基于S7-1200PLC的立体仓库模块设计
2023-08-21宫丽华


摘 要:立体仓库模块是现代工业生产的一个不可或缺环节,替代了操作人员一部分繁重的工作。针对立体仓库准确取料和放料的问题,运用可编程控制技术、步进电机控制技术、人机界面等技术,设计了基于西门子PLC的立体仓模块软硬件设计方案及人机界面调试方法。操作者可以通过人机界面进行手动调试和操作立体仓库,也可设置自动模式让系统自动运行。实际运行情况表明,该系统能够满足相应控制要求,运行稳定良好。
关键词:PLC;立体仓库;步进电机;人机界面
中图分类号:TP273 文献标识码:A 文章编号:2096-4706(2023)12-0055-04
Design of Stereoscopic Warehouse Module Based on S7-1200PLC
GONG Lihua
(Chengde College of Applied Technology, Chengde 067000, China)
Abstract: The stereoscopic warehouse module is an indispensable part of modern industrial production. It replaces part of the heavy work of the operator. Aiming at the problem of accurate taking and discharging materials in stereoscopic warehouse, this paper designs the software and hardware design scheme of stereoscopic warehouse module and the debugging method of man-machine interface based on Siemens PLC by using programmable control technology, stepper motor control technology and man-machine interface technology. The operator can manually debug and operate the stereoscopic warehouse through the man-machine interface, and can also set the automatic mode to make the system run automatically. The actual operation situation shows that the system can meet the corresponding control requirements and run stably and well.
Keywords: PLC; stereoscopic warehouse; stepper motor; man-machine interface
0 引 言
随着我国信息化技术的发展,工业生产逐步由传统模式变为应用机械设备的智能化模式,不仅提高了生产效率,而且节约了人力和财力,为企业及个人带来了明显的经济效益和社会效益。立体仓库模块作为工业生产中一个不可或缺的环节越来越受到工业企业关注,对其性能要求也越来越高[1]。立体仓库一般由多层货物架构成,每个用来储存货物的货物架采用大小不同的储货单元,在空间上进行叠加,仓库对货物的存取采用对应的物料运输设备完成[2]。
PLC具有高抗干扰能力、强适应能力、高可靠性、高性能价格比且编程简单,广泛应用在现代自动化的生产设备中,担负着生产线的众多角色。基于西门子PLC(S7-1200)开发的立体仓储自动控制模块,實现仓库自动取料和放料的操作。立体仓库模块将电工电子技术、机械技术、传感器技术等多种技术有机结合,并综合应用到生产设备中;并与生产线的视觉分拣模块、皮带传送模块、温度控制模块等其他模块在PLC微处理单元的控制下有机融合在一起,协调有序地工作。
1 立体仓库的硬件
立体仓库模块在整个控制系统中起着提供原料的作用,该模块根据设备工艺流程对物料进行出入库处理。立体仓库模块的主要由PLC、物料仓、气动机械手组件、步进电机、直线模组支撑架、双联气缸、夹爪气缸、旋转气缸、无杆气缸、端子排组件、走线槽、底板等结构组成。立体仓库库位都有检测传感器,通过传感器检测物料,将数据传输给其他设备。
仓库模块机械手通过库位信息,进行样件的出入库该部分的工作原理是:工件垂直叠放在三层料仓中,机械手抓通过步进电机上下移动,在移动到合适位置时伸出气缸伸出,然后气动手指夹紧,再向上移动机械手抓将物料抬升到合适高度,以便于物料离开料仓。物料抬升到合适高度时,机械手抓缩回并旋转,然后步进电机开始移动以便于机械手抓能到达合适高度用于将物料放置到分拣模块上。
1.1 立体仓库的气动元件
立体仓库模块使用的气动执行元件包括双联气缸、气动手指、无杆气缸和旋转气缸。双联气缸用来推动机械手的缩回和伸出。气动手指用来控制机械手的夹紧和放松。无杆气缸用来实现机械手臂的左移和右移。旋转气缸由直线气缸驱动齿轮齿条实现回转运动,回转角度能在0°~90°和0°~180°之间任意可调,且可以安装磁性开关,检测旋转到位信号,多用于方向和位置需要变换的机构。本实例中旋转气缸实现了机械手臂的左旋和右旋。
1.2 步进电机驱动器
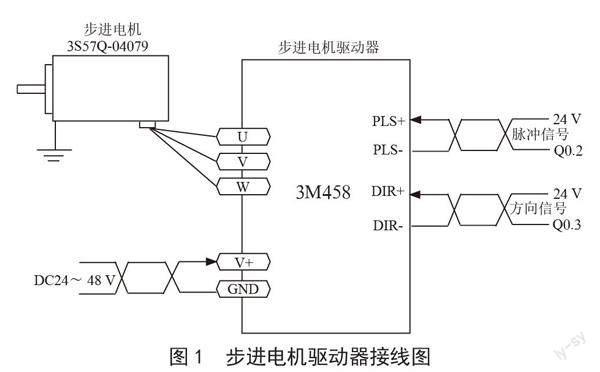
本项目使用步进动机带动机械手上行和下行。步进电机需要和专门的驱动装置(步进电机驱动器)配套使用。步进电机驱动器每接收一个脉冲信号和方向信号就会驱动电机按指定方向旋转一个固定角度(步距角)。步进电机驱动器接收可编程控制器一定数量、频率的脉冲信号和电机运转的方向信号,来控制步进电机的转速和转向。步进电机分为两相式步进电机和三相式步进电机。三相式步进电机具有高速性能好、步距角小、控制精度高运行稳定等特点。本系统使用的是步科Kinco三相式步进电机3S57Q-04056,配套的步进电机驱动器是步科Kinco的3M458步进电机驱动器,采用直流电源24~ 40 V供电。
步进电机驱动器的PLS端子是脉冲输入端,PLS+接24 V直流电源,PLS-接PLC的高速脉冲输出端Y0。步进电机驱动器的DIR端子是方向输入端,DIR+接24 V直流电源,DIR-接PLC的输出端Y2。步进电机驱动器的U、V、W三个端子接步进电机3S57Q-04056的三相接线端,如图1所示。
为提高步进电动机的控制精度,并使步进驱动系统达到良好的运行性能,驱动器需完成细分设置和输出电流设置[3]。3M458侧面中间有一个八位红色拨码开关DIP,可以用来设定步进电机驱动器的工作方式和工作参数,包括细分、输出电流等设置,见表1。注意改变DIP拨码开关的设置前要先切断电源。本次使用的驱动器拨码开关DIP1-DIP3分别为OFF、OFF、ON,电机设置为5 000步/转,步距角为0.072度。DIP4-DIP8分别设置为OFF、OFF、OFF、OFF,输出相电流为3 A。
1.3 检测传感器
立体仓库模块使用光电传感器作为检测传感器,传感器也是PLC的常用输入元件。光电传感器在物位检测、液位控制、产品计数、速度检测、定长剪切、信号延时、自动门传感等诸领域应用广泛。光电传感器是将光信号转换为电信号的元器件,具有检测距离长、对被检测物体限制少、能实现非接触检测级颜色判别、便于调整等特点。光电传感器按线制可分为二线制、三线制、四线制等。光电传感器按检测方式分为对射型、镜面反射型和漫反射型。对射型传感器有一个发光器件和个接收器件,检测距离5 m以内。镜面反射型传感器的发射和接受光装置位于同一个器件上,另外还需要镜面,检测距离2 m以内。漫反射型光电传感器发射和接收用同一个传感器,发射器发射光经过物体表面反射回到接收器中,检测距离较短,300 mm以内。
本立体仓库检测的物料为非透明,选用欧姆龙漫反射型传感器E3F-DS30C4,不必安装反射镜。电源电压为DC直流电源,选择输出类型为NPN型,三线制。传感器棕色线接直流电源正极+24 V,蓝色线接直流电源负极0 V,黑色为信号线。光电传感器用来检测仓库库位上是否有物料以及机械手的缩回到位检测、Y轴左检测到位、Y轴右检测到位。
2 立体仓库控制功能实现
2.1 PLC资源分配
立体仓库模块控制功能的实现,首先需要操作人员对微控制器PLC的IO资源进行分配,如表2所示。立体仓库模块的输入点包括传感器检测信号和按钮等,输出点包括电磁阀等执行机构和指示灯。
2.2 程序流程设计与编写
仓库模块机械手的运动是通过仓库轴的运动实现的,所以需要在工艺对象中新建一个轴,并组态轴对象。首先设置基本参数,包括常规和驱动器,将此轴命名为“仓库轴”。特别注意驱动器硬件接口的设置,脉冲发生器选择Pulse_2、信号类型选择PTO(脉冲A和方向B)、脉冲输出选择PLC输出端Q0.2,脉冲方向选择PLC输出端Q0.3。这里的驱动器是步进电机驱动器,PLC的输出端Q0.2控制步进电机的转速和转到角位移,PLC的输出端Q0.3控制步进电机的转动方向。编写程序使用工艺中的运动控制指令,控制仓库轴的上下运动。第二步设置扩展参数,包括设置机械和位置限制。电机每转的脉冲数为5 000,电机每转的负载位移为3 mm,旋转方向为双向,Y轴下限位由PLC的输入端I1.3来判断,Y轴上限位由PLC的输入端I1.2来识别。第三步设置动态,包括最大转速、启动速度等常规设置和急停设置。最后对回原点进行设置。
立体仓库模块控制程序需要调用两个子程序,分别是夹料子程序和放料子程序,如图2所示。这两个子程序控制两个外部设备,实现仓库手爪伸出阀和仓库手抓夹紧阀。PLC接收仓库机械手伸出到位、仓库机械手夹紧检测和仓库机械手右旋到位三个输入信号(传感器)的控制,完成夹料和放料两个动作。这两个子程序的接口参数output分别是仓库夹料完成和放料完成,未设置接口参数input。
PLC上电后,立体仓库模块控制程序首先进入初始状态(仓库X轴左限位、仓库左旋到位、仓库缩回到位、仓库夹紧检测)检查阶段,确认系统已经准备就绪后,才允许投入运行,这样可及时发现存在问题,避免出现事故。接下来,立体仓库模块控制程序对仓库计数和立体仓库步进这两个参数进行初始化,再以立体仓库步进数为循环条件,控制倉库轴移动指定绝对位置,并调用夹料和放料这两个子程序,最终实现立体仓库模块功能。程序流程图如图3所示。
3 系统调试
触摸屏作为上位机监控和控制执行机构,需具备操作简便、功能强大、可靠性高,可以降低设备系统设计、启动、维护的总成本,提高设备的附加值,能轻松简便地制作人机画面等特点[4,5]。立体仓库采用西门子TP700精智面板HMI进行人机交互,触摸屏操作界面如图4所示。
调试时先将设备按钮操作单元和触摸屏全线联机界面的转换开关分别旋转到左侧,进入手动调试模式。立体仓库共三层,每层两个库位。在触摸屏上点击机械手上行、机械手下行及机械手回原点,调整机械手的上下位置,配合旋转阀、伸出阀等四个电磁阀调试机械手,读取当前位置,并填写到相应的夹层位置输入显示框中,完成六个仓库夹料位置和分拣放料位置的填写。旋转转换开关到右侧进入自动模式,并观察机械手及物料是否和周围设备有碰撞。若有碰撞需要重新手动调整夹料位置和放料位置,如图5所示。
4 结 论
文章对智能立体仓库控制系统进行设计,从硬件选型到程序设计、编程界面展示,都进行了全方位的介绍。立体仓库模块控制系统以PLC为控制核心,通过对PLC的组态设置和程序编写,实现PLC对传感器信号的采集检测并根据采集到的信息通过步进电机驱动器对步进电机进行控制,进而控制机械手对物料的抓取和释放,并运用人机界面实现了立体仓库的自动化和可控化。系统按照设定的工作流程,完成不同商品的识别和按照要求完成立体仓库入库工作,商品识别准确,入库定位精度高。
参考文献:
[1] 闫磊,王萌,李任鹏.基于S7-1200PLC的小型立体仓库控制系统设计 [J].制造业自动化,2020,42(11):11-13+22.
[2] 田园,裴杰,张鑫.基于S7-200smart PLC控制的灌装贴标生产线设计 [J].南方农机,2020,51(19):23-24+27.
[3] 王文红,任娟,金浩.PLC控制步进电动机在机械手中的应用 [J].机电工程技术,2022,51(7):134-136.
[4] 李龙伟.自动化立体仓库控制系统设计 [D].银川:宁夏大学,2021.
[5] 王金龙,黄素丹.基于PLC的智能立体仓库控制系统设计 [J].南方农机,2022,53(15):136-139.
作者简介:宫丽华(1984.06—),女,汉族,河北承德人,讲师,硕士,研究方向:PLC控制系统。
