KDF3E 成型机滤棒圆周故障维修方法改进
2023-08-27徐杰
徐 杰
(红云红河烟草(集团)有限责任公司红河卷烟厂,云南红河 652399)
0 引言
在滤棒生产过程中,滤棒圆周是反映其质量的重要物理指标,对烟支的搓接质量、烟气、烟碱和焦油含量、过滤效果都有直接或间接、隐性或显性的影响。其中,影响滤棒圆周稳定性的核心因素为成型压条及封口烙铁的安装调整位置。
1 圆周波动的传统维修方法
KDF3E 成型机是红河卷烟厂卷烟用滤棒生产的主力机型,自1998 年引进以来,担负着不同规格滤棒的生产任务。滤棒在实际生产过程中,滤棒圆周的维修是耗费时间和成本最多的修理项目之一。通常情况,在设备出现滤棒圆周波动时,都要进行检查、调整,一般的维修步骤如下:
首先,从操作层面的设备清洁保养入手,保证成型枪、导纸辊、布带盘、布带辊、布带表面、成型烟舌、大小压板、烟枪、冷却条封口烙铁等相关部件的清洁,排除外围影响因素。
其次,排除来料的波动因素,保证原辅料(如丝束、盘纸)无质量问题,与正常运行机台为同一批次。
最后,也是最关键的手段,设备相关各部件的安装调整。与圆周相关的部件包括:
(1)供纸系统。通过调整盘纸刹车系统以达到盘纸运行所需的拉力,检查各导纸辊轴承转动是否灵活,并检查其表面磨损情况,保证盘纸正常运行,无纸边晃动等异常。
(2)布带系统。检查布带盘、布带盘摩擦带及各布带导轮转动是否灵活,检查各导带轮磨损情况,入口、出口导带轮相对于烟枪基座的高低位置。
(3)成型烟舌、烟枪、大小压板、冷却条、封口烙铁的位置。在维修过程中,成型烟舌、烟枪、大小压板及冷却条的位置通过使用量棒、塞尺等量具可以做到精确调整,以达到设备运行所要求的位置尺寸。调整完毕后,能长时间保证这些部组件的定位精度,不需要进行反复调校。
但是封口烙铁在实际调整过程中存在一定难度,因为封口烙铁工作面不是一条直线,而是逐渐收拢的喇叭状曲线。每次调整不但需要耗费设备修理人员较多的维修时间,同时也会在维修调校过程中产生废品滤棒,造成大量的丝束浪费,增加原料成本。
2 封口烙铁的调整要求及存在的问题
根据维修手册,封口烙铁须调整至与冷却条处于同一轴线,同时保证这两者在工作状态下与滤棒条保持同心。封口烙铁的固定方式为:封口烙铁侧后方有两个M4 的螺纹孔,通过螺栓将封口烙铁拉紧固定于冷却条支座上,内侧紧贴胶木板。
如果封口烙铁的位置调整不当,会出现以下3 个方面的问题:
(1)滤棒条粘接效果不好,易出现滤棒条爆口缺陷,从而影响下一步卷烟机烟支卷制生产工序的正常运行。
(2)滤棒条被挤压变形,滤棒上会有明显压痕产生。有压痕的滤棒外观质量不合格,且滤棒不圆度指标超标。严重的滤棒压痕还有可能影响到后续加工工序的烟支搓接,导致卷烟接装纸粘接不牢,出现烟支漏气、掉头等问题。
(3)布带非正常磨损,导致滤棒圆周指标失控,出现大、小圆周滤棒,同样也会导致烟支接装纸粘接不牢,出现烟支漏气、掉头的问题。
在实际生产过程的维修中,发现用来安装固定冷却条和封口烙铁的胶木板容易损坏,损坏位置为封口烙铁与胶木板所安装接触的地方。因为封口烙铁长时间处于高温状态(135~145 ℃),而用来固定封口烙铁的胶木板工作温度为140 ℃,所以胶木板长时间处于临界温度,导致胶木板碳化、脱落(图1)。

图1 碳化损坏的胶木板
胶木板损坏脱落之后就无法保证封口烙铁的居中位置,安装位置也无法得到有效固定。出现该问题后,设备所生产出来的滤棒会发生圆周指标波动,造成该项物理指标超标。针对这一问题,维修方法有两个:①更换损坏的胶木板;②根据损坏情况制作垫子,进行补偿安装。
但是以上两种维修方法均存在一定不足之处,第一种办法,通过直接更换新的胶木板,可以达到恢复设备原来精度的效果,但是设备运行一段时间(约3 个月)以后,随着胶木板的再次碳化,必须重新更换。胶木板备件价值较高(分别为9830.18 元、5428.52 元),更换成本较高,影响工厂备件消耗指标。第二种办法,通过自制补偿垫片安装调整,因实际生产过程中存在胶木板碳化损坏程度不一致,所以每次需要制作不同的补偿垫片,并进行多次反复地调整。这种方法不但造成大量废品,而且影响设备效率的有效发挥。
3 解决思路及方法
针对设备存在的问题和情况,希望找到一种材料,镶嵌在原机胶木板的封口烙铁所对应的安装位置上,以保证其在高温环境下不老化变形、损坏。具体方法为:基于修旧利废原则,将原先碳化损坏的胶木板进行加工,将碳化部分去除,在胶木板上封口烙铁的安装位置处铣出一个外形尺寸与封口烙铁一致的空间,使用耐热材料制作对应尺寸的隔热部件安装于该空间内,使其与胶木板、封口烙铁完全贴合(图2)。

图2 胶木板改进设计
该材料要求耐高温性应高于原机配置的胶木板,热膨胀系数应小于或等于胶木板,吸水性应小于或等于胶木板,导热系数应小于或等于胶木板,热膨胀性小于或等于胶木板,垂直层向弯曲强度、压缩强度应优于胶木板。根据以上使用需求找到两种材料,一种是高温耐热无机工程材料(M1040H),另外一种是聚醚醚酮(PEEK)。两种材料与胶木板的参数指标对比见表1。
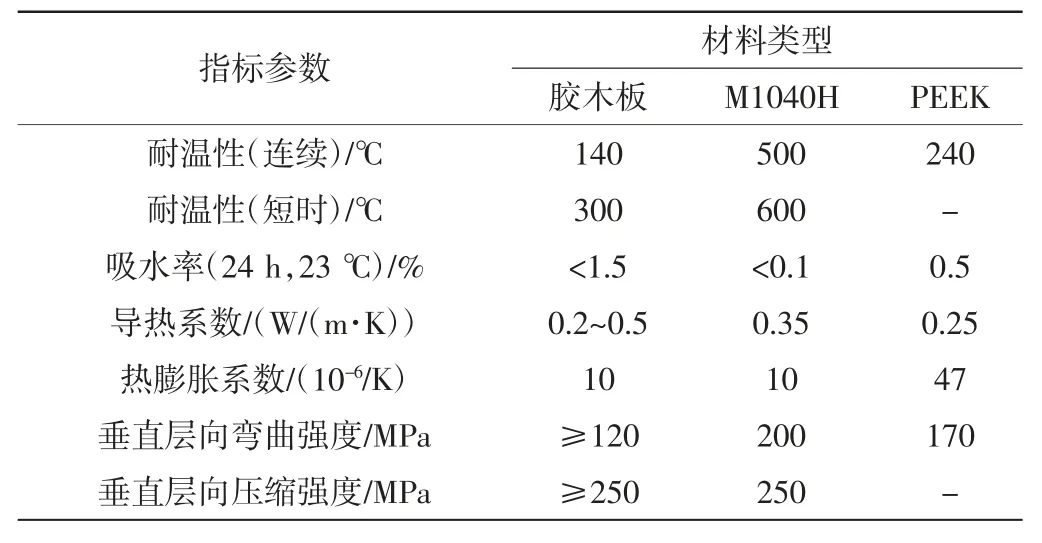
表1 材料指标参数对比
由表1 可知,M1040H 与PEEK 两种材料与胶木相比较,耐温性、吸水率皆优于胶木,导热系数与胶木相当。M1040H 的热膨胀系数与胶木相当,PEEK 稍大于胶木。强度方面两种材料也都满足使用要求,但是综合比较,M1040H 的技术指标又优于PEEK,所以选择M1040H 作为胶木的替代材料。
4 实施方案
通过上述对比分析之后,选定了M1040H 作为胶木的替代材料,将先前从KDF3E 成型机拆卸下来的损坏胶木板以及隔热部件进行设计并加工。
根据改进思路及胶木板实际情况设计隔热部件(图3)。根据设计图纸对所选材料进行加工,得到隔热部件及开槽的胶木板(图4、图5)。加工完成后对胶木板及隔热部件进行组合安装(图6)。

图3 隔热部件设计

图4 隔热部件

图5 开槽的胶木板

图6 加装隔热部件的胶木板
5 结果分析
以8#KDF3E 滤棒成型机为例,通过实际生产运行跟踪观察,改进后的胶木板在1 年内未再出现损坏,也未进行维修调整。调取工艺质量部门1 年内的采样数据,改进后该机组所生产的滤棒圆周物理指标均达到圆周标准偏差不大于0.032 mm 的KPI 考核指标(表2)。

表2 改进前后圆周物理指标对比(中心值23.90 mm)
由表2 数据可知,改进后的滤棒圆周标准偏差平均值由0.035 mm 降低至0.027 mm,效果较为明显。同时滤棒圆周合格率也由改进前的97.967%提升至99.368%;滤棒圆周绝对偏移量由改进前的0.034 mm 降低至0.026 mm。
在改进后的使用过程中,M1040H 材料表现出的综合性能指标明显优于原机使用的胶木材料,尤其是在耐高温性方面,完全满足生产工艺所需温度设计,很好地解决了胶木板碳化损坏的问题。封口烙铁的固定问题也变得可控、可靠,实现部件一次调整到位,无需后续维护,有利于滤棒圆周这一项关键指标的控制及维修,提高率滤棒物理指标均质化水平。