化肥自动装袋控制系统的设计
2023-09-07何冬琼
何冬琼


关键词: 化肥 自动装袋控制系统 单片机 设计
中图分类号: TP273 文献标识码: A 文章编号: 1672-3791(2023)15-0044-06
1 绪论
1.1 研究背景
目前,我国的一些中小生产企业在产品生产自动包装控制系统机械化、智能化方面整体的规模偏小,而且控制技术不完善,仪器仪表的误差相对较大;不少企业的精力没有集中在质的提升上,而更多集中在数量的扩张上。因而一定程度上,自动包装控制系统还存在运作不稳定、功能结构单一、技术含量低、系统结构相对不平衡的现象,造成企业生产效率低、劳动强度大且精度低,不能满足现代企业生产的需要。
1.2 研究意义
随着社会的不断发展,生活水平不断提高,科技实力不断增强,企业也应顺应时代要求,不断提高自身的竞争力,以适应市场的需求。在产品包装行业,人们不仅仅在乎产品包装的外表,更加在乎产品包装的质量、精度和效率,尤其在工农原料的产品中对包装的精度的要求越来越高。化肥包装的精度直接关系到化肥生产企业和消费者的利益。
本文主要就化肥的装袋控制系统来讨论。自动装袋控制系统是生产企业产品生产过程中必不可少的关键性的环节。自动装袋控制系统能够为企业提高生产效率,改善工人的工作环境,提供高品质的包装和高精度的装袋,为企业提高市场竞争力,获取更大的经济效益[1]。同时,鉴于化肥比较容易变质的特点,严格的包装要求可以延长产品的保质期,在商品流通上提供方便。通过完善的自动装袋控制系统来更好地满足化肥生产企业和消费者的需求和利益,这正是研究自动装袋控制系统的意义所在。
2 系统的工作原理
2.1 化肥自动装袋控制系统工作原理及分析
系统的基本设计思路框图如图1 所示。
自动装袋系统的工作原理如下所述。首先通过总闸开关控制整个化肥自动装袋控制系统的启停。然后通过变频器来控制电机的速度,通过电机1 驱动传送带1(运料皮带)进行装袋动作,同时利用称重传感器采集被测量对象的质量,再利用内部电路将质量信号转化成为电信号。该微小的电信号再经过放大器进行放大,并对放大倍数的精度进行控制。当电信号经过信号放大后,获得的较大电信号再通过A/D 转换器将其转化成与之对应的数字信号,最后送入单片机中进行处理。利用单片机中的PID 控制算法运算出控制信号并输出,然后经过D/A 转换器将单片机输出的数字量信号转换为模拟量信号,实现控制变频器的目的。而通过变频器的变频来达到控制电机速度的目的。当整袋重量未到45 kg 时,电机1 以最快的速度带动皮带运送物料。当达到45 kg 时,通过单片机控制变频器来调整电机1 的速度,以达到精确控制整袋重量的目的。当达到50 kg 时,电机1 停止。启动电机2,驱动传送带2 将整袋化肥送到下个场所并开始计数。而实现化肥的装袋计数的方法是通过红外传感器记录输入脉冲,通过输入脉冲输入单片机来计数。通过显示屏显示实时信息,通过4×4 矩阵键盘输入一些基本点控制信号。利用显示屏和键盘作为人机界面,对整个系统进行必要的控制和监控[2-3]。
对化肥的重量控制使用的是PID 控制算法。PID控制算法原理简单,使用简便,应用广泛,而且PID 控制技术趋于成熟,控制效果好。
根据设计的一些基本要求,系统可以化分成几个模块:执行模块、显示模块、控制器模块、通信模块、电源模块、数据采集模块。这里数据采集模块主要是由红外计数传感器、称重传感器、信号放大器和A/D 转换器所组成。转换后的数字信号送给控制器模块,由单片机对数字信号进行处理,处理后的输出信号送到执行模块和显示模块。系统所需要的直流稳压电源,需要通过简单的电路设计得到性能稳定的直流稳压电压源。执行模块是控制模块通过PID 算法后对采集的质量信号进行控制。为了实现整个系统的功能,除了有硬件环节的设计、连接和安装,对软件环节的设计要求也很高,需要软硬件的密切配合。
2.2 系统组成
2.2.1上位机
上位机直接发出操控命令,与单片机通过RS-485通信接口对整个自动装袋计数系统进行远程控制,以及监控和显示实时信息。而通过通信接口可以将单片机中的存储信息与即时信息传送给上位机,经过上位机的显示、檢测、控制和监控进行显示,并将控制信息传送给单片机进行相关控制,方便用户对采集的称重和设定重量进行比较给出适当的控制,并显示袋数和故障检测。上位机处理能力强大,能有效地对数据进行分析、处理和存储。
2.2.2 通信处理模块
要达成上位机和单片机之间的通信处理,就必须应用一定的通信标准来实现上位机与单片机之间的通信,通过标准的通信接口,单片机就可以将有效信息传送给计算机。
2.2.3 单片机控制器
单片机是整个控制系统的重要组成部分,通过单片机控制器对传感器传送来的各种信号进行处理并发出控制指令,通过单片机控制器才能对整个系统进行有效的控制。
2.2.4 信号采集部分
通过称重传感器、红外传感器、放大器、模数转换器来采集信号并送入单片机中进行相关的处理。
2.2.5 键盘和显示部分
通过键盘输入控制指令到单片机,通过显示屏显示相关信息。
3 硬件系统的设计
此设计利用的是MCS-51 单片机进行系统的控制,用以实现对化肥装袋及计数的自动控制。而系统设计方案确立的原则是在满足设计功能的前提下,保证系统能够精确地称重和计数的同时,力求使系统具备安全运行、投资少、性能好、经济效益好、方便易用等特点。
3.1 硬件选型
单片机选用MCS-51 单片机[4];电源电压为220 V/50 Hz;5 V 稳压电源为7805 芯片设计的稳压电路;12 V稳压电源为7812、7912 芯片所设计的稳压电路;显示屏为LCD1602 显示屏;传感器型号为DEG-50 kg 型称重传感器;A/D 转换器为ADC0809 芯片;D/A 转换器为DAC0832 芯片;仪表放大器为AD620 芯片;计数器为红外传感器E18-B03N1;电机为三相异步电动机;变频器为ABB 变频器ACS150 型号;采用RS-485 通信。
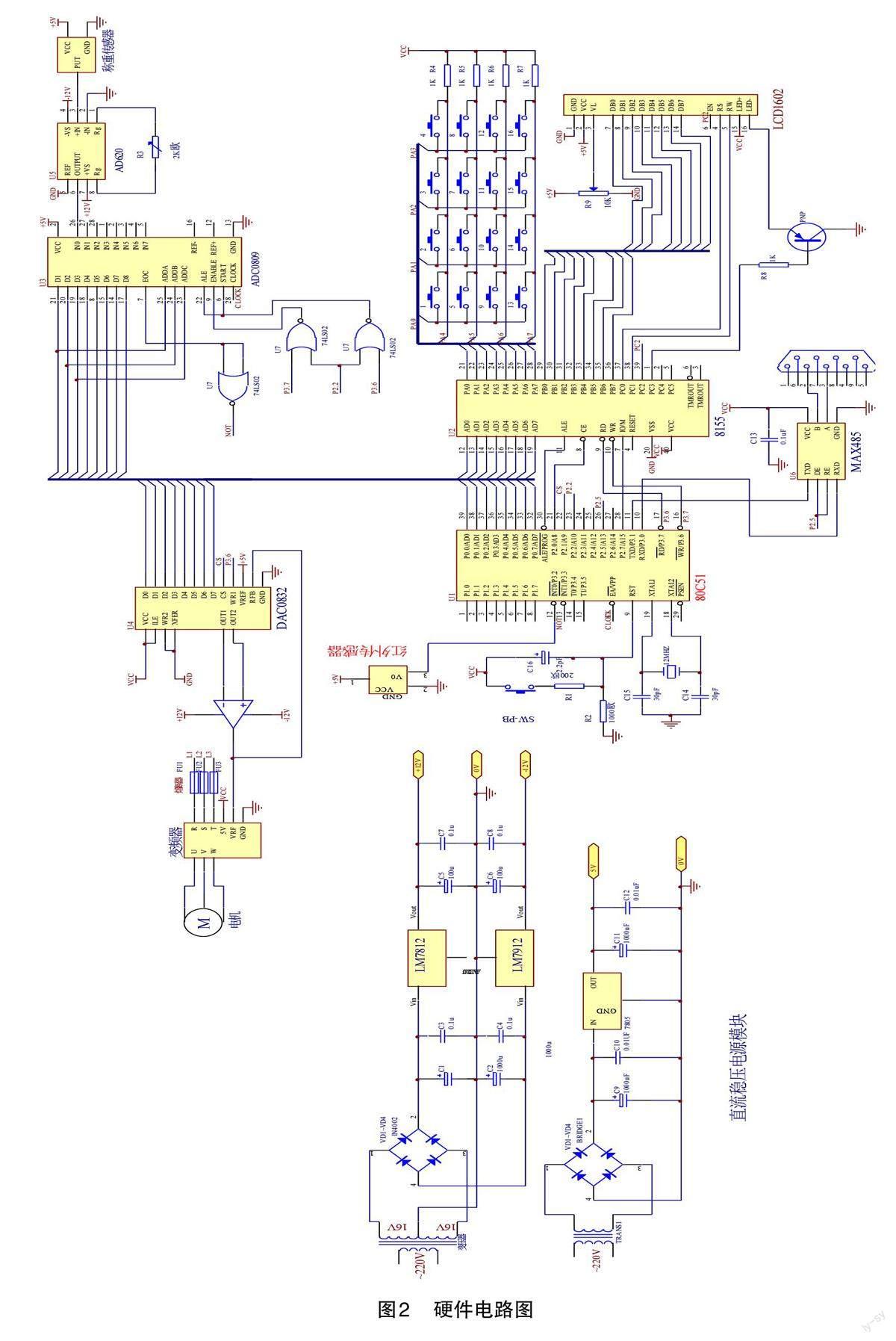
3.2 硬件电路图
由MCS-51单片机、晶振电路、复位电路、电源构成单片机最小系统。由整流电路和三端集成电路LM7805、LM7812、LM7912构成直流稳压电源,作为芯片的电源,实现交流电压220 V转换为直流电压±12 V、5 V,使芯片能正常工作。A/D 转换器ADC0809 和D/A 转换器DAC0832 实现模拟量信号和数字量信号之间的相互转换。称重传感器将测得的质量信号转换为电信号输出。仪表放大器AD620 用于传感器信号的放大接口电路中,放大微小的输入信号。对于电机的控制,是通过改变频率来改变电机的转速。频率的改变是通过使用变频器来实现的,变频器的主要功能是通过调节频率来控制和调节三相交流异步电机的运转速度。人机界面通过8155 芯片传送单片机的信息,以及控制键盘与LCD 显示屏,用来实现对计数袋数的统计和对系统的基本控制。4×4 矩阵键盘电路用于读取键盘的状态。显示屏LCD1602 输出单片机中的控制信息和实时信号消息。计数器采用红外传感器,对传送带上的袋装化肥进行计数,实现计数自动化。数据通信模块完成上位机与下位机之间的通信,通信接口采用MAX485 芯片与单片机相连,来实现RS-485 通信功能。由以上的分析介绍,根据各个模块之间的连接和控制,可以设计出化肥自动装袋控制系统的硬件电路图,具体见图2。
4 软件系统的设计
软件设计主要包含主程序、采样程序、数字PID 算法子程序、RS-485 串行口程序、中断子程序、键盘和显示子程序等[5-6]。
4.1 主程序
主程序是系统的主要控制部分,也是软件设计的最重要的部分。主程序能够调用任何子程序,而不被任何子程序所调用,是控制程序的中心部分。初始化程序包括PID 的参数和元器件等整个系统的初始化过程。此设计的主程序流程图见图3。
4.2 T0中断服务子程序
子程序是能够被其他类型的程序调用的,在实现程序功能调用后能够返回原来的调用程序的程序类型。子程序能够调用除了主程序之外的其他子程序与自身调用,简化原来的程序,更好地实现了软件功能。
T0 中断服务子程序是本装料控制系统的主体程序,用于启动A/D 转化、读入采样数据、PID 计算、计数和控制信号输出等,而其实现的功能主要是对整个称重过程的控制。T0 中断服务子程序流程图见图4。
4.3 通信模块子程序
通信模块可以实现在远距离对化肥的自动装袋系统进行不间断的监控,遇到问题时系统可以相应处理并及时反馈系统的问题所在,更加方便工作人员去监控整个系统。串行口中断子程序是单片机与上位机通信子程序,流程图见图5。
4.4 显示部分程序
显示部分程序由LCD 启动模块、液晶初始化模块、写指令模块、忙检测模块、延时/防抖模块等子程序模块组成。各模块程序代码如下所示。
LCD 子程序
START: MOV SP,#70H
MOV R2,#20
ACALL INIT_LCD
MOV R5,#00H
MOV IN0,#84H
ACALL ENABLE
MOV TH0,#3FH
MOV TL0,#0B0H
MOV TMOD,#01H
START1:SETB EA
SETB ET0
SETB TR0
AJMP START1
液晶初始化:
INIT_LCD: CALL DELAYL
MOV IN0,#01H
ACALL ENABLE
MOV IN0,#38H
ACALL ENABL
MOV IN0,#0FH
ACALL ENABLE
MOV IN0,#06H
ACALL ENABLE
MOV IN0,#0C0H
ACALL ENABLE
RET
寫指令:
ENABLE: CLR RS
CLR RW
CLR E
ACALL CHECKBUSY
SETB E
RET
程序忙检测
CHECKBUSY: MOV IN_0,#0FFH
CLR RS
SETB RW
CLR E
NOP
SETB E
JB P1.7,CHECKBUSY
RET
延时:
DELAYL: MOV R7,#100
D1:MOV R6,#98
DJNZ R6,$
DJNZ R7,D1
RET
5 结语
本文从控制系统的工作原理、软硬件设计等几方面进行了阐述和分析,最终设计出操作方便、自动化程度较高、应用范围广的化肥自动装袋控制系统。在设计过程中,提出了采用数字PID 控制原理构成的闭环负反馈系统替代原有的开环控制系统,以提高系统的控制精度,并且对整个控制系统的软件、硬件进行具体的选材和设计。同时,给出了与之相关的人机界面、计量系统和执行系统、计数系统的设计与实施方案。对化肥自动装袋控制系统的研究,可以加速化肥企业的生产自动化进程,提高生产效率和企业利润。
