信息技术在特种光纤与元器件制造中的应用研究
2023-08-01任晓娇钟九金潘得文付志华
任晓娇 钟九金 潘得文 付志华


摘 要:光纤排列组合是信息通信用特种光纤与元器件生产制造过程中的一个重要工步。行业内普遍采用单一人工操作,对排列好的硬光纤毛坯进行捆扎收紧,使其成为一体,再进行低温真空熔压。通过研究传统捆扎制造工艺,对捆扎过程中的各个动作进行逐一攻关,最终设计并实现一整套自动化捆扎技术。文章还进一步研究信息技术在特种光纤与元器件制造中的应用,对同类产品制造工艺升级具有重要的参考意义。
关键词:信息通信;捆扎;特种光纤
中图分类号:TP39;TN605 文献标识码:A 文章编号:2096-4706(2023)11-0167-05
Research on Application of Information Technology in Manufacture of Special Optical Fiber and Components
REN Xiaojiao, ZHONG Jiujin, PAN Dewen, FU Zhihua
(Guangzhou Honsun Opto-Electronic Co., Ltd., Guangzhou 510900, China)
Abstract: The arrangement and combination of optical fibers is an important step in the manufacturing process of special optical fibers and components for information communication. In the industry, a single manual operation is commonly used to bundle and tighten the arranged hard optical fiber blanks, making them a whole, and then perform low-temperature vacuum melting and pressing. By studying the traditional bundling manufacturing process and tackling each action in the bundling process one by one, a complete set of automated bundling technology is ultimately designed and implemented. This paper further studies the application of information technology in the manufacturing of special optical fibers and components, which has important reference significance for upgrading the manufacturing process of similar products.
Keywords: information communication; bundling; special optical fiber
0 引 言
光纖传像元件是信息通信用特种光纤与元器件中的一种,是由数千万根光纤经多次组合拉制、排列、熔压、扭转或拉伸而成的具有一定厚度的硬性光纤元件。光纤传像元件主要应用于军事微光夜视领域,制造工艺非常复杂,约二十余个工序,对质量要求极高。排列工序实现的是把数千根硬质复合光纤有序组合到特定工装中[1],捆扎的功能就是使排列好的硬光纤毛坯定型,并脱离工装进行流转。在实际的生产制造中,捆扎主要有两种方式,分别是人工捆扎和机械捆扎。我们在这两种捆扎方式的基础上,开发了自动化捆扎技术并已投入使用。
1 人工捆扎在实际生产中的应用情况
人工捆扎需要两个人员的配合才能完成捆扎。首先,一个人用手握住装有定位毛坯的模具,另一个人将待捆扎的毛坯伸入模具进行第一段捆扎;然后将毛坯拉出小段,再根据定位毛坯的提示进行第二、第三段捆扎,完成捆扎后从模具中完全拖出,检查头尾转换方向;最后,拿着模具的人员放下模具,对着头尾转换好的毛坯进行最后一道捆扎。
在这种方式下,一个人需要托住工装和光纤毛坯,并按照特定距离不断移动毛坯直至捆扎完成;另一个人则需要执行“取线—绕线—打结”几个步骤。捆扎过程中需要注意几点:托举高度合适、绕线力度适中、打结力度和圈数适当。其中,绕线力度的拿捏是非常关键的,力度过大容易造成内部光纤挤压破损,力度太小会导致线松,捆扎质量受个人因素影响较大。
2 机械代替纯人工方法的研究和实际应用情况
2.1 研究思路
正是由于人工方法制造产品存在痛点,我们前期开展一种代替人工的机械装置研究[2]。首先,确定研究目的是减少一个人工,用一个人和一套机械装置相互配合的方式实现效率提升。其次,重新分析捆扎过程的必要步骤,共有“托举、移动、取线、绕线、打结”五个环节。再次,打乱原来2人分工负责的部分,重新分工。现有工艺下,一人负责“托举”和“移动”功能,其余工序由另一人负责。经过对比分析,最终思路是机械装置实现托举,人工实现后续四个步骤即方案1,如表1所示。
2.2 装置的应用情况
该装置设计的目的有两个:一是减少人员的安排;二是稳定特种光纤与元器件毛坯捆扎的质量。实际使用中,我们进行了大量的试验,装置轻巧,一人即可操作,很容易被使用者接受。装置的投入,也减少了后续捆扎工步的人员培训难度。
如图1所示,使用该装置进行毛坯捆扎时,需要注意以下几点:
1)采用粘尘垫将装置与平整的工作台面固定,尽可能保证与台面边缘平行,且夹具靠外边缘与桌面边缘距离在50 mm以内。
2)使用前将所有的水平夹具锁扣置于打开状态。
3)将第二模具的尺寸调整至合适的范围,并将第二模具放置在第二凹槽位,将第三锁扣固定。
4)每天使用前对胶垫高度进行检查。检查方法:将装有边丝毛坯的模具放置在第一凹槽位,将第一、第二锁扣摇下,锁定。用手指轻微摆动毛坯,观察毛坯的位移情况,反复调整压毛坯的胶垫高度至毛坯无明显位移为止。力度适中时,固定胶垫高度,取出检验模具和毛坯。
5)捆扎毛坯,完成一处捆扎后,移动到下一位置,完成另一处捆扎,如此往复下去,完成毛坯的捆扎。
6)将毛坯首尾调换方向,并放置在第二模具中进行捆扎。
1—底板;3—支柱;4—螺丝;6—第二模具;7—毛坯;21—第一锁扣;22—第二锁扣;23—第三锁扣;24—第四锁扣;51—槽位1;52—槽位2。
通过对上述装置的深入研究和反复实践,最终可以达到预期效果,如表2所示。
使用该装置时,单位工时人工产出为26件,现有工艺单位工时人均产出为16件,相比之下,人均单位工时产能提升62.5%,可以实现单人操作。
上述机械装置使用过程中,人工动作依然较多,存在两个不足:一是在与未来的毛坯自动化排列设备衔接方面,仍需要人工参与,很难在脱离人的情况下协作运行;二是如果作为单独捆扎使用,也很难进一步提升产能,有必要开展毛坯捆扎自动化技术研究。
3 信息技术在毛坯自动化捆扎中的应用研究
3.1 研究思路
在研究初期,将自动化技术所要实现的功能进行分解。研究发现,任何一套自动化系统都是由若干零件组成一个机构,若干机构组成一个系统,若干系统组成一个整体设备[3]。于是,将自动化捆扎技术分成5个功能机构来实现。
该技术的研究思路是在机械装置的基础上,进一步增加自动的功能。机械装置的功能中只包含“托举”一项。我们要在这一功能的基础上,增加“移动毛坯”“取线”“绕线”“打结”这一套功能。在实现自动化控制的基础上,可进一步实现多组自动化设备数据互联,进行后台采集和处理,进一步研究信息技术的融合[4]。
3.2 自动化技术方案研究
首先逐个分解每个功能,与基础零件一一对应,用基础零件组合成一个机构,再用机构组成一个自动化系统。例如,对于“移动毛坯”功能,就可以相对应地研发上下料技术系统,包含移动模组、促使移动的电机或气缸,以及固定毛坯的机械件,这就组成一个功能机构。相同地,其他功能机构也可以组建出来。众多功能机构共同配合自动化控制系统,就构成了一整套技术方案。
根据对功能机构的分析分解,明确了技术方案的研究内容:
1)毛坯上下料系统研究。一种能自动进给料的技术,可实现非人工参与下自动完成同一毛坯的多段捆扎。
2)毛坯缠绕技术研究。一种能够带动钢线围绕毛坯转动的机构,并且能够使钢线对毛坯施以合适的束缚力。
3)打结技术研究。一种可替代人工,在毛坯表面进行打结的技术,该技术重点解决钢线打结力度问题,提供合适的打结圈数,以及在合理的位置剪断钢线。
4)毛坯捆扎自动化控制系统研究。重点实现对上下料、缠绕、打结动作的控制,从而完成一个毛坯多道钢线的捆扎。对方案进行了研讨和优化,如图2所示。
3.3 关键技术研究及难点分析
3.3.1 毛坯上下料系统
难点:每段屏需要捆扎多道钢线,如何实现自动递送?
解决方案:设计送料机构和将毛坯从模具中取出的辅助机构,如图3所示。
3.3.2 毛坯缠绕技术
难点:每道钢线需要缠绕多圈,如何实现?使缠绕的每圈钢线不重叠,如何实现?如何保证缠绕钢线的松紧度?如何保证缠绕后毛坯结构的紧密性?
解决方案:设计绕线机构,可模拟现有生产绕线方法,绕线力度需要可调控以确保松紧度及毛坯结构的紧密性,如图4所示。
3.3.3 钢线打结技术
难点:如何实现钢线的自动打结?
解决方案:可设计夹爪来模拟人手打结,如图5所示。
3.3.4 毛坯捆扎自动化控制系统
难点:对上下料、缠绕、打结动作的控制,如何达到最佳状态?
解决方案:不断调整程序和参数进行反复试验,以达到最佳运行状态。
要想让技术方案能够充分发挥效用,上述关键技术和难点就要一一突破,各个控制模块按动作顺序相连接组成一套自动化控制系统,动作如图6所示。
3.4 方案实施要点
3.4.1 自动運送技术研发
操作人员把模具放入初始位置后,实现用电机模组带动排屏模具及毛坯前进,并通过气缸模组压紧产品,配合自动化控制程序实现产品的自动前进和后退,方便操作人员在同一个位置上下料。为配合自动化技术的实现,我们研究采用专用的配套模具,即2.2中提及的第四夹具,如图7所示。
实际应用中,该部分功能模块与模具、产品的配合很是关键。尺寸和力度需要根据模具尺寸、产品尺寸和形状进行相应的调整,务必保证能够压紧产品且不会对产品造成损伤。
3.4.2 缠绕技术研发
研究采用独特的旋转方式及配套自动化控制程序,绕线电机从原点开始顺时针旋转指定距离后将钢丝拉到适当位置。我们对绕线半径大的问题进行几轮研讨和攻关,最终决定采用此方案实现将绕线半径减小到接近产品对边尺寸,如图8所示。
3.4.3 钢线打结技术研发
我们开发一款适宜尺寸的机械手,模拟人手旋转打结。通过程序控制,打结机构实现的动作顺序为,打结组件前手夹紧气缸下来夹住线头,对产品进行压紧,绕线电机从原点开始顺时针旋转指定距离后,将钢丝拉到尾部,夹紧气缸后夹手夹紧线头另一端,然后打结机构整体旋转适当的距离,如图9所示。
3.4.4 捆扎自动化控制系统
按照“托举”“移动”“取线”“缠绕”“打结”的步骤完成一整套自动化控制。自动化控制系统控制图如图10所示。
3.4.5 信息技术在自动化捆扎技术中的应用
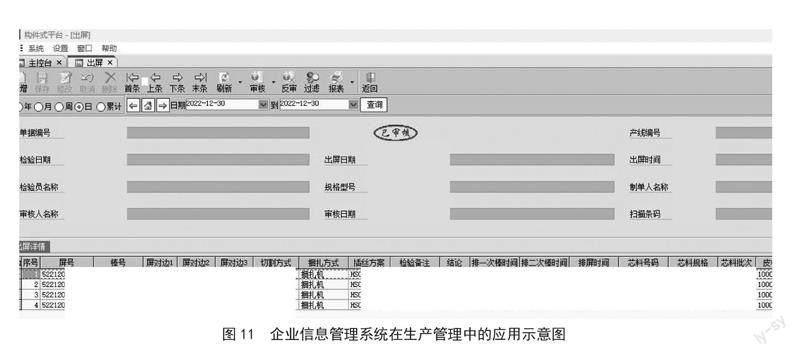
在上述研究中,实现了特种光纤元器件的自动化捆扎。目前,通过人工操作方式,已经将捆扎过程数据成功录入到企业研发的后台管理MES系统中,为信息技术的进一步应用奠定了基础。MES系统在生产制造中使用非常广泛,旨在加强企业计划执行能力。后续可考虑将自动化捆扎控制系统与后台MES管理系统进行深度的融合,加强信息技术在捆扎技术中的应用程度。企业MES信息管理系统如图11所示。
3.4.6 取得成效
研究表明,捆扎自动化系统包含自动上下料机构、自动绕线机构、自动打结机构等重要组成部分,实现了产品自动化托举和产品自动化移动。
我们从人工捆扎到机械捆扎,再到自动化捆扎,逐步实现了单人操作机械装置、一人操作多台自动化设备的技术升级。但自动化技术的实现并不是一蹴而就的,每一步的研究相互铺垫,相辅相成。
自动化技术研发首先要允许有一定的容错性,寄希望于所研究的技术近乎完美,而后才考虑落地实施,特别像我们传统制造业的制造工艺升级,行业都是从零开始,这可能需要多耗费5年、10年才能实现如今的技术升级,而且难度大大增加,事倍功半。研究中,我们首先做到用简单机械装置替代人工,落地实施,再研究以一种自动化捆扎系统替代机械化装置,再落地应用,这样会达到事半功倍的效果。后续计划用3年、5年时间开展上下工序的自动化技术研究,最终才能在生产中逐步搭建互联互通的系统。研究得出,自动化技术研究取得成效后应该做到应用尽用,这样才能使研究团队快速获得使用过程大数据,进而不断地优化升级,逐次研发二代、三代、四代。从零件到机构,从单机运动到多机联动,让信息技术在自动化技术的研发、使用过程中形成良性循环,相互促进,这才能让自动化与信息技术的研究之路走得更稳,更切合实际,最终为企业带来丰厚效益[5]。
4 结 论
通过研究和应用自动化捆扎技术,操作人员可以同时操作多台设备,进一步实现了降本增效,不仅可以缓解企业快速发展过程中过度依赖人工效率低下的问题,而且对操作人员的技能要求也有所降低,缩短了培训周期。自动化捆扎技术的研发可为后续信息技术的应用奠定坚实的基础,有助于将来与上下道工序自动化系统联动,逐步实现工艺升级。研究中还提出了信息管理系统与自动化捆扎技术相融合的思路和建议,为信息技术在自动化捆扎中的进一步应用提供了重要参考。
参考文献:
[1] 刘德森,殷宗敏,祝颂来,等.纤维光学 [M].北京:科学出版社,1987.
[2] 任晓娇,潘得文,钟九金.一种用于光纤面板排列毛坯固定捆绑的夹具:CN212474065U [P].2021-02-05.
[3] 要义勇.机械自动化器件及其应用 [M].北京:科学出版社,2014.
[4] 徐淼.电子信息技术在电气自动化中的運用研究 [J].山东工业技术,2019,290(12):171.
[5] 王硕,赵贞丽.电气自动化在我国的发展趋势 [EB/OL].[2022-12-03].https://wenku.baidu.com/view/2799a7766294dd88d0d26be2.html?_wkts_=1683708581079.
作者简介:任晓娇(1987.06—),女,汉族,吉林洮南人,工程师,硕士研究生,主要研究方向:特种光纤与元器件产品研发。
收稿日期:2023-01-09