基于“BOP2”的FANUC数控系统远程控制设计与应用*
2023-08-28唐国兰
唐国兰
(广东松山职业技术学院,广东 韶关512126)
0 引言
制造业在中国“智能制造2025”及工业4.0背景下,其战略的核心是建立数字化车间。实现数控机床的实时数据采集和远程监控是推进数字化车间发展的一个重要基础 ,是加快实现 “中国制造”转型升级的必备环节,数控设备远程监控系统的设计开发已成为制造物联技术应用研究的一个热点。国内外学者和专家们在这方面做了深入研究,并获得相关研究成果[1-2]。Nunzio M TORRISI等基于CyberOPC技术开发了一个新的开放式通信系统,实现了工业数控机床的远程监控。江苏信息职业技术学院田齐采用 CBX 的 RIA 技术开发了车间数控设备远程监控管理系统。长江大学周思柱介绍了在 VC++编程环境下,采用 MFC、静态链接库等编程技术实现 HNC-808M 数控系统远程控制功能的方法。山东理工职业学院亓学芸通过设计数控机床串行接口 RS232 与 CAN 总线的接口电路,实现数控机床远程控制。郑州大学姚鹏发使用 C#.NET 编程语言和 S7 通信协议编写上位机程序,实现利用上位机远程控制西门子数控机床切换指定的 NC 程序。我国中小企业所使用的数控机床多数没有内嵌以太网口[1],只配有RS232串口或USB接口,数控系统不能连入以太网实现数字化在线加工与过程监控。因此,本文对实训室10台FANUC 0i Mate-MD 系列数控铣床进行升级改造,使其连入以太网,利用“BOP2”软件功能实时进行数据传输、在线加工、远程监控和故障诊断等,为中小企业进行车间数字化升级改造提供技术参考。
1 软、硬件设计
1.1 硬件连接
用机床的RS232串行口,可以实现单台计算机与单台数控机床相连即一对一通讯[2],以实时读取数控机床的数据和管理操作数控机床,但此方案设备成本及人工成本均高且数据共享程度低。为了提升管理功能,采取 1台上位机PC与多台NC机床连接进行远程控制。“BOP2”全称为“Basic Operation Package 2”,是FANUC公司开发的一个远程控制功能软件包,该软件包须安装在上位机和数控系统内,然后利用路由器将上位机与多台CNC进行联网控制,最多可与40台CNC进行联网控制,但在同一时间只能控制1台CNC,控制其它CNC时,可在上位机中“BOP2”软件界面切换。如图1所示,准备1台交换器,多根网线,用 1根网线连接PC与交换器HUB,每台NC机床分别用网线与交换器连接。将带电缆的PCMCIA卡插入CNC系统的CF卡插槽内,然后将电缆插头和耦合器连接完成,并用交叉网线(普通上网用网线)将HUB和耦合器相连。
铁路通信系统中UPS不间断电源原理及使用维护分析……………………………………………………… 崔圣青(4-88)

图1 硬件连接
1.2 BOP2软件在数控系统上加装过程
加装前准备:因PCMCIA卡插入CNC系统的CF卡插槽内,表示使用CF卡输入输出数据,所以需将数控系统的20号参数(通道设定)设置为4。然后核对数控系统背面的编号与文件的编号是否一致,必须一致的情况下才可以将该文件传入数控系统进行BOP2功能的加装,否则将会加装不成功。最后将对应数控系统编号的文件名改为“CNCOPSET”,将改名后的文件存入CF卡中,利用CF卡将该文件传输到数控系统内即可。
学生通过网络教学平台,依据教师发布的课前导学案进行自主学习。基础好的学生可以直接进行在线测试,带着问题去学习;基础差的学生可以重复观看教学视频后进行在线测试。学生在观看视频和在线测试环节中,随时可以在教师发起的在线讨论活动中提出自己对新知识的疑问,学生可以相互解答这些疑问。
传输到数控系统的操作步骤为:
但是,它们发生时并未丧失固有的本性,而依据这个本性,它们在发生之前,依然有不发生的可能性。“既然它各方面之所以具有必然性,是因为有神的知识这个条件,那它本身不具备必然性又有什么关系呢?”神意预知的事物必将发生,“只是其中有些东西是事物必然性的结果,有些东西是行事者努力的结果。”神意预知和自由意志的共融在这里得到完全的确证。
2) 再按屏幕下方的右扩展键(▷)两下,直到屏幕下方出现“OP读”软键。
4) 按下“执行”软键,系统会自动将文件名为“CNCOPSET”的文件传入数控系统内,最后按照提示操作重启数控系统即可将该功能加装完毕。
1) 按下数控机床MDI键盘上的“SYSTEM”键,然后按下数控系统显示屏幕右下方的“操作”软键。
3) 按下“OP读”软键,此时屏幕右下方显示有“执行”软键。
2.2.2 BOP2软件上的设定
6) 在系统重新启动后,按下“SYSTEM”键,再按数控系统显示屏幕右下方的“诊断”软键,进入“诊断”画面,可查看诊断参数1176#3=1,表示BOP2功能已加载成功,可正常使用了。
她爱洗,杨连长这段时间已特别安排伙房,每隔两天就给她准备半桶水,而且是他亲自拎进地窝子。来取桶和盆时,还顺带送一束沙枣花。每次,他都站一会,没话找话。
数控系统BOP2功能加装完成后,需要将上位机与CNC系统建立通讯,进行BOP2功能实际应用。
2 通讯设定
2.1 CNC侧的通讯设定
1) 按“SYSTEM”键,选择“参数”软键,再按右扩展键(▷)六下,直到屏幕下方出现“PCMCIA”软键,按下“PCMCIA”软键,进入“嵌入以太设定[卡]”画面内,根据图2的内容进行设定。第一台数控机床CNC1的IP地址:192.168.1.1;第二台数控机床CNC2的IP地址:192.168.1.2,以此类推。子网掩码:255.255.255.0;设备有效:PCMCIA;下一页设置,口编号(TCP):8193;时间间隔:30。

图2 数控机床上通讯设定
2) 按“SYSTEM”键,选择“参数”软键,再按右扩展键(▷)三下,直到屏幕下方出现“PMCCNF” 软键,按下“PMCCNF”软键,再按右扩展键(▷)两下,直到屏幕左下方出现“在线”软键,按下“在线”软键,进入“在线监测参数”画面,在“在线监测参数”画面内,利用方向键移动光标,将“高速接口”设定为“使用”。
1) 如图4所示,勾选CNC1选择连接数控机床CNC1,需要连接几台数控机床就勾选几台,总共可以选择40台。选择多台需用路由器进行多台数控机床CNC的联网。
2.2 上位机上的设定
2.2.1 计算机IP地址的设定
从能源消费变化趋势看,上海能源消费总量与经济发展总体保持均衡,1978年-2017年,全市能源消费平均弹性系数为0.5。分阶段看,能源消费弹性系数经历了“逐渐增强、回落、反弹、稳步降低”4个阶段,(见图1)。
计算机的IP地址设定如图3所示,双击Internet协议(TCP/IP),进入Internet协议(TCP/IP)属性对话框,将IP地址设定为:192.168.1.10, 子网掩码设定为:255.255.255.0。

图3 上位机上通讯设定
5) 在重新启动数控系统的过程中需按下MDI键盘上的“RESET”键,否则将不能进入系统画面。
3) 在图2的“嵌入以太设定[卡]”画面内,按下“操作”软键,在显示屏下方出现“再起动”软键,按下“再起动”软键,开启使用PCMCIA卡的功能。至此,CNC侧通讯设定完成。
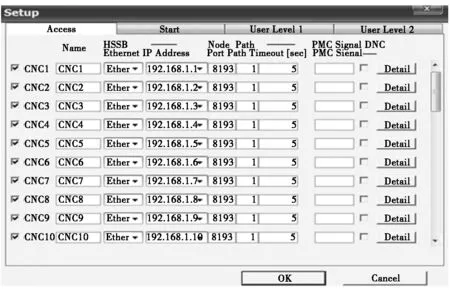
图4 上位机中BOP软件通讯设定界面
2) BOP2软件上CN1与第一台数控机床CNC1的 IP地址一致, BOP2软件上CN2与第二台数控机床CNC2的IP地址一致,以此类推,只要不与上位机的IP地址冲突即可。HSSB Ethernet(网络)、Node Port(端口号)、Timeout(超时)等按图中设定即可。
3) 在“Start”一栏中设定口令,注意:没有汉语显示。
4) 设定完成后显示位置画面,如图5所示。
本文采用35 kJ/50 kW超导磁场储能系统完成微网涡流预测控制实验,实验装置如图5所示,并给出整个超导磁场储能系统预测控制的拓扑[10]模型。当变流装置充磁到达电流设置值之后,则进入稳流状态。此时,主控系统发送功率交互命令,功率交互命令值与功率转换周期与交互次数则可预先设置。设置工程参数为:超导磁场储能磁体充磁达到60 A,完成约3.8 kW左右的功率转换,通过4个功率转换周期之后进入到续流与退流阶段,并将直流母线电位设定为80 V。

图5 CNCI机床坐标监控界面
3 操作调试
图5示出,上位机上的BOP2远程操作演示界面包括坐标显示,程序管理(程序创建/修改/传输),数据管理(系统参数,刀偏,螺补,机床坐标系,宏变量,PMC参数等设定/修改/传输),以及对参数和程序的备份等与实际机床类似;操作方式和实际NC的操作大同小异,这里就不再详述。注意,在伺服电机运行时,如出现较大的电流声音,且发出嗡嗡的响声,此时更改参数2 040=400即可。
4 结束语
将FANUC的“BOP2”软件包进行应用设计,实现了10台数控机床的远程控制,图6为CNC1与上位机连接后上传的PMC程序界面。通过验证结果表明,该方案能够对多台FANUC数控机床进行状态监控和数据采集,实现数控机床参数、报警、PMC程序、DNC在线加工等多台数控机床的远程控制,且运行稳定;“BOP2”软件界面类似 CNC 实际界面,远程可操作性强。
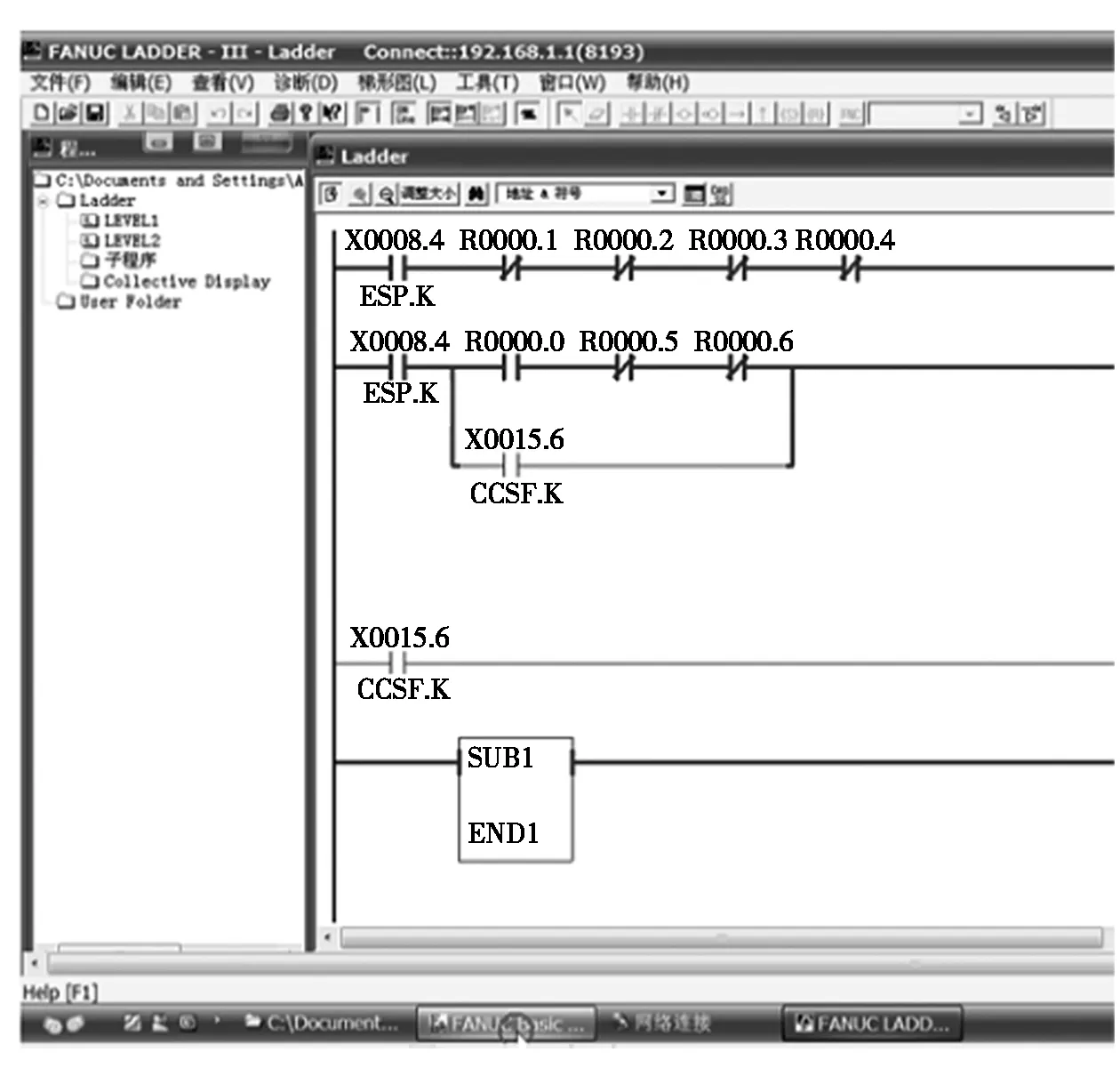
图6 CNCI机床PMC程序上传界面