基于生命周期评价的原生和再生PET纤维环境影响对比分析
2023-07-29刘奇汶毕莹莹董黎明董莉刘景洋
刘奇汶,毕莹莹,董黎明,董莉,刘景洋*
1.国家环境保护生态工业重点实验室, 中国环境科学研究院
2.北京工商大学生态环境学院
聚对苯二甲酸乙二醇酯(PET)俗称“涤纶树脂”,具有良好的抗褶皱、耐磨性、可纺织性、可染性等特点[1],长期以来一直处于全球纺织业的主导地位。据统计,PET 市场约占整个纤维市场的60%[2],其中既有PET 原生料,又有再生料,未来几年这一占比还会继续增加。尽管PET 纤维具有诸多优势,但也不可避免会对环境造成影响和危害。这些影响主要来源于PET 纤维的生产和废PET 的处理过程:一方面,PET 纤维的生产涉及到大量的能源(电、煤炭、天然气等)消耗以及过程中各类有机化学品的添加,例如熔融挤出环节需要高温,是聚酯生产链中主要的耗能工艺,薛芳峰等[3]研究表明PET 切片熔融纺丝过程中的螺杆温度达到300 ℃;另一方面,在目前的废PET 处理过程中只有小部分的原生聚酯被回收,其余大部分则被填埋或是焚烧[4],焚烧后的熔渣通过垃圾填埋进行处理[5]。废旧PET 泄漏到环境中,会在物理磨损、高温和紫外线的作用下形成碎片。由于PET 的化学结构稳定[6],不易被环境中的微生物降解,会形成微塑料进入土壤、河流等对生态环境造成危害[7],对人体健康存在潜在风险[8]。
与原生PET 生产纤维相比,再生PET 纤维因实现资源循环利用而备受关注。再生PET 纤维是由回收的废PET 饮料瓶经过脱标、破碎、清洗、干燥制成瓶片,瓶片再经过纺丝制成的。中国是全世界PET 瓶的主要生产国和消费国[9-10],《2021年碳中和背景下PET 瓶可持续发展报告》[11]中指出,2020年中国PET 瓶消费量达到949 万t,按照回收率为94%计算[12],再生PET 比原生PET 减少碳排放量1 177.52 万t,约为226 万辆车一年的碳排放量。
虽然废PET 饮料瓶再生制得的纤维与原生PET 纤维具有相似的性能[13],且可以显著降低CO2排放,但回收的废PET 饮料瓶质量、纯度都对再生纤维质量有很大的影响,所以需要进行精细分选、反复清洗以达到再生原料的要求,这一过程也需要消耗大量的电、水及各类药剂。因此,在环境影响方面,再生PET 纤维是否比原生PET 纤维更加友好成为一个亟须探索的问题。
生命周期评价(LCA)是一种新型环境管理工具,被广泛应用于环境保护及评价中。近年来,国内外的学者通过LCA 法对包括PET 在内的塑料制品可能造成的环境影响进行了大量研究:Zhang 等[14]利用LCA 法对聚酯纤维的回收对全球变暖潜势进行了研究,结果表明,所有回收的聚酯纤维的全球变暖潜值低于原生聚酯纤维;美国塑料回收协会对再生PET 替代原生PET 一年减少的碳排放量进行了计算,结果表明,2019年全球PET 瓶消费量达2 411万t,按照其回收率为100%计算,用再生PET 替代原生PET 一年可减少的碳排放量为3 182.52 万t。Bałazińska 等[15]使用LCA 法对废PET 瓶的回收利用、能源回收、填埋进行环境影响分析,结果表明,最环保的废PET 瓶管理方式是回收,能源回收的环境负担较高,而填埋是废PET 瓶管理最不利的形式。Nakatani 等[16]采用LCA 法对中日两国国内和跨境回收情景及处置情景中的温室气体和化石资源消耗进行研究,结果表明,所有国内和跨境回收情景的温室气体排放和化石资源消耗均小于焚烧情景,而化学回收情景的温室气体排放和化石资源消耗均大于其他回收情景。Saleh[17]采用LCA 法证明了与其他处理方案相比,回收可以显著降低环境影响,包括减少温室气体排放和化石资源消耗。
由此可见,LCA 法能对塑料制品的环境影响作出有效评价,但值得注意的是,上述研究的重点大多只集中于能源消耗和二氧化碳排放等方面,其他环境影响如非生物耗竭、生态毒性、酸化富营养化等却很少涉及。笔者通过LCA 法计算原生PET 纤维和再生PET 纤维的全球变暖潜值、酸化效应潜值、非生物耗竭、光化学臭氧合成、陆地生态毒性潜值;识别2 类PET 纤维生产工艺流程中对环境产生影响的关键因素;比较原生PET 纤维和再生PET 纤维的环境影响;并提出减小PET 生产与资源化的环境影响的针对性建议。
1 生命周期环境影响评估
1.1 目标与范围定义
目标与范围定义是开展生命周期评价的第一步,可根据研究目标的不同确定不同的系统边界和功能单位。研究目的应包括明确的LCA 结果说明和应用以及通过得到的LCA 结果可以作出哪些工艺改进甚至提升到政策建议层面。
1.1.1 目标和功能单位
本研究的分析对象是再生PET 长丝和原生PET 长丝,功能单位是100 kg 长丝。研究目的是假设再生纤维具有与原生纤维相同的质量,比较再生PET 长丝和原生PET 长丝对环境的影响。考虑到在长丝生产过程中会产生CO2、SO2、C2H4、VOCs、NOx等废气,以及废炉渣、废丝等固体废物,且在整个生产过程中消耗大量的煤、电、蒸汽等非生物资源,借助LCA,选取相关的5 个环境影响指标,分别为全球变暖潜值、酸化效应潜值、非生物耗竭、光化学臭氧合成、陆地生态毒性潜值,从大气、自然资源、毒性、土壤等维度来分析PET 长丝制备的资源消耗和环境排放。这5 种环境影响类别在Shen 等[13]的研究中,也被证实是生产PET 长丝的主要环境影响类别。每种环境影响指标的影响因子及单位见表1。
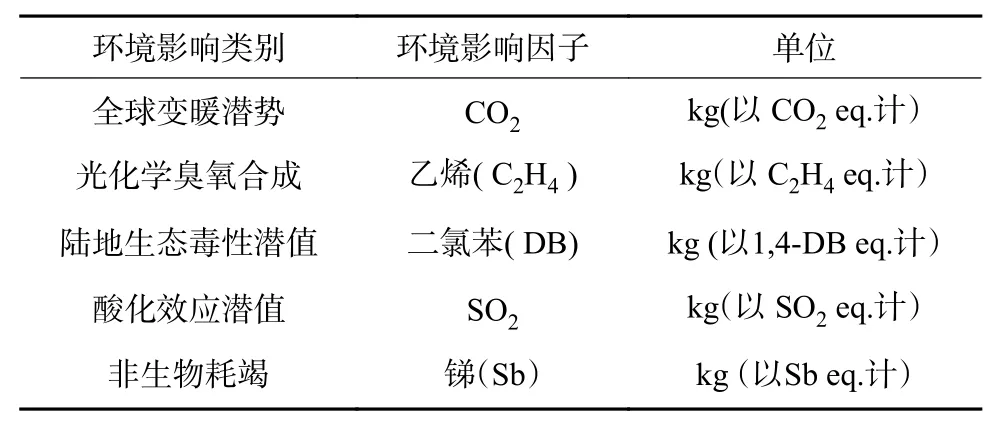
表1 环境影响类别及环境影响因子Table 1 Environmental impact categories and environmental impact factors
1.1.2 系统边界
生产100 kg 再生PET 长丝的系统边界包括生产PET 瓶片(分拣、洗涤、干燥、破碎)、长丝生产(干燥、熔融挤出、纺丝、上油、卷绕)。生产100 kg 原生PET 长丝的系统边界包括原油开采、原料生产(乙二醇和精对苯二甲酸)、纺丝。研究目的在于改进生产达到减排目标,故暂不考虑原材料运输和产品使用与废物处置过程,系统边界如图1 所示。
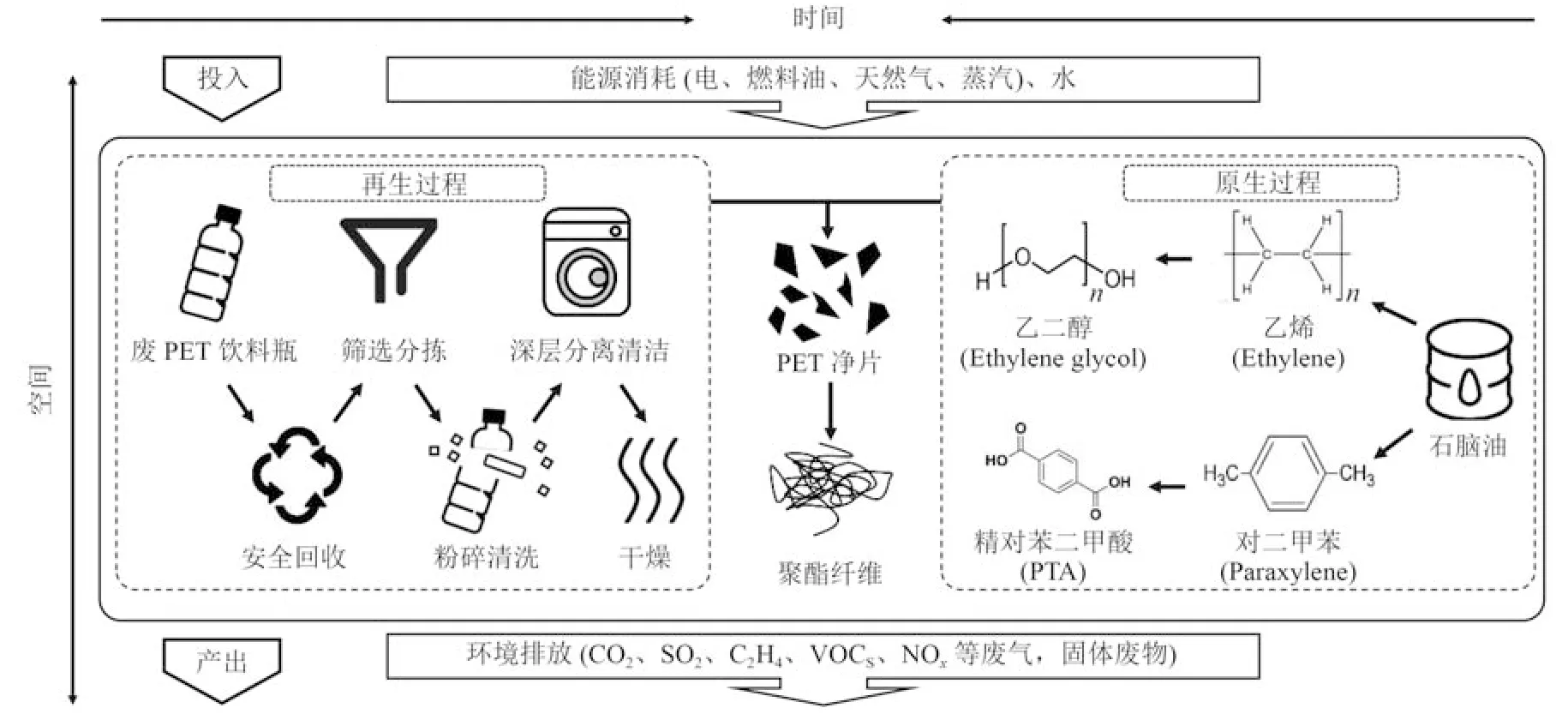
图1 系统边界Fig.1 System boundary
1.2 数据收集
本研究主要是通过向相关企业调研获得直接数据,缺少的数据采用文献调研等方式获取。其中,再生PET 长丝的调研企业要符合中国废塑料综合利用的标准条件,拥有完整的生产线,可将废PET 瓶回收再生成PET 长丝;原生PET 长丝的调研企业要求生产稳定,近年来的投入和产出数据相对稳定。
1.3 数据处理
1.3.1 特征化处理
特征化是指将所有的输入输出物质按照其对环境和资源的影响程度,用与其相关的贡献大小得到所对应的特征化因子,并根据该因子对产品进行生命周期量化分析。常用的特征化方法有CML 2001、IMPACT World+、ReCiPe、Eco-Indicator 99 等[18-21],以上均为联合国政府间气候变化专门委员会(IPCC)推荐的方法。本研究使用Simapro 9.0 软件中的CML 2001 方法对清单进行计算。需要指出的是,在研究再生PET 长丝时,主要侧重于生产过程对环境的影响,废PET 瓶作为原料输入系统时自身就携带各环境影响的贡献值,所以设定回收的废PET 瓶的各环境影响贡献值为零,只考虑生产过程对环境的影响。
1.3.2 归一化处理
为了识别关键环境影响类别,便于不同指标之间的比较,需要对特征化数据进行无量纲处理,即归一化处理。利用Simapro 9.0 软件中的归一化功能对数据进行处理,使用的归一化因子来自参考文献中的国际基准值[22]。所选环境影响类别的归一化因子如表2 所示,所有类别的因子选取时间都是100年。
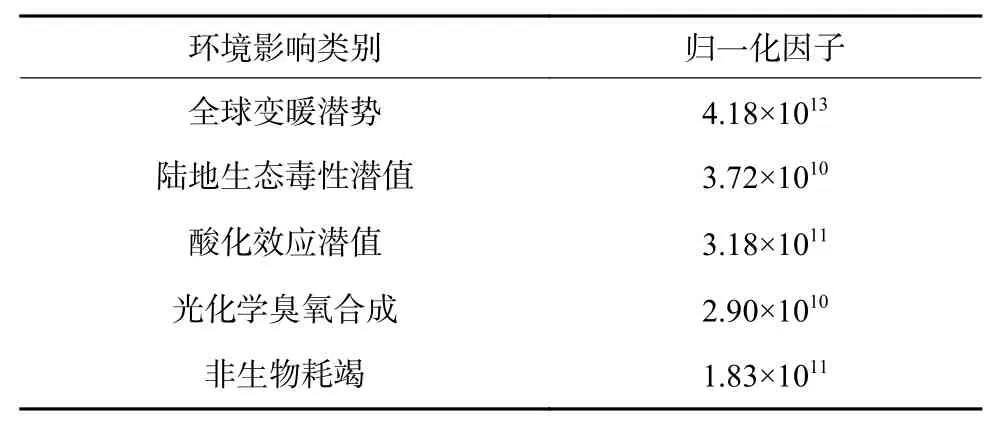
表2 环境影响类别的归一化因子Table 2 Normalization factors of environmental impact categories
1.3.3 生命周期多边形法
为更清晰直观地展现LCA 结果,采用生命周期多边形法[23]对产品或工艺的环境影响进行综合对比评估。通过比较不同多边形的组合区域的面积得出每个产品或工艺的环境影响,面积越大,产品或工艺的影响就越大。LCA 多边形往往不是规则的多边形,其面积需要通过形成的n个三角形的面积之和来计算。公式如下:
式中:Si为三角形i的面积;Sn为最后一个三角形的面积;S为三角形的面积和;Ri为三角形的侧边值;i为多边形中形成的三角形数量,i=1, 2,···,n-1。
由于影响类别的排列不同会引起RiRi+1数值的不同,进而导致LCA 多边形的面积不同。为了解决该问题并使结果更准确,需要计算不同影响类别排列的所有可能三角形的平均面积。RiRi+1组合出的三角形数量是[n(n-1)]/2。LCA 多边形的平均面积通过下式进行计算:
2 结果与讨论
2.1 原生PET 长丝的环境影响
采用CML 2001 计算方法,通过Simapro 9.0 软件分析得到的原生PET 长丝的5 种环境影响类别的中点环境影响如图2 所示。在整个原生PET 长丝生产过程中,精对苯二甲酸、乙二醇、合成过程、电力对5 种环境影响贡献大,其中,精对苯二甲酸对5 种环境影响贡献最大,乙二醇只对全球变暖潜势、陆地生态毒性潜值、非生物耗竭贡献较大,这是因为在乙二醇和精对苯二甲酸的生产过程中涉及到乙烯和对二甲苯的生产,这些有机化学品的生产原料大多是石脑油、轻柴油、燃料油等石油类物质,并且合成过程需要高温,耗电量也很大。合成过程对酸化效应潜值、光化学臭氧影响较大,这是由于在反应阶段产生了SO2、NOx以及其他碳氢化合物。
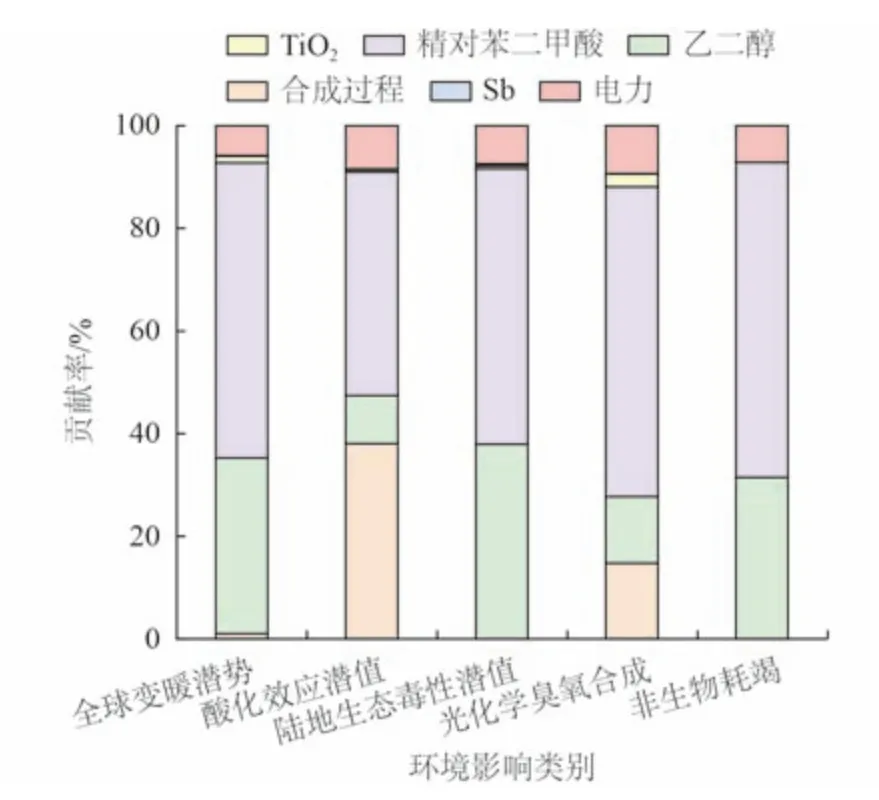
图2 原生PET 长丝的中点环境影响Fig.2 Midpoint environmental impact of primary PET fiber
2.2 再生PET 长丝的环境影响
再生PET 长丝的主要工艺包含2 个部分,即净片生产和熔融纺丝。根据Simapro 9.0 软件的排放因子计算得到2 个生产过程的5 种环境影响的特征化结果。各生产要素的具体贡献率如图3 所示。
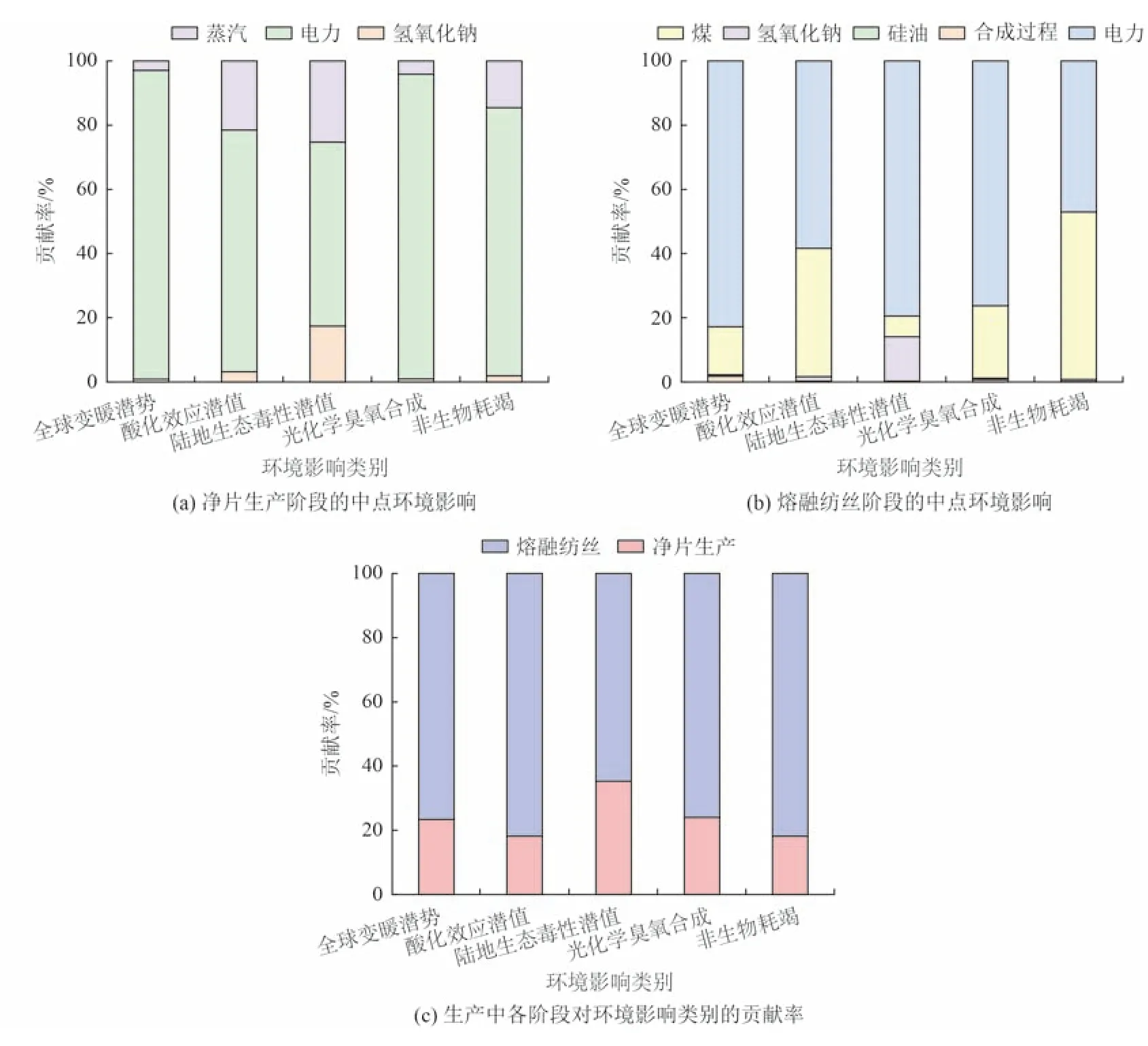
图3 再生PET 长丝的中点环境影响Fig.3 Midpoint environmental impact of recycled PET filaments
由图3(a)可见,在净片生产阶段,电力和蒸汽的使用对5 种环境影响类别贡献较大。其中,电力是5 种环境影响类别的最大贡献者,这是因为在此阶段的工艺包括整瓶清洗、粉碎、瓶片摩擦洗、连续漂洗、脱水干燥等都需要消耗大量的电。从图3(b)可以看出,熔融纺丝阶段,煤和电力对5 种环境影响类别贡献较大。其中,全球变暖潜势、陆地生态毒性潜值、酸化效应潜值、光化学臭氧合成的最大贡献者是电力,贡献率均超过了50%;煤主要影响了酸化效应潜值、非生物耗竭,贡献率均超过40%。熔融纺丝是高耗能工艺,在纺丝过程中,需要燃煤提供蒸汽以达到熔融的温度,整个过程也涉及到电力的使用。从图3(c)可知,熔融纺丝对每种环境影响类别的贡献率均大于净片生产过程,这说明熔融纺丝比净片生产对环境的影响更大。
2.3 环境影响评估
图4 显示了原生PET 长丝和再生PET 长丝归一化的中点结果。从图4(a)可以看出,在原生PET 长丝生产过程中,酸化效应潜值、全球变暖潜势、陆地生态毒性潜值、光化学臭氧合成、非生物耗竭的归一化值分别为7.3×10-12、3.6×10-12、2.2×10-13、8.1×10-13、1.0×10-11,因此生产100 kg 原生PET 长丝非生物耗竭比其他4 种环境影响类别对环境的影响更大。在精对苯二甲酸和乙二醇的生产中,非生物耗竭的归一化值是最大的,说明在这2 个产品的生产过程中非生物耗竭对环境的影响是最严重的,但在合成过程,酸化效应潜值归一化值最大。
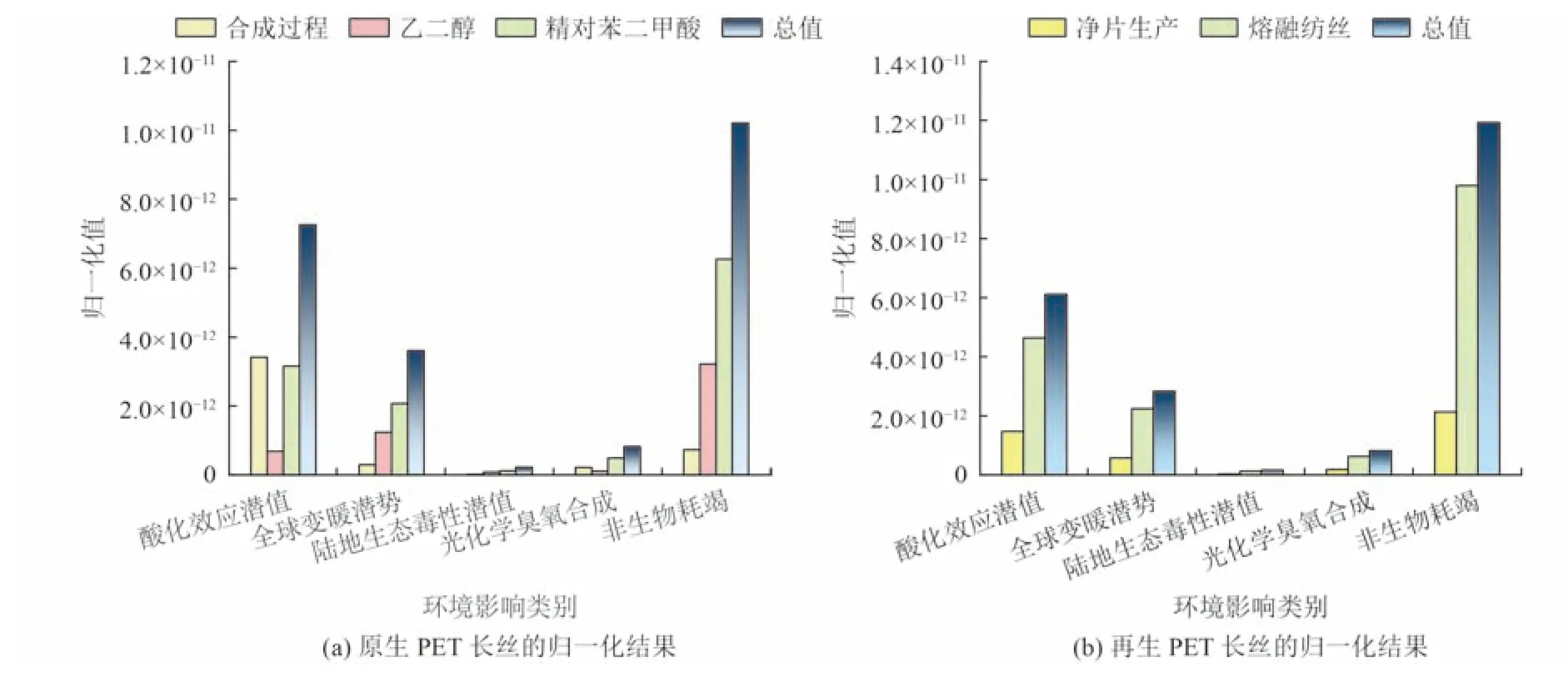
图4 原生和再生PET 长丝的归一化结果Fig.4 Normalization results of virgin and recycled PET filaments
由图4(b)可知,在再生PET 长丝生产过程中酸化效应潜值、全球变暖潜势、陆地生态毒性潜值、光化学臭氧合成、非生物耗竭的归一化值分别为6.1×10-12、2.8×10-12、1.6×10-13、8.0×10-13、1.2×10-11,非生物耗竭同样是最严重的环境影响。在熔融纺丝和净片生产过程中,酸化效应潜值、全球变暖潜势和非生物耗竭是主要的环境影响。
2.4 环境影响对比分析
环境影响对比分析结果显示(表3),原生PET 长丝的全球变暖潜势是149.29 kg (以CO2eq.计),再生PET 长丝的全球变暖潜势为117.21 kg(以CO2eq.计),由于再生PET 与原生PET 在性能上没有明显的差异,所以就碳排放来说,功能单位下再生PET 长丝比原生PET 长丝的碳排放降低了32.08 kg (以CO2eq.计),下降了21.5%。在酸化效应潜值方面,再生PET 长丝同样小于原生PET 长丝,每100 kg 产品减少了0.37 kg (以SO2eq.计)。但在非生物耗竭方面,再生PET 长丝非生物耗竭对环境的影响高于原生PET 长丝。
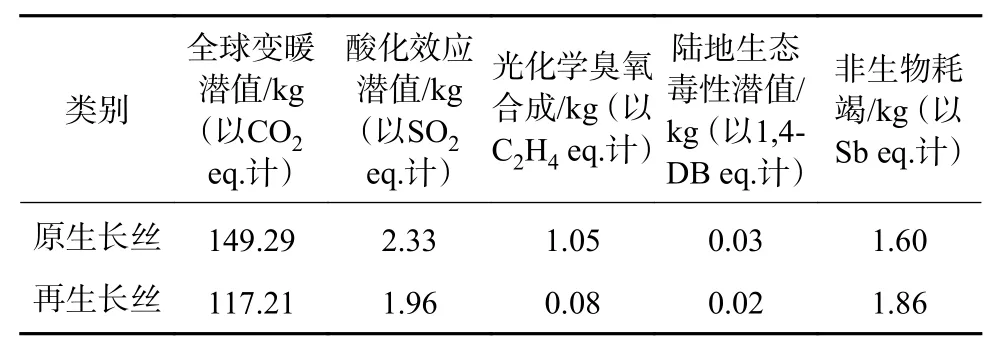
表3 原生PET 长丝和再生PET 长丝的特征化总值Table 3 Total characteristic values of virgin PET filament and recycled PET filament
运用LCA 多边形法将2.3 节归一化结果进行描述,以便更直观地表示出原生PET 长丝和再生PET 长丝之间各类环境影响的差异化,结果如图5 所示。
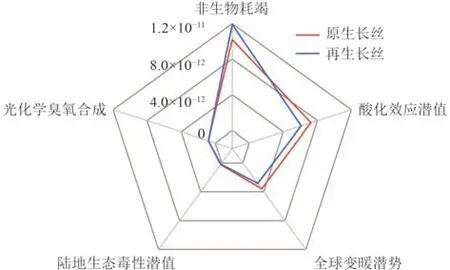
图5 原生和再生PET 长丝环境影响的生命周期评估多边形Fig.5 Life cycle evaluation polygons of virgin and recycled PET filaments environmental impacts
从图5 可以看出,再生PET 长丝在全球变暖潜势和酸化效应潜值影响方面明显优于原生PET 长丝,在非生物耗竭影响方面,原生PET 长丝优于再生PET 长丝。由于归一化后的数值的数量级较小在计算面积时不方便,现将每个数据增大到原来的1011倍,增大后的值对最终结果没有影响。经计算再生PET 长丝的LCA 多边形面积为0.475,而原生PET 长丝的LCA 多边形面积为0.539,所以再生PET 长丝对环境更友好。
为了能使再生PET 长丝的多边形面积明显小于原生PET 长丝的多边形面积,需要找出主要的影响因素并进行优化,图6(a)显示了再生长丝生产过程中各因素的环境影响在总影响中的占比。从图6(a)可知,电力是最大的贡献者,占比达61.3%,其次是煤和氢氧化钠,占比分别为29.2% 和7.1%。通过电力、煤、氢氧化钠的归一化结果绘制了LCA 多边形如图6(b),将归一化结果增至原来的1012倍,进一步计算这3 个主要影响因素对环境的影响。从图6(b)可以看出,电力对非生物耗竭、酸化效应潜值和全球变暖潜势影响较大,其形成的多边形面积为11.92;煤主要影响非生物耗竭和全球变暖潜势,形成的多边形面积为2.32;氢氧化钠主要影响陆地生态毒性潜值,多边形面积为1.09。因此,减少再生PET 长丝的环境影响使其多边形面积变小的关键在于减少上述3 个主要影响因素的环境影响。

图6 再生PET 长丝各因素对环境影响的占比图及多边形图Fig.6 Proportion chart and polygon chart of the environmental impact of various factors of recycled PET filament
2.5 关于原生和再生PET 长丝的环境影响建议
2.5.1 原生PET 长丝环境影响建议
在合成原生PET 长丝的过程中,精对苯二甲酸的生产和乙二醇的生产对环境影响的贡献最大,因此减少精对苯二甲酸和乙二醇的环境影响是整个生产工艺的关键。生产精对苯二甲酸的方法是高温氧化合成法,耗电量和耗蒸汽量非常大。因此可对氧化反应工艺进行改进,其中降低反应的温度是改进的重点[24],从而减少对二甲苯、醋酸溶剂、蒸汽以及电力消耗。通过催化剂用量的调整、氧化反应时间的延长来达到深度反应;也可以通过一些新的装置和绿色生产工艺优化[25]反应浆料的处理工艺优化从而达到节能减排的目的。生产乙二醇则可以使用非石化工艺生物质法,该方法通常不需要大量消耗氧气,也不会大量产生废水、废气,属于环境友好可持续的绿色技术[26]。
2.5.2 再生PET 长丝环境影响建议
再生PET 长丝的生产过程主要包含净片生产和熔融纺丝,其中净片生产包括筛选分拣、破碎、高温洗涤、干燥等过程。净片的生产工艺相对来说比较成熟,且每家行业工艺差别较小,可以从废PET 饮料瓶原料考虑,在回收阶段尽可能保证废饮料瓶的纯度和洁净度,使前端处理流程简易化,减少各过程中电力和蒸汽的用量,从而减少环境影响。熔融纺丝阶段重点降低电力和煤对环境的影响。在电力方面,考虑以太阳能、风能、氢能和其他可再生能源所产生的清洁、低碳电力取代高碳化石燃料的电力,也可从工艺入手加装变频器[27],利用先进技术直接做到变频控制,进一步节省整个生产过程中能量的消耗,且将电能的消耗也降到最低,达到节约成本、节能减排的目的。在煤炭方面,可以用生物质燃料或天然气替代煤来产生蒸汽。对于直接使用蒸汽的企业,可以增加蒸汽疏水系统[27],保证生产过程中蒸汽不会出现泄漏的问题, 以此提高蒸汽的使用效率。此外,发展规范化、规模化的塑料加工和再生利用企业[28],有助于提升PET再生行业技术水平,进一步降低环境影响。
3 结论
(1)以原生PET 长丝为分析对象,利用LCA 分析量化其生产各阶段的环境影响结果,在所选的5 种环境影响类别中,精对苯二甲酸和乙二醇等有机化学品的生产过程在所有的环境影响类别中的贡献较大,约占总影响的90%。
(2)以再生PET 长丝(以废PET 饮料瓶为原料制备)为分析对象,利用LCA 分析量化其生产各阶段的环境影响结果,分析再生纤维的特征化结果,得到不同生产阶段的环境影响,其贡献率由大到小依次为熔融纺丝、物理处理。
(3)对原生PET 长丝和再生PET 长丝的LCA 结果进行归一化和多边形法分析,得到不同环境影响类别的贡献占比并判断其来源,其中二者非生物耗竭的贡献占有绝对优势,但是影响的因素不同。再生PET 长丝在4 个环境影响类别上优于原生PET 长丝,就全球变暖潜势和酸化效应潜值而言,每生产100 kg 的再生PET 长丝可减少CO232.08 kg,减少SO20.37 kg。再生PET 长丝的LCA 多边形面积小于原生PET 长丝的LCA 多边形面积,所以在质量和性能无差异化时,再生长丝对环境的影响更小。
(4)为降低原生和再生PET 长丝的环境影响,可以从反应工艺改进、原料质量控制、能源优化及效率提升等方面采取措施。
