气溶胶三维打印技术将电路打印基材打印到过滤薄膜上制备出电路打印基底,然后将纳米银或纳米铜颗粒打印到基底上,最终再利用基材密封打印电路,从而制备出石墨烯智能过滤薄膜。加工方法的流程和制造原理如图1所示。

图1 石墨烯智能过滤薄膜制造原理和流程
2 石墨烯智能过滤薄膜制备装置设计
2.1 石墨烯智能过滤薄膜制备装置整机系统设计
石墨烯智能过滤薄膜制备装置是智能薄膜制备加工的重要组成部分,其主要作用是将静电纺丝的喷射、滚动的旋转;气溶胶的雾化、传输、喷射和工作平台的运动进行耦合。研究团队自主设计了石墨烯智能过滤薄膜制备装置。石墨烯智能过滤薄膜制备装置总体结构设计如图2所示。该加工装置平台主要包括三坐标工作台、静电纺丝系统、气溶胶打印系统、鞘气控制系统,其整体结构如图2所示。上位机通过运动控制卡实现对X、Y、Z三轴工作台的控制,通过IO控制卡控制鞘气系统开关和静电纺丝系统中滚筒电机的旋转。
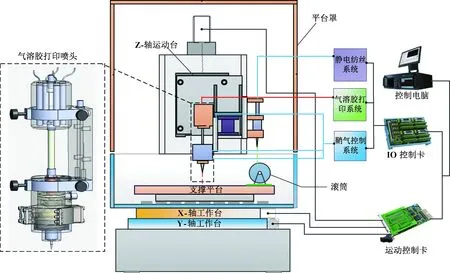
图2 石墨烯智能过滤薄膜制备装置系统框架及核心结构
整机的控制借助电脑主界面进行,运动控制卡对各运动轴下达动作指令,运动结构互相配合完成薄膜制备。将静电纺丝系统与气溶胶打印系统进行了深度融合。其中,气溶胶打印系统主要包括自主设计的气溶胶雾化及输送装置、气溶胶三维打印喷头等核心部件。而静电纺丝系统主要包括静电纺丝滚筒、喷射测距传感器、定位装置等核心零部件。在加工过程中,上述系统和构件彼此紧密配合,分工协作,完成对石墨烯智能薄膜的制备。
2.2 运动系统与控制设计
石墨烯智能过滤薄膜制备装置运动系统由滚筒直流电机和三个XYZ-轴伺服电机组成,并由运动控制卡控制。运动系统的主体是自主设计的三坐标工作台。该工作台面尺寸为300 mm×300 mm×400 mm;其中X、Y轴工作台行程为300 mm×300 mm,Z轴行程为400 mm,三个坐标轴均通过伺服电机带动滚珠丝杠进行移动,电机采用松下公司生产的三相交流伺服电机。工作台的X、Y轴控制工作台可实现左右和前后运动,Z轴主要实现喷头相对工件的轴向进给和抬升。
气溶胶打印系统喷头和静电纺丝喷射喷头都安装在Z轴运动固定安装架上,且分布在两侧,由于其打印过程是非同步进行,所以采用一套运动系统可以同时控制两个打印系统工作。石墨烯智能过滤薄膜制备装置运动系统需要对滚筒进行运动控制。数控系统要实现对滚筒转速的调节。
本研究团队自主设计了石墨烯智能过滤薄膜制备装置专用的数控系统。该系统采用PC与NC相结合的控制形式,对三坐标运动平台的各轴进行联动控制,通过串口对加工系统的旋转主轴开关控制。PC部分主要是采购了研华PCM-3363型工控机,开发采用了Windows系统(CPU主频为1.67 GHz),支持PCI-104总线扩展。人机界面的开发是采用C++和C#在Visual Studio 2013软件上实现。NC部分采用Xilinx Spartan3E系列FPGA进行实现,主要完成各个轴的控制脉冲分配以及所有IO操作。数控系统的主控制界面如图3所示,自主开发的数控板卡的正反面如图4所示。

图3 数控系统控制界面

图4 数控系统控制板卡
2.3 喷头结构设计
为了解决石墨烯智能过滤薄膜制备过程中,气溶胶三维打印束分散、气溶胶易阻塞喷头和气溶胶过喷难控制问题,本研究提出一种基于气溶胶喷射三维打印的新型喷头结构设计,如图5所示。该新型喷头主要包括气动接头卡套、加热棒、加热头、上固定环等。加热棒安装在加热头的柱状腔内,气动接头卡套和上四氟管卡套分别安装在加热头中间的通孔两端,其中气动接头卡套接输送气溶胶的管路,四氟管卡套下端接输送气溶胶气体的四氟管。上述加热头结构被上固定环和手拧螺钉一同紧固在加热头固定板上。同时加热头固定板又安装在锥形鞘气背板上。
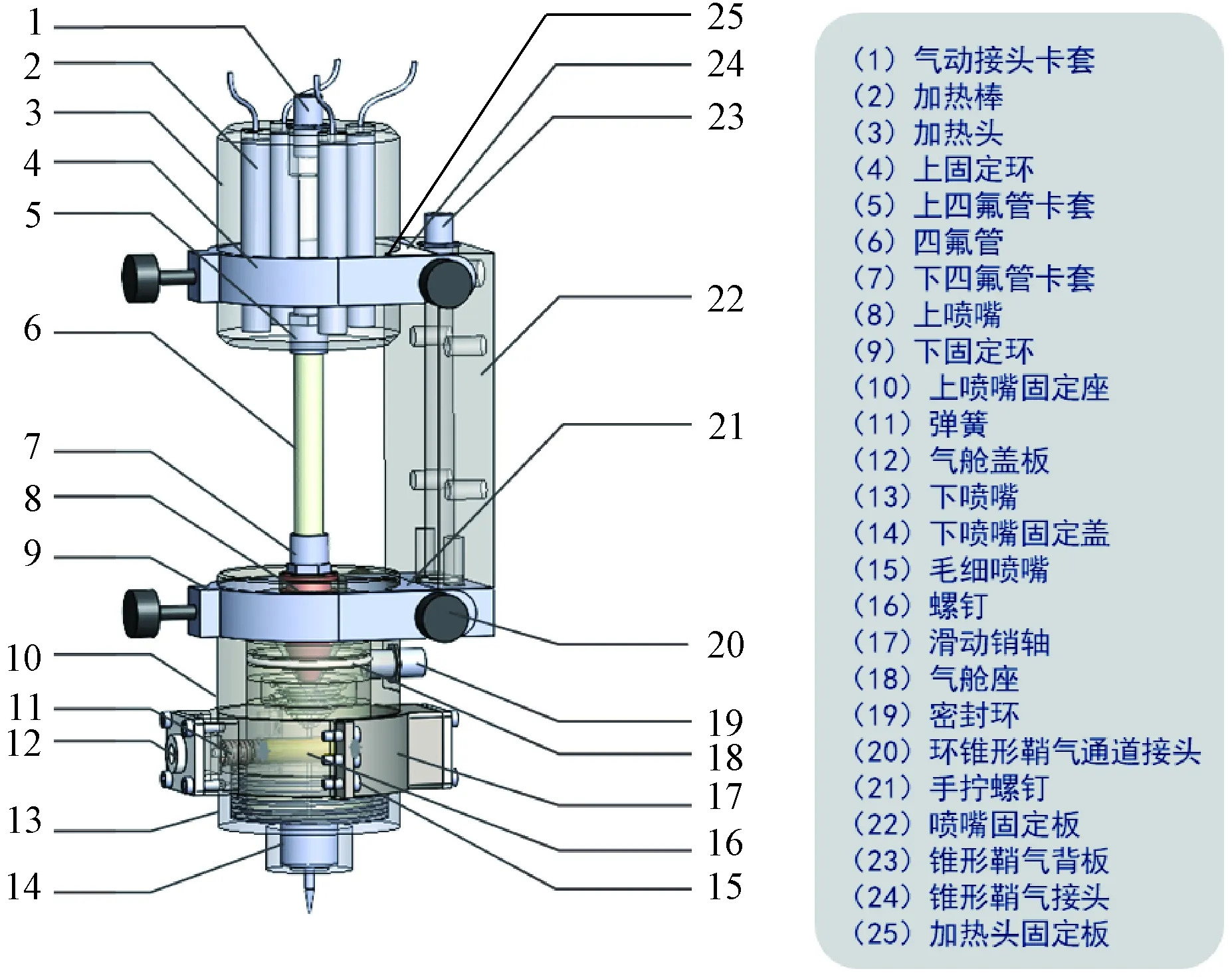
图5 新型喷头结构
装置下端部分的核心构件是上喷嘴和下喷嘴,两者上下紧靠安装,依靠上喷嘴固定座和下喷嘴固定盖螺旋紧固带动夹紧。下喷嘴的内部轴线处设有气溶胶的直通管道,上端车削加工出锥形收缩口,下喷嘴的侧面设有侧面进气环绕空腔和密封环放置管道。下喷嘴的中间部分开设有圆柱形通孔,用于安装滑动销轴和弹簧。下喷嘴的内部设有环锥形气流孔道,该孔道一端与侧面环绕空腔相通,一端与中间气溶胶通孔侧面相通,形成侧面旋转鞘气,实现对气溶胶气体的压缩和环绕。整个喷头被上固定环、下固定环、手拧螺钉、喷嘴固定板和加热头固定板安装在锥形鞘气背板。
上喷嘴固定座轴向上,在中间区域设有通孔,用于安装上端的下四氟管卡套,从而与四氟管相通,实现气溶胶的上下输送。上喷嘴固定在侧面设有两个对称的通孔,用于安装两个对称的气舱座。气舱座上使用螺钉紧固安装气舱盖板,并最终将气道管路与气舱盖板相连,实现二、三两段鞘气的输送。
2.4 鞘气系统设计
石墨烯智能过滤薄膜制备过程中需要嵌入气溶胶打印电路。为了提升打印电路的质量和精度,气溶胶的连续性和打印束径需要被严格控制。为此,本研究中提出采用三段鞘气对喷头内的气溶胶进行直径收缩。气溶胶喷射打印气路管道分布示意图及原理如图6所示。

图6 气溶胶喷射打印气路管道分布示意图及原理
其中,第一段鞘气是锥形收缩鞘气,第二段和第三段鞘气是环锥形的收缩鞘气,三段鞘气的组合应用可以有效限制气溶胶打印过程中气溶胶到打印底板之间的分散,提升打印束径的控制精度,进而提升打印产品的质量和精度,此外,通过三段鞘气保护,特别是锥形鞘气和环锥形鞘气的组合方案,还可以解决气溶胶在打印喷头内的粘滞和阻塞问题。
此外,由于气溶胶具有类似气体介质的特性,因此在实际加工制造过程中,对于气溶胶的精确控制一直是该技术在实际应用中的技术难点。为此本研究提出在下喷嘴中嵌入滑动销轴来解决该技术难题。具体原理如图7所示。

图7 滑动销轴两固定位置的气溶胶通路示意图
滑动销轴为圆柱形状,内部含有两条通路,均由电火花加工而成。其中一个通道是通孔,另一通道是左旋转90°的“L”形。上述通道分别用于调整气溶胶的输送方向。前者用于气溶胶的循环管路,是常规初始状态,应用于开进打印的气溶胶稳定阶段和打印过程中打印头挪位时,主要通过气溶胶的循环通道,不断调整工艺参数和雾化装置从而使气溶胶达到稳定打印的雾化状态。后者用于气溶胶的打印管路,是打印状态时的固定位置。通过右侧气舱内施加辅助气体压力,配合右侧弹簧压力,使两者之和远大于左侧弹簧力,从而推动滑动销轴往右运动,接通气溶胶正常打印的管路,实现气溶胶的正常打印。
2.5 静电纺丝系统结构设计
静电纺丝喷射系统是保证石墨烯智能过滤薄膜加工的重要组成部分,其主要作用是将带电的聚合物液滴在电场力的作用下在毛细管的Taylor锥顶点被加速。当电场力足够大时,聚合物液滴克服表面张力形成喷射细流。细流在喷射过程中溶剂蒸发或固化,最终落在接收装置上,形成类似非织造布状的纤维毡,这一结构正是过滤薄膜的基底。样机中使用的静电纺丝喷射系统由本团队自主设计与制作,主要包括运动平台搭建、静电纺丝注射器件及装夹零部件等。其中电源采购,其最大电压应达到30 kv,其正极通过钢夹连接于物料喷头一侧,负极连接于滚筒上,并使滚筒连接大地。这般使得喷头与物料成型滚筒之间产生电场,使带电的复合材料在电场力的作用下在毛细管的Taylor锥顶点向滚筒处加速。在微观上,电子通过电场力喷出,为物料提供路径。通过滚筒的旋转,物料成型于滚筒上,完成薄膜作业。
3 石墨烯智能过滤薄膜制备装置样机
石墨烯智能过滤薄膜制备装置样机如图8所示,样机正面分成两块主体结构,左侧是显示面板和数控操作面板,下面是主机和电源系统,机器背面是整机装置的电路系统。样机的右面是气溶胶三维打印和静电纺丝耦合系统,包括打印平台、三坐标工作台、喷头等结构。平台下面主要是鞘气系统,主要是流量阀、压力阀和具体的气路管路等。通过对打印系统的调试和工艺实验探究及优化设计,该加工样机可以实现对石墨烯材料的静电纺丝喷射制造,还可以在制备的基底材料上进行气溶胶三维打印纳米银电路和传感器打印,从而使过滤薄膜具备检测和信号传递功能,制备成石墨烯智能过滤薄膜。
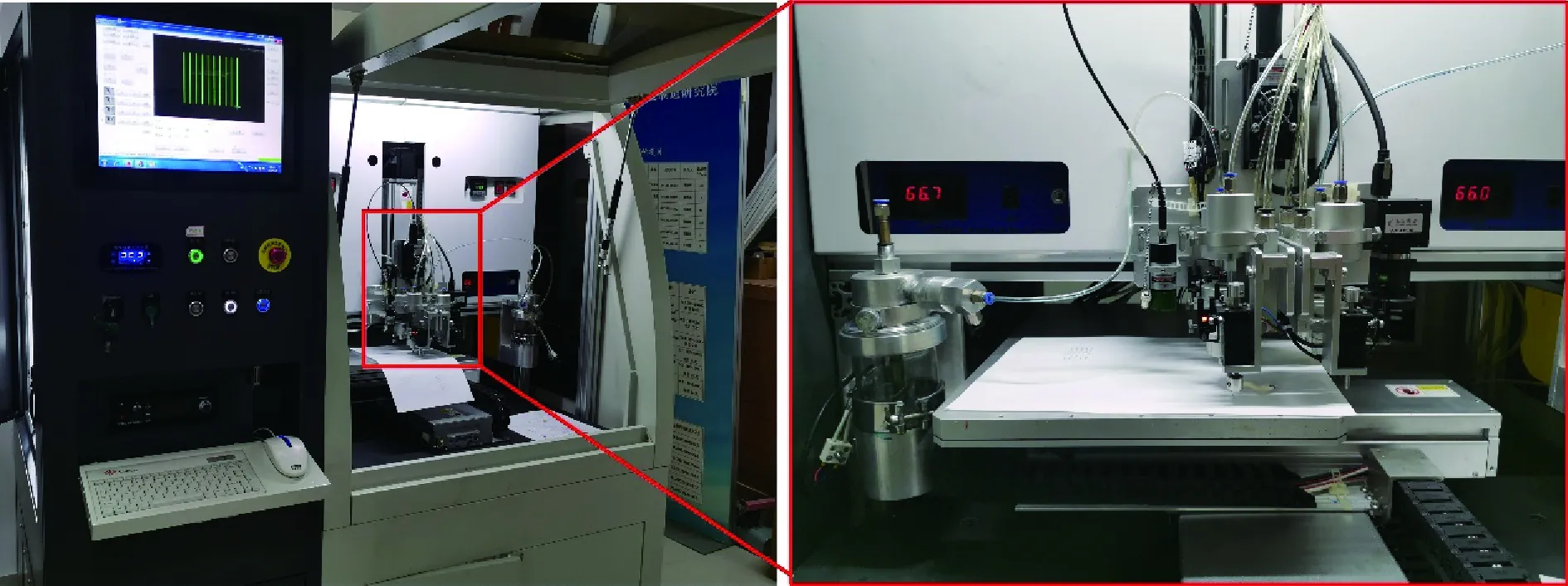
图8 石墨烯智能过滤薄膜制备装置样机
4 结语
综上所述,本项目基于静电纺丝与气溶胶三维打印技术,将静电纺丝喷射打印系统与气溶胶三维打印系统的深度融合,开发出石墨烯智能过滤薄膜制备装置,实现了加工装备的创新,填补了该类装备的市场空白。立足于不同材料的特性及优点,将石墨烯与静电纺丝高分子材料两种材料进行融合,可制备出增强增韧且具有吸附性的石墨烯复合材料。在结构设计中自主设计了石墨烯智能过滤薄膜制备装置专用的数控系统,设计出内置新型喷头结构,解决了气溶胶喷头易阻塞和过喷难控制问题,提出采用三段鞘气对喷头内的气溶胶进行直径收缩的方法及结构设计,设计了静电纺丝喷射和气溶胶三维打印的安装结构,实现了Z轴运动平台对两套系统的运动控制。本研究为石墨烯智能过滤薄膜的制备奠定了硬件基础,为后续理论研究和工艺研究创造了条件。