基于空调模具管理方法的研究与运用
2023-08-04谭道想欧阳欢于海川蔡绍银
谭道想 欧阳欢 于海川 蔡绍银
(TCL 空调器中山有限公司 中山 528427)
引言
随着空调市场竞争环境的日趋激烈,为了提高品牌竞争力,保持市场份额,每年都会有大量新的空调模具,并且周期越来越短,客户要求越来越高[2]。因此企业的模具管理变得尤为重要,它的管理水平高低决定了模具能否成功制造,能否正常导入生产。从企业模具管理的角度来看,对流程进行梳理及标准化,使得企业模具管理人员熟悉各环节每个流程及关键控制要点,提高了企业的模具管理[1]水平和管理效率。
1 模具供应商选择的注意事项
新模具的开发是否顺利及成功,取决于模具供应商的技术、加工、质量及项目管理能力。多数企业往往以模具价格为基础选择模具厂,导致项目延期,试模改模频繁等。如何选择合适的模具供应商呢?从合格模具供应商名录中的重点关注以下几点:
1)建立模具供应商绩效表,记录对其质量、交期、服务等维度的得分,每月进行排名汇总。同时需要每年组织采购、研发、品质、财务对现有模具厂进行年审,坚持优胜劣汰的原则,为模具招标小组的决策提供参考。
2)需结合项目紧急程度、项目大小来选择合适的模具供应商[3],这样可避免后期模具供应商的加工资源、技术资源不足等缺点。
3)模具招标小组专项会议,讨论模具供应商一年内材料作假、项目延期多等不适合本项目的模具供应商进行筛选,选择合适的模具供应商进行招标,确认模具供应商。
2 模具评审的关键要点控制
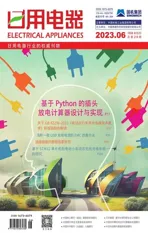
模具的设计和结构是否合理(如图1),决定了模具的质量和批量生产,因此模具的评审非常重要。如何做好模具评审工作呢?如何不遗漏细节呢?除了制定DFM和CAE 报告的模板外,模具评审的流程和要点总结如下:
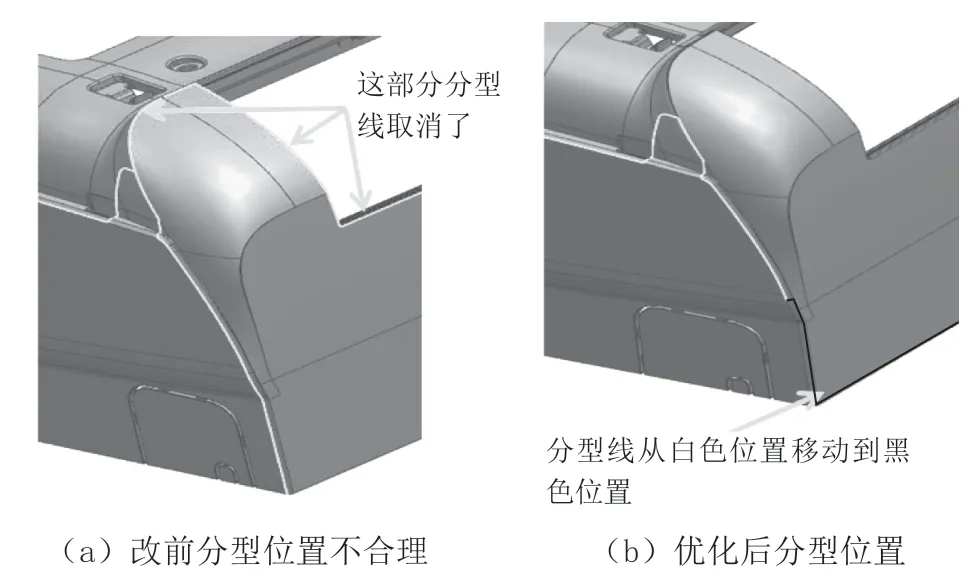
图1
1)产品信息确认:审核时双方应确认材料收缩率、产品重量、成型周期等,收缩率取数不当,应在开模时发现尺寸和重量不能满足图纸的公差要求,否则模具后期返工不能保证质量,从而影响工程进度和成本增加。
2)模具基本信息:企业内部需建立热流道、模架、钢材的选型规范,结合产品规划量对模具钢材、热流道、取件方式等进行确认,严禁出现“大材小用”现象。
3)胶口确认:对胶口形式、位置、数量进行确认,避免出现位置、数量不合理导致产品不合格和注塑工艺难调试问题。
4)产品尺寸精度及变形:识别产品尺寸精度及变形的要求后,模具需做相应的设计调整,如变形、产品外观要求高的产品,水路需要优化,镶件需做铍铜等。
5)分型线、顶块、滑块夹线分析:重点对转动部件、外观件的分析进行确认,避免因分型不合理导致的质量问题,如:转动部件分析不能在转动部位,会影响转动效果;中框分型不能在出风口A 面上。
6)筋条、拔模、圆角、产品结构、模具薄钢及强度检查:模具厂与客户对产品及模具结构进行双方评审确认,确认模具是否有出模干涉、模具薄钢、结构可靠性等问题。
7)模具结构、镶件布局、冷却系统、浇注系统检查:结合产品的要求及生产可靠性,双方对模具结构、镶件布局、冷却系统、浇注系统进行评审。
8)产品胶厚、涉水部位镶块、螺钉柱司筒、碰穿等确认:对涉水零件(如底座、接水盘)进行结构及胶厚分析,壁厚需满足≥2 mm 以上,水道部位尽量不设置碰穿或螺钉柱,避免因产品结构和模具设计不合理而造成漏水隐患。
3 模具加工环节的节点控制
大多数企业只管控模具首样及移模的时间,过程的质量管控往往不关注。因此为了项目进度及模具质量的保障,模具管理人员需对模具厂的加工进度、过程质量进行管理,针对大多模具厂及结合企业的特点(如图2),梳理出关键控制要求如下:
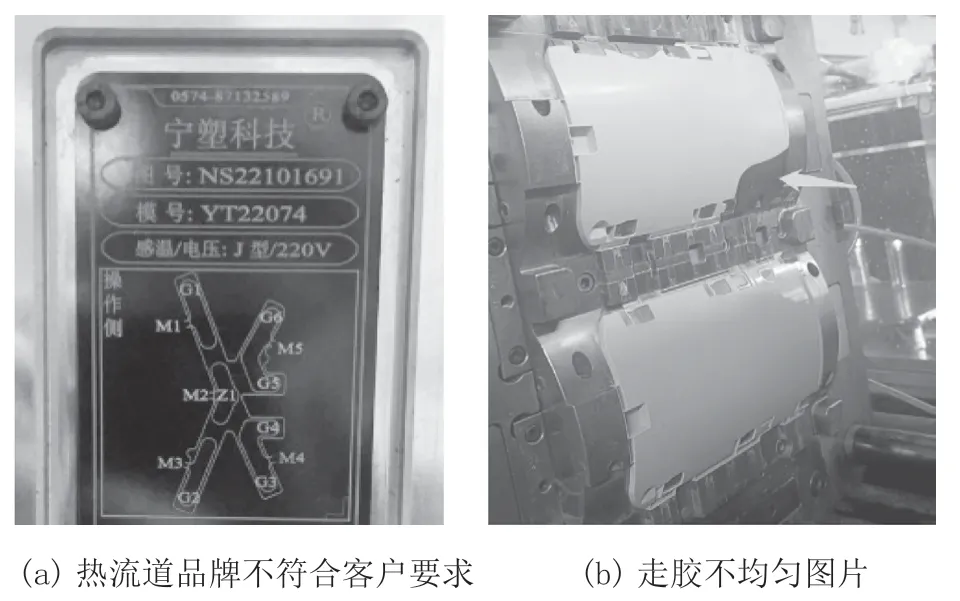
图2
3.1 加工进度控制管理
1)模具厂按双方签订的合同时间,即首样及移模时间,每周二,周四通报模具加工进度,便于及时掌握模具加工进度是否延误。
2)如延误应及时预警,并制定补救措施:如资源倾斜,安排双班人员进行加工及组装等。
3.2 模具过程质量管控前移
1)模具精加工完成后,对模芯的材质和硬度进行测试,以满足开模技术及图纸要求。
2)试模前,重要零件的三坐标检测报告要满足图纸要求后才能装配。
3)T 1 和最后一次试模,需要提供蓝/红丹照片,到丹率需要满足要求。
4)对于多型腔模具,走胶平衡需要达到95 % 以上;对于一出一的模具,多点进胶,需要满足自身走胶平衡。
4 模具验收前准备工作的确认
调查发现,50 % 的项目反复试模、改模,主要是因为试模材料不足、客户所需产品数量不清、整机及零件试验不彻底等准备工作不足,导致事倍功半,严重影响项目进度和工作效率。为了高效完成项目,提高工作效率,模具验收前的准备工作做以下点检:
1)模具厂完成内部试模,模具厂品质人员对产品的特称、全尺寸进行确认,符合客户图纸要求后送客户进行复核。
2)模具厂对验收模具接模温,模拟实际生产状态进行空载、磨合(外观件5 000 次,内部件3 000 次,空载期间需拍视频、装计数器进行通报确认),每4 H 对铁粉进行清洗,空载结束后对各运动部件进行检查有无松动、卡死等问题,避免出现因磨合不充分导致的卡死等异常,影响生产和项目进度。
3)根据已建立好的验收单,对七大版块进行内部确认合格,即:①模具外观/外形及其他附件;②分型面、模仁及排气槽;③顶出、复位及抽芯;④Cooling 系统;⑤进胶系统;⑥Mold 资料和附件;⑦注塑生产工艺。
4)收集客户试模产品数量要求,提前准备好材料及色母,避免材料及色母准备不足导致反复上下模。
5)验模机台、辅助设备(模温机、软水、机械手等)、试模人员、试模计划提前3 天准备好并告知客户。
6)提前准备模具验收资料:《开模申请单》、《模具结构检查表》、《产品全尺寸报告》、《模具使用手册》、《材质证明》、《配件清单》、《工艺参数表》,避免验收时无资料对比,影响模具验收效率。
5 模具验收的关键控制点
验模人员到达模具厂后,如果没有明确的模具检验流程和标准,模具检验工作往往会省略一些环节,导致模具检验效率低下,因此,模具结构检查表采用对标改进,需要验收小组(研发、质量、零件厂和工艺)确认,因此,模具检验流程和要点整理如下:
1)验模机台及成型周期复核:验模机台(严禁小模具使用大机床试模,≤ 500 T 波动+50 T,≥ 500 T 波动+100 T)及成型周期必须符合开模技术要求,且要连续注塑20 模后的产品要符合品质要求,如现场验收发现机台与设计不符,需反馈给模具厂进行调整,若无对应机台,需要将模具锁模力调整到标准机的锁模力,避免因大机锁模力过大而无法验证模具的问题。
2)产品确认:产品外观、重量、尺寸、装配符合由研发和品质双方确认,需符合图纸技术要求。
3)模具动作确认:模具的顶出和复位无异常噪音,斜顶无松动,顶针无卡顿,取件符合开模技术参数要求(机械手或全自动生产要求)。
4)模具水路确认:现场确认水路接线方式,每组水路现场复核,应通畅,水流量均匀。
5)热流道确认:热流道品牌符合客户开模技术的要求,同步确认走胶板,检查走胶是否均匀;当产品调试OK 后,停机30 min,重新注塑,确认每个胶口是否有烧焦、发黄等现象。
6)注塑成型工艺的注意事项:
①调试工艺参数要宽裕,不得使用极限参数进行调试,注塑压力不允许峰值。
②调试需在规定时间内完成:即使用注塑机≤650 T 的模具3 0 mi n 完成调试;使用注塑机(650 ~1 200)T 的模具(不含650 T)60 min 内完成调试,使用注塑机(1 200 ~2 100)T 的模具120 min 内完成调试(不含1 200 T),超时试模具工艺难调试,按不合格验收,要求模具厂整改合格。
③对顺序器的调试顺序和时间进行记录,并与生产厂家做好交接,避免重复调试造成效率低下。
7)模具材质的确认:模具的材质及硬度,由品质现场使用成份分析仪及硬度计进行测试,钢材材质测试的数据需符合钢材成分表,同步满足开模技术参数表,钢材硬度需符合开模技术参数表(如图3)。
图3
6 模具接收的点检工作
模具调模后,大多数企业由于模具接收时点检工作不充分,导致试模或生产异常时,找不到样品对照、无工艺参数对照等,因此模具厂与零件厂之间的沟通和相互推卸成为常态,导致模具检测和生产效率较低。为此,模具收到的检查内容整理如下:
1)产品随模样的接收(由客户签字),以便出异常及时对照找原因。
2)全尺寸报告的确认,需模具盖章,客户复核签字确认。
3)最新模具图档的接收,便于后期的查看及改模。
4)工艺参数表的确认,为走胶顺序,调试方向,成型周期等做参考。
5)模具使用手册:针对复杂模具,需模厂出具模具使用手册,便于指导生产厂家生产,避免出现因操作不当导致的模具损坏。
7 模具使用和维护的管理要求
规范模具的使用,可以有效减少模具异常的发生,减少违规使用带来的损失。在标准化使用的同时,模具需要得到很好的维护。做好模具维护的5 大用途:①降低维护成本和模具成本;②延长模具的使用寿命;③提高模具的利用率;④订单发货更加流畅;⑤创造更多的利润。对于模具的使用和维护,需要做好模具1458 的管理,即:
7.1 1 张完整的模具资产台账表
1)模具基础数据应完整(模具信息、机台信息、产品信息、调模信息、维修记录、产量数据等);
2)模具状态更新要准确及时(在用/闲置/超寿命使用/待报废);
3)每月5日前更新并提供给模具管理人员,模具管理人员不定期飞行稽查执行情况。
7.2 4 点模具的储存要求
1)模具在上模具架前进行保养清除异物,表面清洁干净,确保模具零部件齐全(五金模:不能缺少导柱导套、限位柱、弹簧、铭牌等零配件;注塑模:不能缺少限位开关、定位环、锁模块、防尘板、铭牌等零配件)。
2)防潮、防水:模具不能直接放置于地面,不能放在给雨、水淋到的地方(如图4)。

图4 模具表面干净,零部件完整,上架或枕木上存放
3)防尘:闲置模具(6 个月以上不使用模具)要以半年为周期除尘、除锈,并用薄膜包裹密封(如图5)。

图5 闲置模具采用除尘覆膜密封,模具分类整齐,同向存放
4)模具按型号分类分区域,摆放平稳整齐(不堆叠),采用看板标识的相应管理,模具底座和模具铭牌标识向外统一。
7.3 5 张维保记录表
1)模具保养计划表:根据生产订单计划,每月5日前提供给模具管理人员,确保上机前做好保养,并在微信群通报执行情况。
2)模具日常检查记录表:运行中的模具按要求进行例行检查和维护,并记录在点检表,质量部门每天监督日常点检情况。
3)模具下机时点检与保养记录表:生产后模具下机时要按要求例行检查和维护,并记录在点检表,同步将保养图片通报在专项群。
4)模具产量周期保养要求记录表:连续在机台生产要求模次或累计生产到了要求的模具按要求大保养一次(90 ~160)T 生产6 万模次,(200 ~380)T 生产5万模次,(450 ~1 000)T 生产4 万模次,1 000 T 以上生产3 万模次< PBT/PBT+GF VO/FRPP410 (K)VO/防火ABS 等。
5)模具保养工具及材料点检表:要存有必须的工具及材料并记录在点检表,才能确保及时有效进行维保工作。
7.4 8 点规范保生产
1)现场张贴模具使用和维修规范,模具相关人员要清楚模具使用、维修规范和禁止内容(注塑模具和五金模具)。
2)按要求为生产中的模具安装8 ~12 卡码(注塑模和五金模)。
3)不允许模具与机台不匹配生产或私自拆除模具上任何零件(注塑模和五金模)。
4)模具顶出和开合的参数设定应符合常规要求(注射模)。
5)不允许采用高速顶出、高速出模的现象(速度超过50 % 以上的数值为高速)(注塑模)。
6)运行中的模具必须接有限位开关装置且已接线正常使用(注塑模)。
7)运行中的模具按照模具入库试模记录表(初品)生产周期进行维护(标准值±5)(注塑模)。
8)生产中模具开启低压保护(注塑模)。
8 结语
空调模具管理的流程和标准化是企业新模具和生产的保证,从模具供应商选择、模具生产、模具生产和维护的1458 管理,整理制定了各个环节的顺序和关键控制点,为企业模具管理人员提供了方法和思路。