RRT 对工业摄影测量基准尺精度影响研究
2023-09-07王伟峰齐建伟黄桂平王新萍刘彦荣
王伟峰 ,齐建伟 ,黄桂平 ,王新萍 ,刘彦荣
(1.黄河水利职业技术学院,开封 475004;2.华北水利水电大学,郑州 450011;3.航天神舟智慧系统技术有限公司,北京 100089)
1 引言
从20 世纪60 年代起,有学者对近景摄影测量的相关理论、算法及硬件进行了研究,并逐步将其应用到工业测量领域[1-4]。到20 世纪90 年代,随着计算机技术的快速发展,工业摄影测量技术逐渐步入数字化时代[5,6]。经过30 多年的推广,数字近景工业摄影测量技术在航天、航空、电子科工、装备制造等领域得到了广泛应用,成为高端制造领域一种不可或缺的测量技术[7-15]。
作为工业摄影测量系统的长度基准,基准尺一般以碳纤维、铟钢等膨胀系数很低的材料作为基材,基材上布设2 个以上的圆形回光反射标志(Retro-Reflective Target,RRT)作为基准靶点,基准尺长度定义为基准靶点中心之间的距离[16]。目前,应用最多的是一体式基准尺,该类型基准尺上通常布设8 个基准靶点,能够定义4 个基准长度,如图1 所示。测量时,将基准尺与被测物体放在一起进行测量,解算过程中基准尺提供的4 个基准长度能够互相检核,从而实现对物方空间尺度的高精度缩放。由于受到基准尺制作工艺、长度标定方法等因素影响,实际工程应用中,基准尺实测值与标定值偏差较大的情况时有发生,有时偏差甚至达到±(30~50)μm[17-19]。进行高精度测量时,4 个基准长度互差问题往往成为各方关注的焦点。
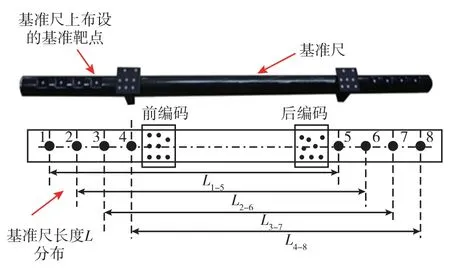
图1 一体式基准尺示意图Fig.1 Illustration of integrated scale-bar
为提高基准尺的精度,国内外很多机构和学者致力于基准尺长度标定方法的研究与实践。其中,法国计量科学研究院(LNE)采用的是显微镜法,法国GMS 公司(Géodésie Maintenance Services)采用的是摄影测量法,德国和美国的一些公司采用三坐标测量机标定基准尺长度[20]。北京长城计量测试技术研究所的甘晓川曾利用测长机和显微镜,配合CCD 相机的方法获取基准尺上RRT 的图像,通过图像处理的方法标定基准尺长度,取得了比较理想的效果[16,21]。在此基础上,北京长城计量测试技术研究所的李鸿儒和李艳,北京信息科技大学的谭泽祥等进行了深入研究,对其误差模型进行了完善优化[22-24]。此外,中电科54 所的赵晓阳、中航工业西飞的党晓娟等也对基准尺的标定方法进行过探索[18,25]。总体来讲,目前工业摄影测量领域对基准尺标定方法研究较多,而对构成基准尺的关键元素RRT 研究较少,从而造成基准尺长度标定成果存在一定的局限性。
本研究从基准尺的长度定义出发,推导了基准尺长度误差模型。在此基础上,对不同工艺制作的RRT 圆度、中心定位稳健性以及基准尺长度标定一致性和标准长度测试等内容进行了研究。通过研究发现,模切覆膜型RRT 圆度和中心坐标定位稳健性较好,由其制作的基准尺长度标定结果间的一致性最好,该RRT 制作的基准尺在应用中的误差较常规的印刷型RRT 基准尺降低了33%。
2 RRT 与基准尺误差模型
2.1 RRT 及制作工艺
RRT 也称为测量靶标或标志点,如图2 所示,是工业摄影测量中使用最广泛的合作目标,其特点是反射亮度比普通漫射白色标志高出数百甚至上千倍,可以帮助工业摄影测量相机轻松得到被测物自身影像“消隐”的同时RRT 成像却十分清晰、突出的“准二值”影像,如图3 所示。RRT 之所以能够定向反光,主要取决于高折射率玻璃微珠的反光特性[26,27],如图4 所示。工业摄影测量领域普遍采用圆形RRT,直径一般为3 mm 或6 mm。

图2 圆形RRTFig.2 Circular RRT
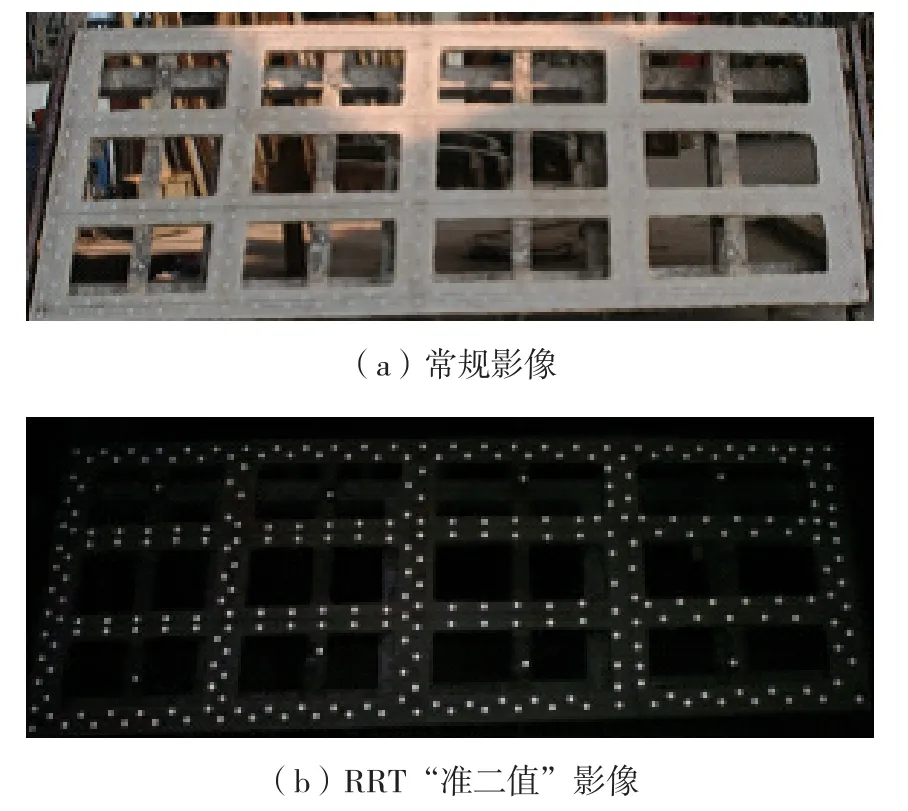
图3 天线模胎RRT 影像Fig.3 RRT image of antenna mold

图4 不同角度光线通过玻璃微珠反射示意图Fig.4 Illustration of light rays at different angles reflecting through glass beads
根据制作工艺不同,常见的RRT 有印刷型RRT、雕刻型RRT、模切型RRT 和模切覆膜型RRT,其中应用最广泛的是印刷型RRT。该RRT 用较浓的油墨将回光反射材料周边涂黑,而目标区域不喷涂油墨,受制作工艺影响,该RRT 加工成本低、周期短,但边缘较粗糙,如图5(a)所示。雕刻型RRT 和模切型RRT 是采用雕刻机或模切机通过高精度刀具或模具直接对回光反射材料切割制作而成的,在制作过程中,回光反射材料上的玻璃微珠会直接接触刀具或模具,从而造成玻璃微珠破坏,如图5(b)和图5(c)所示。模切覆膜型RRT 采用高精度模具对厚度为0.03 mm 或更薄的覆膜进行模切,然后将具有高圆度轮廓的覆膜覆盖到回光反射材料上,从而得到圆度较高的RRT。

图5 显微镜下放大的RRT 边缘影像Fig.5 Enlarged RRT edge image under microscope
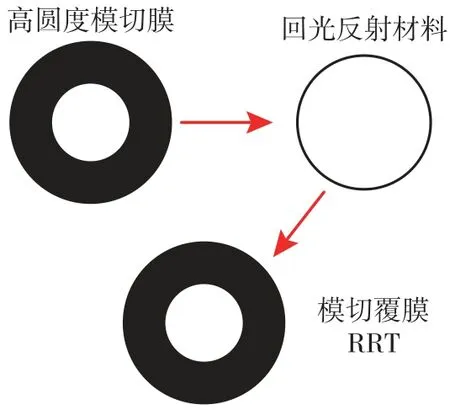
图6 模切覆膜型RRT 制作示意图Fig.6 Illustration of the production process of die-cutting coated RRT
2.2 基准长度误差模型
对于测量场内的任意两个RRT,设其中心坐标分别为(x1,y1,z1)、(x2,y2,z2),则两个RRT 之间的距离d为
设每个RRT 的点位中误差为σP,且每个RRT在x、y、z的中误差σx、σy、σz均相等,则有
将公式(3)和公式(4)带入公式(2)有
从公式(5)可以看出,要保证基准尺在实际测量中的缩放精度,必须首先保证基准靶点的中心定位准确度。
在实际应用中,RRT 在像片上的灰度值分布接近“二维高斯分布”,如图7 所示,为提高RRT 在像方的中心定位准确度,工业摄影测量软件采用灰度加权算法确定RRT 的像点中心坐标,并以此作为“观测值”带入共线方程,作为RRT 物方空间坐标解算的基础[26]。由于RRT 在像片的成像一般为几十个到几百个像素,RRT 边缘的粗糙程度对确定RRT 中心坐标影响较小。
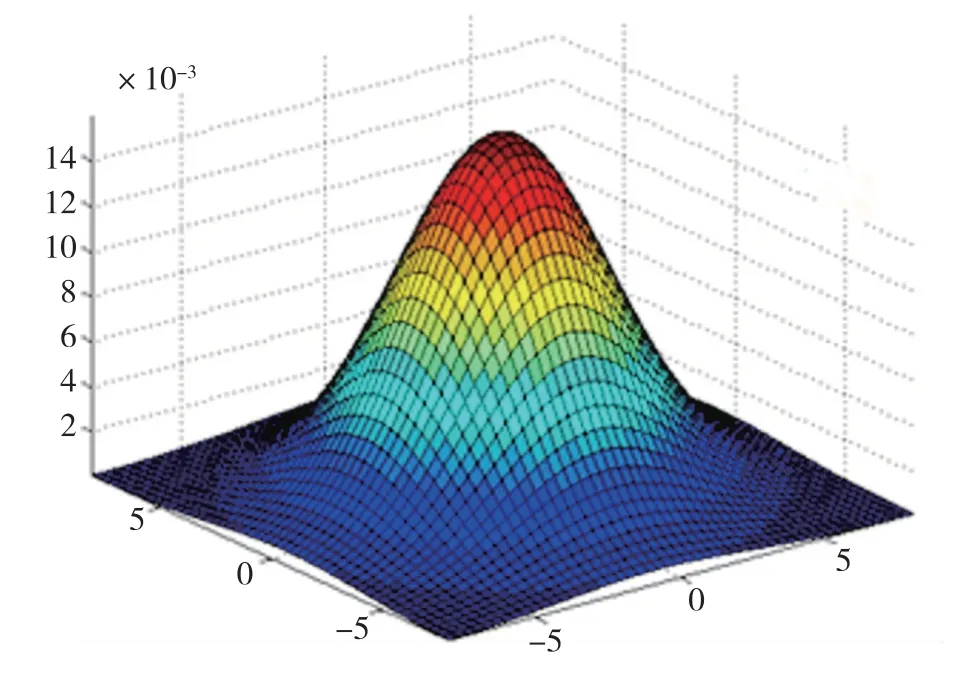
图7 RRT 成像后的灰度分布示意图Fig.7 Illustration of gray-scale distribution after RRT imaging
而综观基准尺长度的标定方法,除摄影测量法外,其它方法通常都是将RRT 图像放大,在获取RRT 边缘的基础上利用不同的解算模型确定RRT中心坐标,从而实现对基准尺长度的标定。RRT 边缘越规则,基于边缘的中心定位准确度越高;RRT边缘越不规则,中心定位越不准确,如图8 所示。为保证基准尺的实际应用效果,选取基准尺的基准靶点时,不仅要保证RRT 的中心定位准确度,还要保证RRT 边缘的规则性。
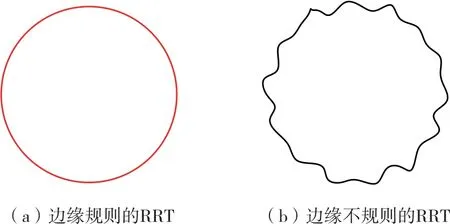
图8 边缘规则程度不同的RRT 示意图Fig.8 Illustration of RRT with different degrees of edge regularity
3 RRT 性能测试
为选择适用于基准尺基准靶点的RRT,从不同类型RRT 的圆度、中心定位稳健性以及基准尺长度标定一致性等方面进行了研究与试验。
3.1 RRT 圆度测试
为准确测定RRT 圆度,采用天准影像测量仪对雕刻型RRT、模切型RRT、印刷型RRT 以及模切覆膜型RRT 进行测量,仪器测量不确定度优于1 μm。测量时,在RRT 边缘采集50 个点位作为样本,按照最小二乘拟合原则,将50 个采样点拟合成一个圆,如图9 所示。以各采样点到最佳拟合圆偏差的峰峰值之差定义为RRT 的圆度,每种类型RRT 随机选取10 个作为测量对象,测试结果如图10 所示。
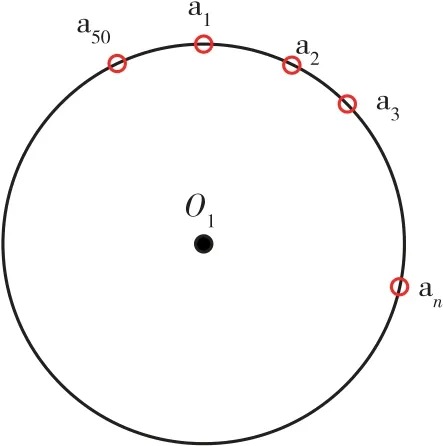
图9 标志点周围采样示意图Fig.9 Illustration of sampling around RRT
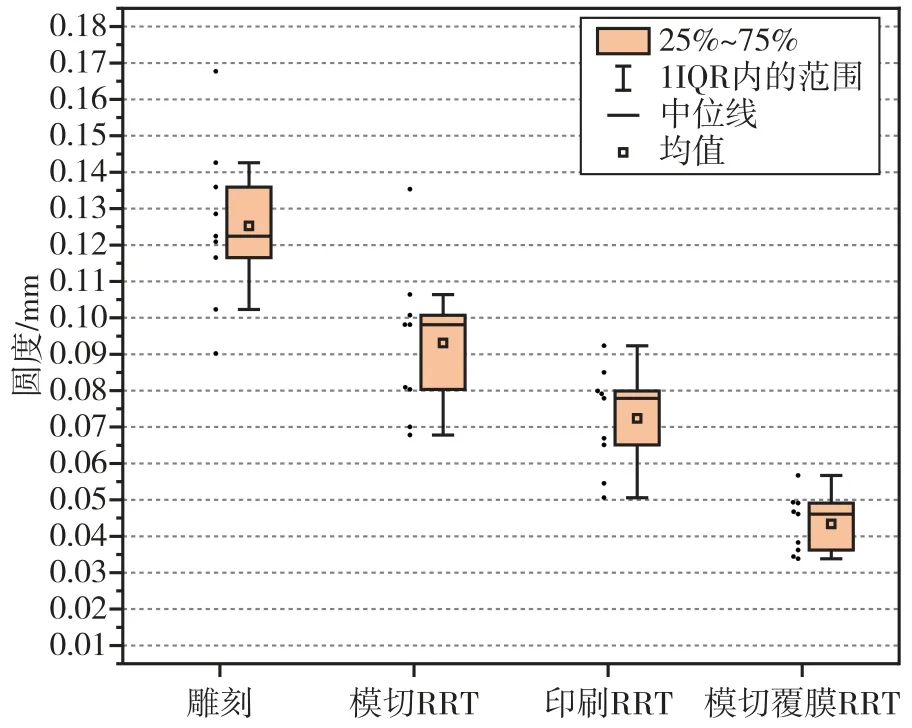
图10 不同工艺RRT 圆度测试结果Fig.10 RRT roundness test results of different processes
通过RRT 圆度测试发现,雕刻型RRT 和模切型RRT 圆度较差,平均值分别为0.125 mm 和0.093 mm,且各个标志点间圆度的波动性较大,标准偏差分别为±0.023 mm 和±0.021 mm。印刷型RRT 圆度平均值为0.072 mm,标准偏差为±0.014 mm;模切覆膜型RRT 圆度为0.043 mm,标准偏差为±0.008 mm。模切覆膜型RRT 的圆度较高,且各标志间圆度的一致性较好。
3.2 RRT 中心定位稳健性测试
RRT 中心定位稳健性指对相同RRT 进行多次重复测量,得到RRT 中心坐标间的一致程度。为研究各类型RRT 中心定位的稳健性,以各RRT 的重复测量精度作为评价指标。测试方法是将上述4种RRT 布设在同一测量场内,采用辰维科技公司的CIM-3 工业摄影测量相机,在全圆网形和半圆网形条件下对测量场内的RRT 进行5 组重复测量。测量完成后,对相同RRT 在不同组测量条件下的坐标进行空间转换,并对坐标转换的均方根误差RMS进行统计,进而对各种RRT 中心定位稳健性进行评价。试验布设的测量场范围约为1.5 m ×1.5 m,每种RRT布设42 个,如图11 所示,图12 为现场试验场景。

图11 测量场布设示意图Fig.11 Layout diagram of measuring field
以5 组雕刻型RRT 测量完成后各标志点空间转换RMS计算为例,雕刻型RRT 用D 表示,设第i(i=1,2…5)次测量得到的第j(j=01,02…42)个雕刻型RRT 的三维空间坐标为(XDij,YDij,ZDij),如第1次测量得到的第1 个雕刻型RRT 的三维空间坐标为(XD102,YD102,ZD102),那么,第2 次测量与第1 次测量空间转换RMS计算公式为
全圆网形测量方法:使用CIM-3 相机在距离被测区域约2.0 m、高1.7 m 处进行拍照,其中1~8 为八个站位,每个站位拍摄4 张像片,每拍摄一张像片相机旋转90°;9~12 站位位于被测区域四条边上方约1.7 m 处,每个位置拍摄一张像片;每组拍摄36 张像片,重复拍摄5 组,如图13 所示。
半圆网形模拟现场测量条件下,各位置RRT 不能被所有摄站所测量,测量网形不甚理想时的测量效果。具体测量方法为:使用CIM-3 相机在距离被测区域约2.0 m、高1.7 m 处进行拍照,其中1~4四个站位每个位置拍摄4 张像片,每拍摄一张像片相机旋转90°;9~12 站位位于被测区域四条边上方约1.7 m 处,每个位置拍摄一张像片;每组拍摄20张像片,重复拍摄5 组,如图13 所示。
对各种RRT 中心定位稳健性测试结果如图14所示,可以发现,相同RRT 在全圆网形条件下的测量重复性优于半圆网形条件下的测量重复性,主要原因是随着摄站数量的增加,每个RRT 的多余观测数量增多,中心定位准确度随之提升。相同网形条件下,模切覆膜型RRT 的中心定位准确度优于其它类型RRT,其中心定位准确度较常用的印刷型RRT高约10%。
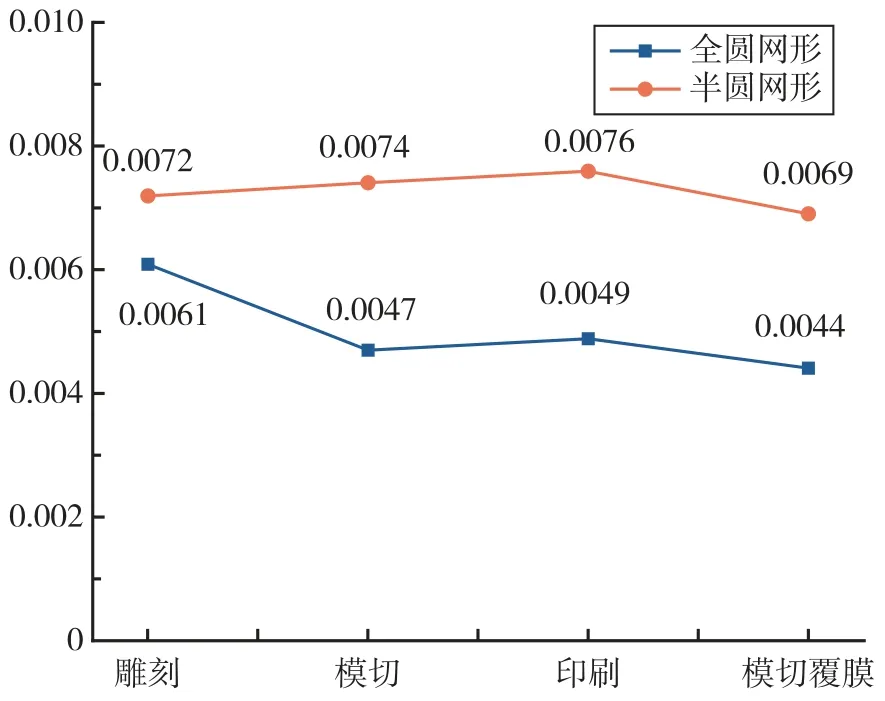
图14 各种RRT 在不同网形条件下的重复性Fig.14 Repeatability of various RRTs under different grid conditions
3.3 基准尺长度标定
为验证不同RRT 对基准尺的影响,结合RRT圆度和中心定位稳健性测试结果,采用印刷型RRT和模切覆膜型RRT 制作了2 根基准尺,采用德国WERTH 公司生产的Video Check-UA 型影像三坐标测量机对基准尺长度进行标定。标定过程中,将基准尺放置在三坐标测量机的工作区域,用光学探头在基准尺的RRT 边缘取100 个点,根据最小二乘原则将采样点拟合成圆,并解算出RRT 圆心坐标,根据两RRT 圆心坐标计算出基准尺长度。图15 为通过影像三坐标测量机获得的基准靶点放大后的图像。试验采用的三坐标测量机在1 m 测量范围内的测量不确定度优于3 μm[28]。为保证试验数据的有效性,采用三坐标测量机对基准尺的各段基准长度标定了3 次,对各基准长度标定结果间的波动情况进行了分析,如图16 所示。
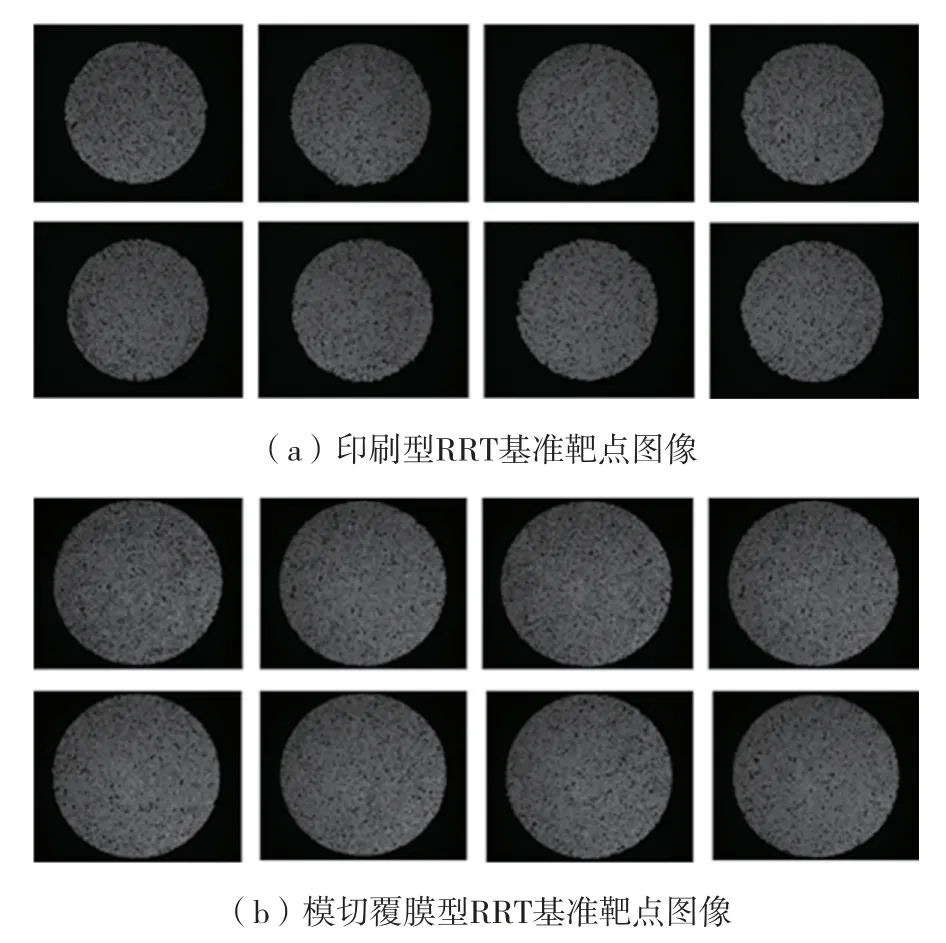
图15 基准靶点图像Fig.15 RRT image

图16 基准尺标定结果间的波动性Fig.16 Volatility between calibration results of scale-bar
通过基准尺长度标定发现,由于印刷型RRT圆度较差,以至于RRT 边缘采样点选取的位置不同,拟合得到的RRT 圆心位置也不同,从而导致基准尺长度标定结果间波动较大,其中印刷型RRT基准尺A2-A6基准距离的标定标准偏差甚至达到±18 μm,标定结果间的一致性较差;模切覆膜型RRT 圆度较好,虽然每次测量选择的RRT 边缘位置不同,但是拟合得到的RRT 圆心位置基本一致,长度标定的标准偏差为±1 μm,标定结果间的一致性较好。
4 基准尺测量能力验证
为验证不同RRT 基准尺的实际测量效果,利用激光干涉仪测长机进行了标准长度测试,如图17所示。具体做法为:将上述两根基准尺放置在测长导轨的测量场内,在测长导轨的运动平台上布设9个参考靶标。运动平台在位置一时采用辰维CIM-3工业摄影测量相机对整个测量场进行测量,测量完成后,将运动平台移动到位置二,并重新对测量场进行测量。运动平台从位置一到位置二的距离可由双频激光干涉仪直接测得,长度测量不确定度优于0.1 μm +0.1 μm/m[16]。位置一的D1~D9 为布设在运动平台的参考靶标,为表述方便,位置二的DD1~DD9 是对D1~D9 的重命名。为测试基准尺在不同范围的测量效果,运动平台位置一与位置二之间的距离设置了2 个长度,分别约为1.5 m 和3 m。测量完成后,采用两根基准尺分别对所测工程进行尺度控制,计算运动平台实际移动距离与测量距离之间的偏差量,计算结果如图18 所示。
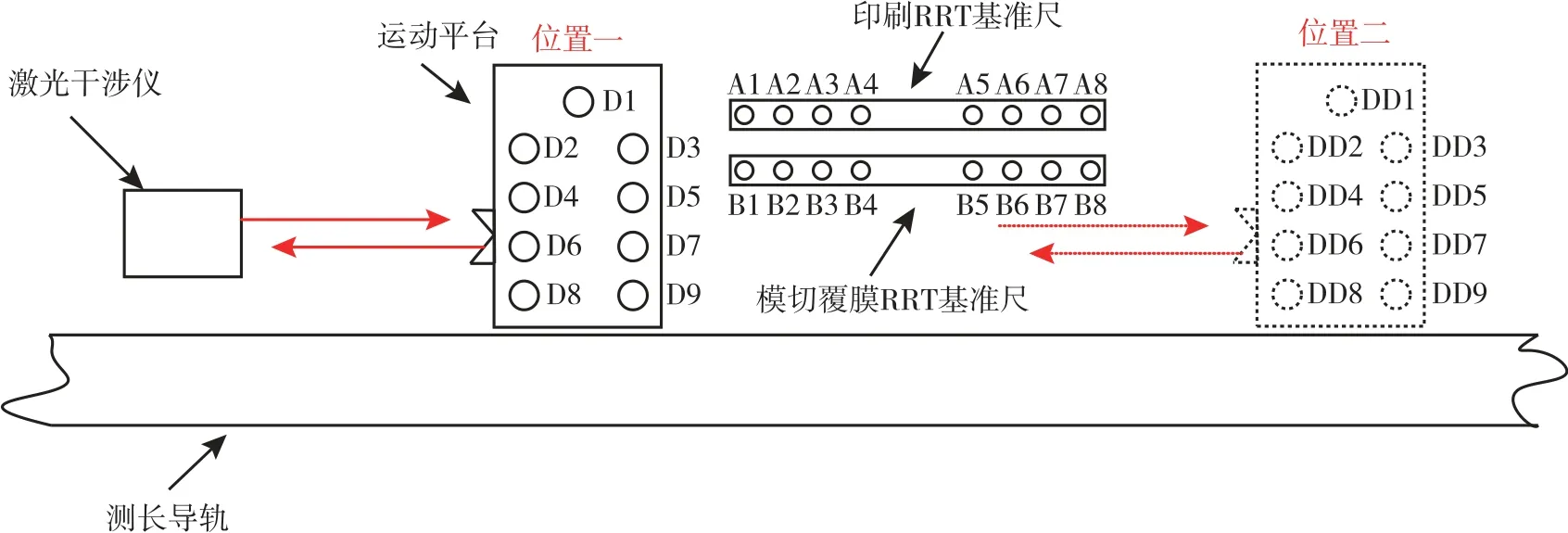
图17 标准长度测试装置示意图Fig.17 Illustration of standard length test device

图18 标准长度测试结果Fig.18 Results of standard length tests
通过标准长度测试发现,以印刷型RRT 基准尺提供的基准长度对工程进行缩放,9 个参考长度的实测值与其参考值的偏差较大;模切覆膜型RRT 基准尺提供的基准长度对工程进行缩放,9 个参考长度的实测值较其参考值的偏差较小。1.5 m 标准长度时,由印刷型RRT 基准尺缩放得到的偏差值的绝对值平均为0.013 mm,由模切覆膜型RRT 基准尺得到的偏差值的绝对值平均为0.004 mm,模切覆膜型RRT 基准尺比印刷型RRT 基准尺的测长误差小约69%。3.0 m 标准长度时,通过印刷型RRT 基准尺缩放得到的参考长度偏差值的绝对值平均为0.009 mm,通过模切覆膜型RRT 基准尺得到的偏差值的绝对值平均为0.006 mm,模切覆膜型RRT 基准尺比印刷型RRT 基准尺的测长误差小约33%。
5 结束语
以基准尺的基准靶点为切入点,提出了基准尺的长度误差模型,从不同RRT 的圆度、中心定位稳健性以及基准尺长度标定等方面进行了试验研究,利用测长机对基准尺的长度测量能力进行了验证。通过研究发现:
(1)在所测试的RRT 中,模切覆膜型RRT 的圆度最好,约为0.043 mm,比印刷型RRT 的圆度高约40%,且各RRT 间圆度的一致性最好;
(2)全圆和半圆网形条件下,模切覆膜型RRT的中心定位稳健性最好,较印刷型RRT 高约10%;
(3)RRT 圆度越高,采用影像三坐标测量机拟合得到的RRT 中心坐标越准确,标定得到的基准尺长度一致性越好,试验表明,模切覆膜型RRT 基准尺的长度标定重复性约为1 μm,而印刷型RRT 基准尺的长度标定重复性约为13 μm;
(4)相同测量条件下,模切覆膜型RRT 基准尺的长度测量误差较印刷型RRT 基准尺小约33%;
(5)为提高工业摄影测量系统的测量精度,建议选用模切覆膜型RRT 作为基准尺的基准靶点。
