镍基合金表面激光熔覆钴基合金涂层的性能研究
2023-09-05林坤张爱琴张建广史秀宝
林坤 张爱琴 张建广 史秀宝




摘 要: 为提高Inconel600镍基合金硬度和耐磨性,利用钴基合金硬度高、耐磨性好、抗高温的性能,结合激光熔覆技术的熔覆层组织致密、熔覆性能优良、稀释率小、与基体结合好和变形小的优势,在镍基合金基材表面采用同步送粉的方式熔覆钴基合金粉末耐磨涂层,研究对涂层性能影响。通过改变激光功率和搭接率对试件进行熔覆,经对熔覆层表面和截面的显微硬度的检测,与基材原本截面显微硬度的比较。结果表明:搭接率的变化直接影响熔覆层的厚度及平整度,在Inconel600镍基合金表面熔覆耐磨钴基材料后大幅提升其硬度性能,熔覆层硬度是基体硬度的2.8倍,显著提高了熔覆层的硬度和耐磨性能,达到表面改性的目的。
关键词: 镍基合金;钴基合金涂层;激光熔覆;熔覆层厚度;显微硬度
中图分类号: TG174.4;TQ153
文献标志码: A 文章编号: 1001-5922(2023)08-0119-03
Study on properties of laser cladding co-based alloy coating on ni-based alloy surface
LIN Kun,ZHANG Aiqin,ZHANG Jianguang,SHI Xiubao
(School of Aviation Manufacturing Engineering,Xi’an Aeronautical Polytechnic Institute,Xi’an 710089,China)
Abstract: In order to improve the hardness and wear resistance of Inconel600 nickel-based alloy,the wear-resistant coating of cobalt-based alloy powder was coated by synchronous powder feeding on the surface of nickel-based alloy substrate by taking advantage of the high hardness,good wear resistance and high temperature resistance of cobalt-based alloy and the advantages of laser cladding,such as compact microstructure,excellent cladding performance,small dilution rate,good bonding with matrix and small deformation to study the factors affecting the coating performance.By changing the laser power and lapping rate,the specimens were cladding,and the microhardness of the surface and section of the cladding layer was detected and compared with that of the original section of the substrate.The results show that the thickness and flatness of the cladding layer are directly affected by the change of lap rate.The hardness of the cladding layer is 2.8 times that of the substrate after the surface of Inconel600 nickel-based alloy is coated with wear-resistant cobalt-based material,which significantly improves the hardness and wear resistance of the cladding layer and achieves the purpose of surface modification.
Key words: ni-base alloy;co-based alloy coating;laser cladding;thickness of cladding layer;micro hardness of hardness
激光熔覆以高能激光束作為热源,在基材表面熔覆各类高性能合金,形成熔覆层,使二者熔凝在一起,实现涂层与基材的冶金结合,从而强化现有金属表面,改善基体性能[1]。经过熔覆处理后,零部件表面的耐磨、耐腐蚀、抗高温、抗氧化等性能会有大幅度提升,既满足材料表面特定性能的要求,又降低生产成本,提高效益,同时减少能源消耗[2]。
Inconel600合金是镍基固溶强化合金,具有良好的耐高温、耐腐蚀、抗氧化、优良的冷热加工性能及高低温机械性能,在700 ℃以下具有满意的热强性和高的塑性,应用在复杂恶劣环境下。Inconel600镍基合金管件通常用于石油化工管道,由于油品中夹杂着液滴或岩屑颗粒,管道在输送油品时造成管壁的冲蚀破坏,尤其是流体在弯头转向时,会对弯头造成严重的冲刷腐蚀,甚至出现设备失效等情况[3]。整个管道中直管段的磨损较轻,但弯管外侧极易磨损,造成泄漏,不仅影响设备的工作效率,还会污染环境[4]。因此,有必要对Inconel600镍基合金表面进行改性处理,提高其硬度和耐磨性。
目前激光熔覆的材料主要有铁基、镍基和钴基系列合金粉末。铁基合金价格便宜、抗磨性好,但耐
热、耐蚀性及韧性不如镍基和钴基合金,涂层容易有裂纹;镍基合金抗磨性、抗腐蚀性好和抗高温氧化性好,但抗高温性差;钴基合金硬度高,在常温和高温 下都具有良好的耐磨和耐腐蚀性能[5-6]。通过设计正交试验,验证了熔覆功率、扫描速度、送粉速度[7]。得出了钴基合金熔覆涂层由3个区组成,分别为界面熔合区、柱状枝晶区及熔覆金属中心胞状区,钴基合金熔覆在镍基合金基材上的硬化层可广泛应用在工程中[8]。试验结果表明,镍基合金基体材料的磨损高于钴基合金熔覆层的平均磨损,说明钴基合金熔覆层具有良好的耐磨性[9]。本次试验采用Stellite12钴基合金熔覆Inconel600镍基合金表面,探究工艺参数与熔覆质量之间的关系。
1 试验材料及方法
1.1 Inconel600基体材料
激光熔覆试验选用Inconel600镍基高温合金作为基体材料,将基材切割成100 mm×100 mm×10 mm规格尺寸的试件,用金相砂纸磨平抛光,用丙酮和无水乙醇清洗,去净油污风干后待用。Inconel600基体材料成分见表1。
1.2 Stellite12涂层材料
激光熔覆试验选用Stellite12钴基合金粉末,其是一种抗磨损、耐腐蚀、抗氧化性能非常好的材料,属于一种不含B元素的非自熔性合金材料,可在高温条件下使用,粉末目数为100/325。Stellite12涂层材料具体成分见表2。试验采用同步送粉的方式进行熔覆,粉末在氩气的压力作用下经过输气管喷出熔覆喷头,在熔覆过程中使用氩气作为保护气体,可以有效避免熔覆层表面发生氧化。
1.3 测量方法
利用线切割设备对试件取样,尺寸10 mm×10 mm×10 mm,测量熔覆层显微硬度和熔覆层厚度。 测量显微硬度时,为减小测量误差,从熔覆层表面开始,每隔400 μm取同一平面的2个随机点进行测量。对试样的截面进行观察测量,求取每组试样最高点与最低点的平均值作为熔覆层平均厚度值。
1.4 试验设计
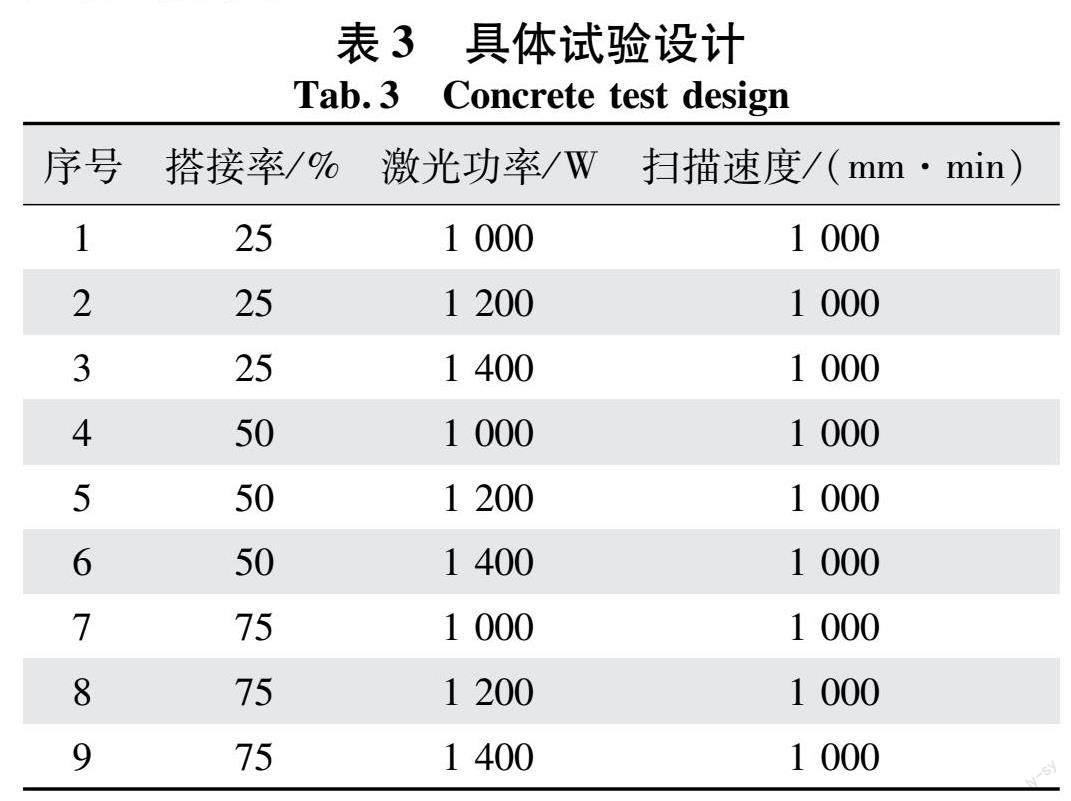
根据正交性选出不重叠点,按照搭接率、激光功率2个参数,进行正交试验。具体试验数据为搭接率:25%、50%、75%;激光功率:1 000、1 200、1 400 W;扫描速度:1000 mm/min。具体试验设计如表3所示。
2 结果与分析
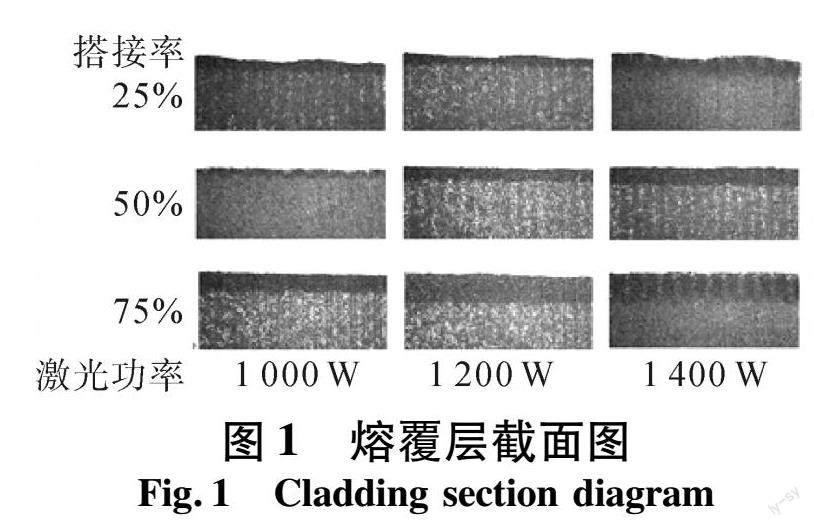
2.1 熔覆层截面
试验得到的熔覆层截面图如图1所示。选择其中一个熔覆质量最优的试件进行测量。
2.2 熔覆层成分
熔覆层成分截面能谱结果如表4所示。
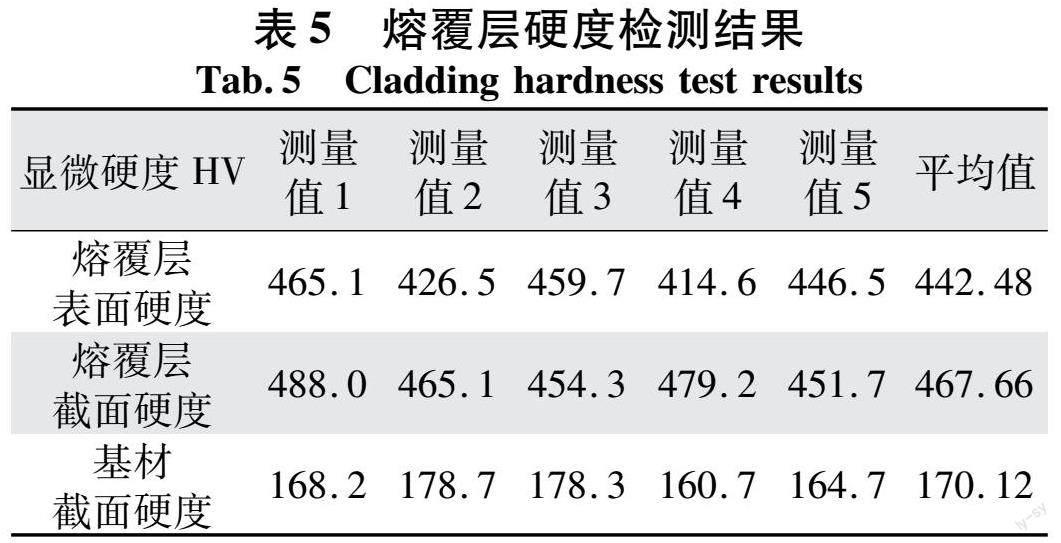
2.3 熔覆层硬度
对试件的显微硬度值进行测量,Inconel600基材的显微硬度值在160~179 HV,钴基合金熔覆层的显微硬度值在442~468 HV,熔覆层的显微硬度远远大于Inconel600基材的显微硬度值。熔覆层硬度检测结果如表5所示。
2.4 耐磨性
40 min的耐磨性试验,Inconel600镍基合金基材磨损量为2.56 mg,Stellite12钴基合金熔覆涂层磨损量为0.44 mg,经比较熔覆涂层的耐磨性能提高了5.8倍,相当于基材磨损量的17.2%,激光熔覆后涂层的耐磨性能比基体材料有了显著提高。Inconel600镍基合金材料与Stellite12钴基合金熔覆涂层的磨损量变化曲线如图2所示。
3 结语
(1) 通过对镍基合金基材上熔覆钴基合金材料,颗粒得到细化后的熔覆层显微硬度在442~468 HV, Inconel600基材显微硬度在160~179 HV,基材表面经过激光熔覆后整体硬度提升明显;
(2)搭接率是影响熔覆层厚度的最主要因素;搭接率相同情况下,激光功率是影响熔覆层厚度的主要因素;
(3)搭接率偏小时,相邻熔覆道之间会出现明显的凹陷区,但2个熔覆道高度一致;搭接率适中时,有较好的熔覆效果,表面粗糙度也好,搭接率应控制在50%左右为宜;搭接率偏大时,会出现搭接区的凸出,且2熔道高度不同;
(4)Inconel600镍基高温合金表面熔覆Stellite12钴基合金涂层,经颗粒强化、细晶强化和固溶强化作用后,熔覆层硬度是基体硬度的2.8倍,提高了耐磨性能。
【参考文献】
[1] 肖林林,任雁,高秋华,等.浅谈激光熔覆技术研究进展[J].新技术新工艺,2021(7):5-7.
[2] 袁庆龙,冯旭东,曹晶晶,等.激光熔覆技术研究进展[J].材料导报,2010,24(3):112-116.
[3] 孙宗琳,邢振华,张孟昀,等.输油管道90°弯管冲蚀磨损数值模拟研究[J].辽宁石油化工大学学报,2018,38(2):47-51.
[4] 朱秀苹,李勇.气力输送中弯管磨损原因分析及预防措施[J].橡胶工业,2008(11):680-684.
[5] 斯松华,袁小敏,何宜柱.激光熔覆钴基合金涂层的组织结构[J].激光杂志,2002(4):58-59.
[6] Erfanmanesh M,Shoja-Razavi R,Abdollah-Pour H,et al.Friction and wear behavior of laser cladded WC-Co and Ni/WC-Co deposits at high temperature[J].International Journal of RefractoryMetals and Hard Materials,2019,81:137-148.
[7] 黄海博,孙文磊.Ni60激光熔覆工艺参量对涂层裂纹及厚度的影响[J].激光技术,2021,45(6):788-793.
[8] 杨尚磊,尤加强,张冬梅,等.Ni基合金基体激光熔覆Co基合金涂层的微观组织与性能[J].金属热处理,2016,41(3):130-133.
[9] 孟慶武,耿林,祝立群,等.镍基合金表面激光熔覆钴基合金涂层的耐磨性能[J].金属热处理,2009,34(8):22-24.
[10] 张猛.钴基合金激光熔覆工艺参数优化及其性能研究[D].郑州:中原工学院,2021.
[11] [JP4]叶宏,雷临苹,喻文新,等.H13钢激光熔覆Co基涂层组织及热疲劳性能[J].强激光与粒子束,2017,29 (2):1-5.
[12] 崔陆军,张猛,曹衍龙,等.面向泵阀的钴基合金激光熔覆层组织与性能特征[J].表面技术,2019,48(11):333-340.