高速公路预应力混凝土T梁工厂化预制技术研究
2023-09-05谭东航
谭东航
(河池市金城江区公路事业发展中心,广西 河池 547099)
0 引言
预应力混凝土T梁是高速公路桥梁工程中的重要构件,传统的T梁制作方式需要现场浇筑混凝土,过程复杂,不仅工期长且质量难以保证,同时也会产生噪音、扬尘等环境污染问题。随着现代化工业技术和设备的不断提高和发展,为预应力混凝土T梁工厂化预制技术的实现提供了条件,采用工厂化预制技术可以有效地提高生产效率和降低成本,同时也能够保证制品质量,提高施工效率,推进高速公路桥梁的建设。因此,T梁工厂化预制技术的研究和应用成为当前高速公路桥梁领域的热点问题,加强对T梁工厂化预制技术的研究,明确其施工工艺流程与关键技术,有助于进一步推动T梁工厂化预制技术在高速公路桥梁中的应用,为早日全面实现T梁工厂化预制提供技术支持。
1 技术优势
传统的高速公路预应力混凝土T梁制作工艺是现场浇筑,需要在现场进行钢筋加工、制模、混凝土浇筑和养护等多个工序[1]。这种制作方式存在着生产周期长、质量难以保证、现场环境影响大等缺点。相比之下,工厂化预制技术采用了先进的生产工艺和设备,通过对生产线进行高度集成化和自动化控制,实现了预应力混凝土T梁的快速、高效生产。与传统高速公路T梁制作工艺相比,工厂化预制技术具有以下优势:
(1)提高施工质量。高速公路预应力混凝土T梁工厂化预制技术采用工厂化流水线生产方式,标准化程度高,可以更好地控制T梁质量。工厂化生产过程中使用的仪器、设备均经过严格检验,确保每个T梁的制作精度和质量稳定[2]。而传统T梁制作则由于场地、设备的不确定性和制作工艺的不一致性,导致T梁施工质量无法得到保障。
(2)缩短施工周期。T梁工厂化预制技术在生产过程中充分利用了现代化工厂的生产模式和先进的流水线设备,极大地提高了生产效率。将建筑材料进行标准化加工和组装,避免现场操作误差,缩短了施工周期,降低了人力成本和施工现场的管理难度。
(3)强化施工安全性。传统T梁施工中,受作业场地及机械设备的制约,各工序作业区重叠,需依靠人工进行操作,容易造成安全隐患[3]。而T梁工厂化预制技术则对T梁各个工序的作业区域进行了划分,同时提供大型机械、流水线设备的助力,减少施工现场的人员操作,大大降低工程安全事故的发生概率,强化施工的安全性。
(4)保护周边环境。传统T梁施工中建筑垃圾对周边环境的污染较大,需进行专业环境污染处理。而采用T梁工厂化预制技术由于采用标准化的生产方式,可以减少现场材料的消耗,大大减少废弃物的产生,同时对相关污染源进行有效控制与集约化处理,是建设绿色、环保型社会的一种先进的施工生产方式。
2 实例应用
2.1 工程概况
A高速公路大桥设计时速为120 km/h。该桥引桥上部结构均采用预应力混凝土简支T梁,共需1 700片预制T梁(其中40 m预制T梁1 430片,35 m预制T梁170片)。该项目工厂化预制梁厂占地约0.048 km2,配置有两个专业施工队,其中施工设备包括20 t龙门吊6台、100 t龙门吊6台、可移动台座轨道车20个,T梁钢筋绑扎胎架8套、智能蒸养室8套、液压模板8套。40 m预制T梁半立面如下页图1所示。

图1 40 m预制T梁半立面图(cm)
2.2 工艺及流程
传统预制混凝土T梁通常以固定的台座为核心作业区,在T梁预制过程中的钢筋绑扎、模板架设、混凝土浇筑等一系列工艺均是围绕固定台座上的T梁实体在有限的空间进行建设生产。而且传统预制T梁工艺由于作业区密集,在实际建设施工中工序易受到干扰,模板需经常拆卸移动,施工效率低下,容易对T梁质量造成影响[4]。
A高速公路大桥预制梁厂已实现工厂化的预制流水线作业,每条流水线设置有钢筋绑扎区、台座横移区、合模浇筑区、养生区、张拉区及存梁区。流水线平面图如图2所示。每条流水作业线均配置了轨道式移动钢台座,并配置由电机、液压马达组成的驱动设备。通过驱动可将移动钢台座从钢筋绑扎区沿轨道线纵向移动至张拉吊装区,有效衔接各个作业工序,形成流水化作业。同时在每两条流水线侧方布置了回程轨道,移动钢台座通过安装横移设备,可以在往返轨道上实现切换,实现循环流水作业线。该预制梁厂所有T梁建设生产均在厂房内进行,可实现24 h全天候作业,大大提高了建设生产效率,且通过工厂化流水线作业的方式,也可以加强对建设质量的把控。
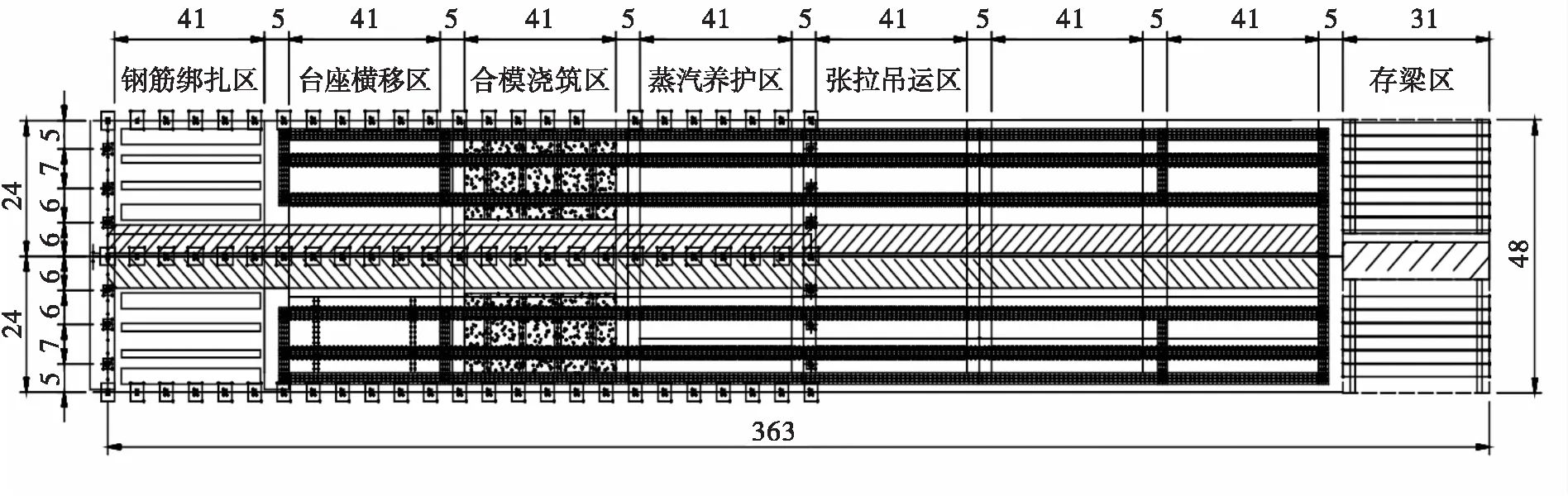
图2 工厂化T梁预制流水线平面图(m)
该预制梁厂工艺流程如图3所示。
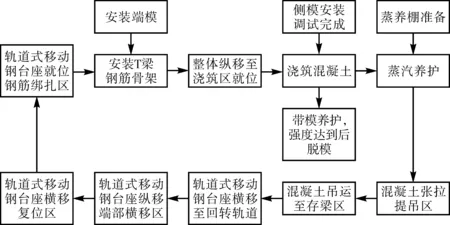
图3 工厂化T梁预制工艺流程图
2.3 关键技术
2.3.1 钢筋施工
在该预制T梁厂中钢筋施工主要分布在加工作业区与绑扎作业区,两个作业区相邻布置。钢筋在加工作业区完成卸车、下梁、弯曲、套丝等作业之后,再移至绑扎作业区。其中,T梁翼板钢筋及腹板钢筋绑扎采用人工绑扎,待翼板与腹板成型后利用龙门架进行合龙,形成T梁骨架;再将T梁骨架吊装到移动钢台座,通过轨道将T梁骨架运输到合模浇筑区,完成T梁的钢筋作业,进入模板作业环节。
在进行钢筋绑扎时,要依据设计要求预留35 mm的保护层,避免在混凝土浇筑后出现露筋的情况,按照先横后纵的顺序,依据设计位置将钢筋入槽绑扎,钢筋之间的交叉点需绑扎牢固。在放置预应力波纹管时,需依据施工图纸要求对波纹管预留孔进行准确定位,波纹管方向偏差应≤4 mm,并需对波纹管进行仔细检查,如发现裂纹等质量问题应及时更换。
2.3.2 模板施工
2.3.2.1 模板系统构成
该预制T梁厂模板系统由模板、振捣及液压系统构成,其中模板包括由梁顶梳形板、侧模、底模及端模四部分组成。为了方便合模及拆除,需确保模板具备充足的刚度与强度;振捣系统是在侧模两侧部位安置附着式的振捣器,以减少混凝土浇筑时混凝土马蹄及侧面部位产生气泡,同时搭配插入式振捣棒确保振捣均匀;液压系统由油缸、油管、液压泵组成,由两侧液压系统进行控制。
2.3.2.2 模板安装与拆除
在模板安装之前,要先对模板进行除锈与打磨,并涂刷好脱模剂。通过移动钢台沿轨道将T梁骨架运输至合模作业区,并对保护层及肋板钢筋的位置进行调整。在进行T梁骨架与侧模合模时,可利用驱动油缸进行精准控制,确保对位准确后完成整体合模。安装模板拉杆时,通过双螺帽将模板紧密连接,利用3 mm密封条对模板衔接处进行密封,避免在后续混凝土浇筑环节出现漏浆的现象。
在模板拆除环节,需要严格控制拆模时间,确保达到合适的混凝土强度方可拆模,防止出现预制T梁外观质量缺陷。在拆模时应先拆除锚固拉杆,再通过液压系统的控制实现梁体和模板的脱离,严禁暴力拆模,防止梁体表面损伤。
2.3.3 混凝土施工
该工程预制T梁混凝土设计强度为C50,在进行混凝土施工前,需从经济性、耐久性及设计强度等多方面进行综合考虑,完成对混凝土配合比的设计,并对混凝土脱模、3 d及7 d等阶段的弹性模量、强度进行试验检测,确保混凝土各项指标满足设计要求后,方可进行混凝土施工。为保证混凝土浇筑时的和易性与坍落度,浇筑之前需对原材料进行检验,并提供施工配合比,确保合格。
混凝土浇筑采用端部循序浇筑法,通过输送泵将混凝土输送入模,要保证浇筑作业的连续性,指挥布料机均匀布料。采用插入式和高频附着式振捣器对混凝土充分振捣密实,做到少气泡、无蜂窝。在浇筑完成之后,表面需依据要求收浆,并采用人工收面,确保外观光洁。
在混凝土浇筑完成静停3 h后进行养生环节。先进行24 h蒸汽养生,蒸养是预制T梁后期徐变在可控范围内及缩短预制工期的关键,在进入蒸养棚后以10℃/h的升温速度蒸养8 h,恒温65 ℃蒸养6 h,蒸养完成后,以15 ℃的降温速度降温6 h,当外界与蒸养棚温度差<15℃时,将梁体移出。在蒸汽养生环节,需对蒸汽棚的温湿度进行定时监测,把握其温湿度变化情况,防止由于蒸汽养生产生温差裂缝。在蒸汽养生完成后移入张拉区进行初张拉,完成后吊运到喷淋养生区进行日常养生,7 d后进行终张拉。
2.3.4 预应力施工
2.3.4.1 预应力张拉
在进行预应力初张拉之前,要对T梁的弹性模量与强度进行检测,需达到设计值的80%以上方可进行,同时需要对T梁进行检查,避免存在影响梁体承载力的缺陷。当相关指标满足要求后,即可开始预应力初张拉。将预应力钢束穿入锚环,在夹片孔中插入夹片,将夹片打入锚环。在自然状态下将预应力钢束穿上限位板,把过渡套摆正,便于千斤顶的施工安装。在进行张拉时,将2台YDC-3 000型千斤顶放在T梁两端进行对称张拉,钢束的初张拉力通过初张预应力油表读数及钢绞线伸长量进行控制,在张拉现场要将预应力钢束伸长量值理论计算值和现场实际值控制在±6%内。在初张拉完成之后,对外露的预应力钢束端头与锚具进行保护,避免锈蚀。
在进行终张拉之前,需对混凝土弹性模量与强度进行再次检测,确保达到设计值的100%。终张拉和初张拉的操作步骤与应力值控制相同,当钢束张拉至拉张控制力后,缓慢卸荷,观测回缩量。在终张拉完成之后,将多余的钢绞线去除,进行压浆与封锚。
2.3.4.2 管道压浆与封锚
在进行压浆之前,需对浆料强度等指标进行检测,确保合格。该工程预制T梁采用真空灌浆工艺,并在同等养护条件下浇筑试块,以方便追踪浆料强度。在进行管道压浆时,要注意现场温度≥5 ℃,并且在压浆完成之后需在2 d内保持梁体温度>5℃。压浆时要严格按照浆料配合比施工,浆料应均匀缓慢搅拌3~5 min左右,浆料内不得含有水泥团块,管道压浆需一次性连续压浆直到完成,浆料从完成搅拌到压入管道的时间应≥40 min,在压浆完成之后,终凝时间应≤12 h。检查合格后,及时进行封锚。
封锚之前要对锚垫板和锚圈的接缝处采取防水处理,为避免发生蜂窝麻面,要捣固密实封锚混凝土。在完成封锚后,需覆盖塑料膜洒水养生。
2.3.5 转运施工
2.3.5.1 T梁移动
将T梁移动于各个作业区时,采用轨道式移动钢台座,通过电机与液压马达构成的驱动装置沿轨道纵向衔接各个作业区。在T梁移动前需检查滑移轨道是否有颗粒杂物,滑移轨道需保持平整,以避免移动过程中发生T梁倾覆的情况。在利用轨道式钢台座进行T梁移动时,要严格控制滑移轨道的高差,如在T梁移动过程中发现轨道高差,要依据不同轨道高差下对应的T梁混凝土最小抗压强度进行调控。
2.3.5.2 T梁吊运
本工程预制梁厂T梁吊运采用轮轨式龙门架。在预制T梁吊运之前,需认真检查钢丝绳、起吊装置、制动装置及不同梁型的最小混凝土强度值。通过钢丝绳套箍吊装,吊点离T梁梁段800 mm,T梁自重主要通过4块300 m×50 m的钢板承担,在梁板底板和钢丝绳接触位置垫设300 m长的护角钢板,在翼板和钢丝绳接触位置垫设100 mm×10 mm方木。吊运时需按照设计吊点起吊,并对两台龙门吊进行同步控制,起吊至规定高度,以设计动力系数1.1的速度将T梁从张拉区吊运至存梁区。在T梁吊运时两端吊点需位于同一平面,防止梁体发生倾斜。吊运过程中严禁行人在起吊T梁下穿越。
3 结语
与传统的T梁制作方法相比,工厂化预制技术具有明显优势。A高速公路预制T梁项目中,通过工厂化预制技术实现了流水线作业,不仅可以有效提高生产效率,实现工期缩短,还可以为T梁预制过程中的质量及安全提供保障。工厂化预制技术各项工序需严格依据施工要求进行,在T梁工厂化预制中钢筋施工、模板施工、混凝土施工、预应力施工及转运施工作为其中的关键技术,需严格把控,一旦操作不当,较易发生整片T梁报废的情况,使得预制T梁的生产成本增加。因此需严格控制预应力混凝土T梁工厂化预制的关键技术施工,进而充分发挥出工厂化预制的各种有利效应。
