综采工作面采煤机滚筒叶片磨损问题研究
2023-08-31武慧文
武慧文
(大同煤炭职业技术学院, 山西 大同 037024)
0 引言
采煤机作为综采工作面关键的生产设备,其设备构造包括牵引机构、截割机构、电气液压机构以及其它辅助机构等,其中截割机构是进行综采工作面煤壁截割的关键机构,煤壁的截割效率也与之密切相关。在采煤机设备沿煤壁截割运行过程中,通过操控采煤机摇臂升降及滚筒调高来控制煤壁截割效果,通过控制滚筒转速来控制截割速率。滚筒叶片在采煤机滚筒装煤过程中起着重要的作用,因此本文通过研究上述几个因素对采煤机滚筒叶片磨损的影响,找出最优的参数控制范围,提高综采工作面采煤机截割效率。
1 采煤机滚筒叶片磨损问题因素分析
1.1 煤矸性质方面的影响
综采工作面采煤机设备截割煤壁时的截割对象首先就是煤矸岩体,因此在截割过程中,煤体矸石的硬度、颗粒大小不同都会对滚筒叶片造成不同程度的磨损,煤体矸石的硬度越大,对采煤机滚筒叶片的磨损程度也就越剧烈。对于不同煤矸岩体来说,在颗粒大小以及密度等参数不同时,对采煤机滚筒叶片的磨损情况也会有所差异,本文主要考虑煤矸硬度对采煤机滚筒叶片造成的影响,对比不同煤矸坚固性系数对采煤机滚筒叶片磨损情况进行分析,如图1 所示,在控制其他因素保持不变的情况下,即采煤机牵引速度为3 m/min、滚筒叶片螺旋升角11°、滚筒截割速率102 r/min 时,分别取煤矸坚固性系数为1.4、3.5、5.1、6.8、8.4 以下五种参数时,分析对滚筒叶片磨损量造成的影响。
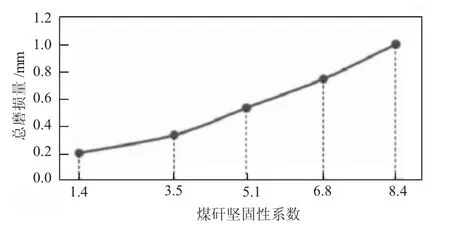
图1 煤矸坚固性系数对滚筒叶片磨损效果分析
由图1 可以看出,在煤矸坚固性系数为1.4 时,滚筒叶片磨损量为0.2 mm;而当坚固性系数升至8.4时,磨损量接近1.0 mm;随着煤矸坚固性系数的增大,滚筒叶片的总磨损量也在增加,磨损情况也越剧烈。因此在进行综采工作面采煤机截割作业前,可通过测定煤矸坚固性系数来灵活更换采煤机滚筒叶片材质,或通过及时维护保养等方式降低煤矸岩体对滚筒叶片造成的磨损程度。
1.2 采煤机滚筒截割速率的影响
同样在保持采煤机滚筒牵引速度为3 m/min、滚筒叶片螺旋升角11°不变,选取煤矸坚固性系数5.1的情况下,分别测试采煤机滚筒截割速率72 r/min、82 r/min、92 r/min、102 r/min、112 r/min 下对滚筒叶片的磨损程度,具体关系如图2 所示[1]。
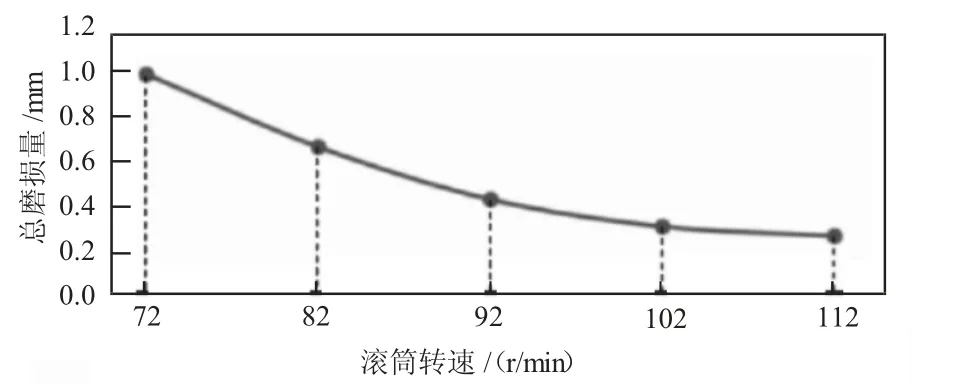
图2 不同截割速率对采煤机滚筒叶片的磨损情况分析
由图2 可以看出,在采煤机滚筒转速为72 r/min时,滚筒叶片的磨损量最高为1.0 mm;而当提升滚筒转速至112 r/min 时,滚筒叶片的磨损情况显著下降,仅为0.3 mm 左右。因此,在一定范围内提高采煤机滚筒的截割转速,可以有效降低采煤机滚筒叶片的磨损。分析其原因,采煤机滚筒截割速率越快对煤矸岩体的破碎效果也就越好,减少了滚筒的切削厚度,也就减少了煤矸对滚筒叶片造成的磨损。同时随着滚筒转速的提高,滚筒叶片中的煤矸会快速抛出,滚筒叶片承载煤矸的时间缩短,磨损程度也就随之降低。
1.3 采煤机牵引速度方面的影响
由上述采煤机滚筒转速对滚筒叶片磨损情况分析可知,在选取转速102 r/min 时,滚筒叶片的磨损量较小。同时选取煤矸坚固性系数值5.1,滚筒叶片螺旋升角11°,在保持以上参数不变的情况下,改变采煤机运行过程中的牵引速度,来分析采煤机牵引速度2 m/min、3 m/min、4 m/min、5 m/min、6 m/min 下对滚筒叶片磨损情况的影响,具体结果如图3 所示[2]。
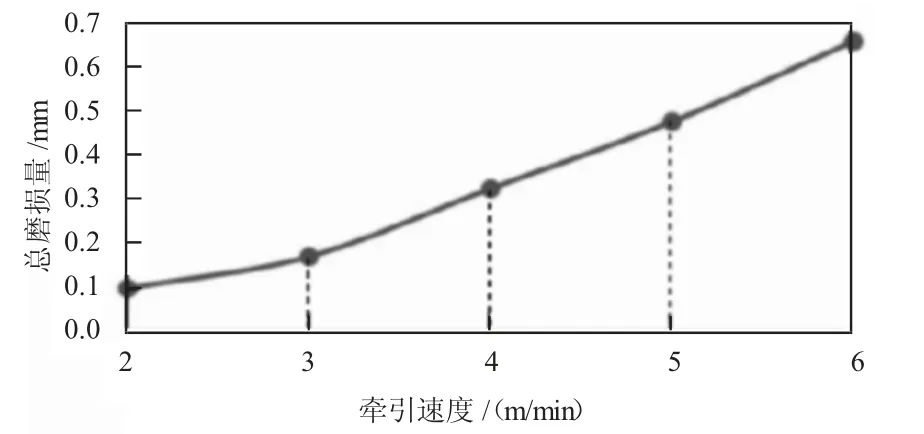
图3 不同牵引速度下采煤机滚筒叶片磨损情况
由图3 可以看出,在牵引速度为6 m/min 时,采煤机滚筒叶片的磨损量最大,达到0.65 mm,此时对滚筒叶片的磨损也越为严重;而当牵引速度下降至2 m/min 时,采煤机滚筒叶片的磨损量逐步下降至0.1 mm。因此,在一定范围内,采煤机牵引速度越快,滚筒叶片的磨损情况也就越为剧烈。分析不同牵引速度下采煤机滚筒叶片的磨损情况出现上述差异的原因,主要是在牵引速度不断提高的同时,采煤机滚筒切削量在随之增加,造成了滚筒叶片较大的承载力以及滚筒叶片与煤矸之间的摩擦力,也就加剧了采煤机滚筒叶片的磨损。
1.4 螺旋升角对滚筒叶片的影响
采煤机滚筒叶片除了起到截割煤壁的作用,还起到一定的装煤运煤作用,在截割煤壁的同时将煤矸岩体截割下并运至刮板机中,而不同的滚筒叶片螺旋升角,对煤矸的装运效果也就不同,同时受到的煤矸承载体的作用力也就不同,造成的滚筒叶片磨损程度也就有所差异。根据上述三种采煤机滚筒叶片磨损因素确定的参数,控制煤矸坚固性系数为5.1,采煤机的牵引速度控制为3 m/min,滚筒截割速率控制在102 r/min,研究螺旋升角10°、11.5°、13°、14.5°、16°下的采煤机滚筒叶片磨损情况,具体变化关系如图4所示[3]。
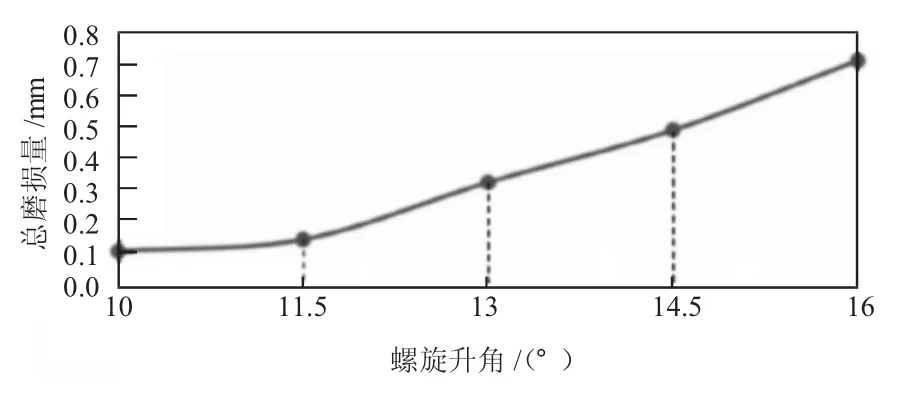
图4 不同螺旋升角下采煤机滚筒叶片磨损情况
由图4 可以看出,在采煤机滚筒叶片螺旋升角为10°时采煤机滚筒叶片的磨损量在0.1 mm,而随着螺旋升角的增加升至14.5°时,采煤机滚筒叶片的磨损情况加剧,升至0.5 mm 左右,在一定范围内呈现出随着螺旋升角的增加,采煤机滚筒叶片的磨损程度越为严重的趋势。根据滚筒叶片装运煤矸的功能可以推断出,在采煤机滚筒截割煤壁的过程中,随着螺旋升角的增大,滚筒叶片承载煤矸的能力也就越大,造成了煤矸对滚筒叶片更大的作用力以及摩擦力,也就加剧了采煤机滚筒叶片的磨损程度。
2 采煤机滚筒叶片磨损因素的参数确定
综上四个采煤机滚筒叶片磨损情况的影响因素,可得以下几点结论:
1)采煤机滚筒叶片的磨损效果与煤矸坚固性系数成正比,煤矸坚固性系数越大,滚筒叶片的磨损量也就越大。在实际综采工作面采煤机截割作业之间,可根据监测到的煤矸坚固性系数灵活采取必要的保养维护措施,来提高采煤机滚筒叶片的使用寿命。
2)采煤机牵引速度与滚筒叶片的磨损量同样成正比关系,在一定范围之内提升采煤机的牵引速度,滚筒叶片的磨损情况会加剧。也就是说在实际综采工作面进行截割作业时要合理控制采煤机牵引速度,避免造成滚筒叶片的剧烈磨损。
3)采煤机滚筒转速与滚筒叶片的磨损量成反比关系,在一定范围内增加采煤机滚筒转速会降低滚筒叶片的磨损量。因此在采煤机截割煤壁的过程中适当提高滚筒转速有利于降低采煤机滚筒叶片的磨损。
4)滚筒叶片螺旋升角与采煤机滚筒叶片磨损量成正比关系,在一定范围内增大采煤机滚筒的螺旋升角会加剧滚筒叶片的磨损情况。
综合上述影响对采煤机滚筒叶片磨损情况的因素进行分析,在综采工作面进行采煤机截割作业的过程中,可控制采煤机牵引速度为3 m/min,采煤机滚筒转速控制在102 r/min,滚筒叶片螺旋升角为11°,此时在煤矸坚固性系数不高的情况下,采煤机滚筒叶片的磨损量保持在0.2 mm 左右,磨损情况较低。同时为提高采煤机设备的高效截割效率,应灵活控制各参数值,在确保滚筒叶片磨损量较低的情况下发挥采煤机设备的最优截割性能。具体操作可在煤矸坚固性系数较低的煤壁区域适当提高采煤机的牵引速度,而当遇到坚硬煤矸时适当降低采煤机的牵引速度,灵活调整设备运行参数,实现综采工作面采煤机设备的高效运行。
3 结语
通过分析综采工作面采煤机滚筒叶片磨损情况的各影响因素,并进行参数对比发现,在合理控制采煤机牵引速度、滚筒截割转速以及滚筒叶片螺旋升角的情况下可以明显减缓采煤机滚筒叶片的磨损效果。经过具体测试得出,将采煤机牵引速度控制在3 m/min,滚筒转速控制在102 r/min,滚筒螺旋升角11°时,采煤机滚筒叶片的磨损量保持在0.2 mm 左右。同时在实际生产过程中,根据煤矸坚固性系数灵活调节采煤机牵引速度,有助于减缓采煤机滚筒叶片的磨损。
